You might also like
- GMW15282 CorrosionUndercutting Scribe CreepbacDocument7 pagesGMW15282 CorrosionUndercutting Scribe CreepbacRicardo F. SNo ratings yet
- DTI Install ProcedureDocument7 pagesDTI Install ProcedureStalwart Technosource India Pvt Ltd.No ratings yet
- R700C Sawbench Feb 2008 Operator & Parts Manual OptDocument14 pagesR700C Sawbench Feb 2008 Operator & Parts Manual OpturipssgmailNo ratings yet
- D 2209 - 95 - RdiymdktukveDocument4 pagesD 2209 - 95 - RdiymdktukvePabasara HerathNo ratings yet
- IPC-TM-650 Test Methods Manual: 3000 Lakeside Drive, Suite 309S Bannockburn, IL 60015-1249Document2 pagesIPC-TM-650 Test Methods Manual: 3000 Lakeside Drive, Suite 309S Bannockburn, IL 60015-1249Thomas JangisNo ratings yet
- GMW14359 Procedure For Test of Cellular and Related Materials Determination of Indentation Load Deflection and Hardness NumberDocument6 pagesGMW14359 Procedure For Test of Cellular and Related Materials Determination of Indentation Load Deflection and Hardness NumberLaboratorio Hope GlobalNo ratings yet
- Sharp Lc-32av22u LCD TV SMDocument100 pagesSharp Lc-32av22u LCD TV SMAnna SantosNo ratings yet
- PaintBoroer518 MCManualDocument17 pagesPaintBoroer518 MCManualwsfasfNo ratings yet
- Color Television: Service ManualDocument33 pagesColor Television: Service Manualmohamed tawfikNo ratings yet
- Astm B648-23Document4 pagesAstm B648-23zuqin bianNo ratings yet
- Module 2Document14 pagesModule 2Reginald VelanoNo ratings yet
- Eota TR006Document6 pagesEota TR006coolkaisyNo ratings yet
- 121 - 4 - STD & Top PIG PDFDocument4 pages121 - 4 - STD & Top PIG PDFMohamed NouzerNo ratings yet
- Utg-2675 RVDDocument24 pagesUtg-2675 RVDQAMAR ALI KHANNo ratings yet
- E.Cam Floor Leveling ProcedureDocument11 pagesE.Cam Floor Leveling ProcedureGon LizaNo ratings yet
- MY21 Sienna Dashcam (DIO) IssBDocument10 pagesMY21 Sienna Dashcam (DIO) IssBerviNo ratings yet
- Eds T 7645 04 - All PDFDocument4 pagesEds T 7645 04 - All PDFSantiago GarnicaNo ratings yet
- ASTM D 903 - 98 (2010)Document3 pagesASTM D 903 - 98 (2010)sharma.sumeet2290No ratings yet
- ZavarivacDocument19 pagesZavarivacnokojNo ratings yet
- Service Manual: Digital Video Camera RecorderDocument174 pagesService Manual: Digital Video Camera RecorderBogdan BancilaNo ratings yet
- Toshiba 14af43 Service ManualDocument38 pagesToshiba 14af43 Service ManualtoxicNo ratings yet
- ROTOFLEXI Couplings: Operating Instruction Valid For Type G and GNDocument8 pagesROTOFLEXI Couplings: Operating Instruction Valid For Type G and GNIzzi Al-AkbarNo ratings yet
- Rubber Deterioration-Crack Growth: Standard Test Method ForDocument5 pagesRubber Deterioration-Crack Growth: Standard Test Method ForfadjarNo ratings yet
- Delta-PT EN PDFDocument8 pagesDelta-PT EN PDFvinidesoNo ratings yet
- Genie User Manual Volume 4 App C1 API WSDDocument21 pagesGenie User Manual Volume 4 App C1 API WSD1thenry1No ratings yet
- E 676 - 02 - Rty3ngDocument4 pagesE 676 - 02 - Rty3ngjayakumarNo ratings yet
- E 676 Â " 02 - RTY3NGDocument4 pagesE 676 Â " 02 - RTY3NGhans ccNo ratings yet
- Calculation and Reporting: N 3-Rough Surfaces Make Wear Scar Measurement DifficultDocument1 pageCalculation and Reporting: N 3-Rough Surfaces Make Wear Scar Measurement DifficultBayu AmartaNo ratings yet
- F 1362 - 97 R03 RjeznjiDocument5 pagesF 1362 - 97 R03 RjeznjiJuanNo ratings yet
- 320 MsDocument8 pages320 MsJian ZhangNo ratings yet
- Crash GuidelinesDocument6 pagesCrash Guidelinesvivek rathodNo ratings yet
- D 903 - 98 - Rdkwmy05oa - PDFDocument3 pagesD 903 - 98 - Rdkwmy05oa - PDFPatricioArrienNo ratings yet
- HX500GII-on MK5G2PK01E 40Document25 pagesHX500GII-on MK5G2PK01E 40al221511243No ratings yet
- 32w300p Service Manual2 PDFDocument70 pages32w300p Service Manual2 PDFFakhri AliNo ratings yet
- GMW3220 Aug 2016Document4 pagesGMW3220 Aug 2016Elena RuizNo ratings yet
- Astm D 7087 - 2010Document4 pagesAstm D 7087 - 2010Emmanuel BoquetNo ratings yet
- Fictiv GuidetoTightTolerances SmallDocument34 pagesFictiv GuidetoTightTolerances Smallmax mullNo ratings yet
- Preparation of Bituminous Specimens Using Marshall ApparatusDocument6 pagesPreparation of Bituminous Specimens Using Marshall ApparatusLuis Dario RiosNo ratings yet
- Toshiba 13A24Document32 pagesToshiba 13A24jesusNo ratings yet
- 14AF43SVMDocument38 pages14AF43SVMGustavoNo ratings yet
- MikroTest 7 ManualDocument11 pagesMikroTest 7 ManualAbhishek AnandNo ratings yet
- Formability of Zinc-Rich Primer/Chromate Complex Coatings On SteelDocument4 pagesFormability of Zinc-Rich Primer/Chromate Complex Coatings On SteelLito EstimosNo ratings yet
- Alloy 617 Forgings Specification for Valves and TurbinesDocument8 pagesAlloy 617 Forgings Specification for Valves and TurbinesAnonymous lmCR3SkPrKNo ratings yet
- Portable Rock Shear Box: Instruction ManualDocument19 pagesPortable Rock Shear Box: Instruction ManualJorge Armando Ysuiza RomeroNo ratings yet
- CSPL PLR QC SOP 02 Universal Testing MachineDocument3 pagesCSPL PLR QC SOP 02 Universal Testing MachineTejaNo ratings yet
- M3162Document24 pagesM3162kvvp94No ratings yet
- ELCOMETERDocument15 pagesELCOMETERpavanmaske2011No ratings yet
- PPM1015P Manual.1Document36 pagesPPM1015P Manual.1rah maNo ratings yet
- TxDOT Overlay Test ProcedureDocument8 pagesTxDOT Overlay Test ProcedurebryanNo ratings yet
- AAMA 620-02 Voluntary Specfications For High Performance...Document9 pagesAAMA 620-02 Voluntary Specfications For High Performance...zaheerahmed77No ratings yet
- Testing Concrete: BS 1881: Part 116: 1983Document8 pagesTesting Concrete: BS 1881: Part 116: 1983Muhammad AmmarNo ratings yet
- Toshiba 26W330D LCDTVDocument66 pagesToshiba 26W330D LCDTVvideosonNo ratings yet
- D2094-00 (2014) Standard Practice For Preparation of Bar and Rod Specimens For Adhesion TestsDocument4 pagesD2094-00 (2014) Standard Practice For Preparation of Bar and Rod Specimens For Adhesion Testsjose flores100% (1)
- Instruction Manual: Version 1.2 From 29.06.2006Document11 pagesInstruction Manual: Version 1.2 From 29.06.2006Marcus MenezesNo ratings yet
- Nordmende n2121cb Chassis Giii-08Document34 pagesNordmende n2121cb Chassis Giii-08PE TruNo ratings yet
- Datawatch ManualDocument14 pagesDatawatch ManualJennifer SimpsonNo ratings yet
- Esquema Toshiba 21N21Document36 pagesEsquema Toshiba 21N21Ferreira MariaNo ratings yet
- Utg-4000 2019Document25 pagesUtg-4000 2019QAMAR ALI KHANNo ratings yet
- Parting Strength of Mineral Fiber Batt-And Blanket-Type InsulationDocument4 pagesParting Strength of Mineral Fiber Batt-And Blanket-Type InsulationSandipGangurdeNo ratings yet
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- APQP-PPAP_WorkbookDocument38 pagesAPQP-PPAP_WorkbookbbaskaranNo ratings yet
- Process Failure Mode Effect Analysis: CA/PA-RCA: Advanced ToolDocument22 pagesProcess Failure Mode Effect Analysis: CA/PA-RCA: Advanced ToolshivendrakumarNo ratings yet
- DFMEADocument8 pagesDFMEAAbhishek KohliNo ratings yet
- plastic design guidelinesDocument2 pagesplastic design guidelinesbbaskaranNo ratings yet
- 10 Steps To Conduct A DfmeaDocument7 pages10 Steps To Conduct A DfmeaMadhan RajNo ratings yet
- Flush Pin Gage Checks Hole Depth TolerancesDocument1 pageFlush Pin Gage Checks Hole Depth TolerancesbbaskaranNo ratings yet
- Flexible Mountings Console Accessories Clamping ConnectorsDocument41 pagesFlexible Mountings Console Accessories Clamping ConnectorsbbaskaranNo ratings yet
- Dimension IngDocument48 pagesDimension IngbbaskaranNo ratings yet
- Product: CatalogueDocument12 pagesProduct: CataloguebbaskaranNo ratings yet
- Bearing: Types and RepresentationDocument12 pagesBearing: Types and RepresentationbbaskaranNo ratings yet
- KaizenDocument12 pagesKaizenbbaskaranNo ratings yet
- Flexible Mountings Console Accessories Clamping ConnectorsDocument41 pagesFlexible Mountings Console Accessories Clamping ConnectorsbbaskaranNo ratings yet
- PositionDocument1 pagePositionbbaskaranNo ratings yet
- FMEA ScoreDocument2 pagesFMEA ScorebbaskaranNo ratings yet
- KaizenDocument12 pagesKaizenbbaskaranNo ratings yet
- FMEA ScoreDocument2 pagesFMEA ScorebbaskaranNo ratings yet
- DimensioningDocument48 pagesDimensioningbbaskaranNo ratings yet
- Geometric Correction For Braille PDFDocument12 pagesGeometric Correction For Braille PDFbbaskaranNo ratings yet
- Projection Welding NutDocument1 pageProjection Welding NutMadhav RajpurohitNo ratings yet
- Finding Skewness and Deskewing Scanned DocumentDocument6 pagesFinding Skewness and Deskewing Scanned DocumentbbaskaranNo ratings yet
- Schemes For MsmeDocument68 pagesSchemes For MsmeGanesh N100% (1)
- Question 1Document2 pagesQuestion 1bbaskaranNo ratings yet
- TapDrillSizes PDFDocument2 pagesTapDrillSizes PDFbbaskaranNo ratings yet
- Speech Recognition As Emerging Revolutionary TechnologyDocument4 pagesSpeech Recognition As Emerging Revolutionary TechnologybbaskaranNo ratings yet
- Selection Guidelines PDFDocument28 pagesSelection Guidelines PDFUday GokhaleNo ratings yet
- Bimba Ref HandbookDocument47 pagesBimba Ref HandbookRico AriezonaNo ratings yet
- Computer Aided Text To Speech and Text To Braille System - Visually Impaired (Shruti Drishti) - West BengalDocument18 pagesComputer Aided Text To Speech and Text To Braille System - Visually Impaired (Shruti Drishti) - West BengalbbaskaranNo ratings yet
- The GDDocument1 pageThe GDbbaskaranNo ratings yet
- Recent Advances in Video Compression PDFDocument4 pagesRecent Advances in Video Compression PDFbbaskaranNo ratings yet
- Steel Grating Panels PDFDocument1 pageSteel Grating Panels PDFPrashant DhotreNo ratings yet
- Hydrogen Embrittlement - Identifying AppearanceDocument2 pagesHydrogen Embrittlement - Identifying AppearanceeragornNo ratings yet
- E527 Practice For Numbering Metals and Alloys in TheDocument3 pagesE527 Practice For Numbering Metals and Alloys in TheaezeadNo ratings yet
- Fanuc CNC Stock Removal Rough Turning Cycle g71 II Example 2Document3 pagesFanuc CNC Stock Removal Rough Turning Cycle g71 II Example 2Harshal DhawasNo ratings yet
- Wis5 Welding Defects 02Document55 pagesWis5 Welding Defects 02Lely Asri100% (1)
- N 9-32312E General Tolerances For Linear and Angular DimensionsDocument4 pagesN 9-32312E General Tolerances For Linear and Angular DimensionsArlindo CrispimNo ratings yet
- Machine Tools: Shaper Machine GuideDocument62 pagesMachine Tools: Shaper Machine GuideFaisal MaqsoodNo ratings yet
- Screws, Cap, Hexagon Head: Standard Parts - SectionDocument25 pagesScrews, Cap, Hexagon Head: Standard Parts - Sectionandré GuilhermeNo ratings yet
- Fastener Type Chart PDFDocument4 pagesFastener Type Chart PDFhtunmkNo ratings yet
- Summer Training Report MahleDocument28 pagesSummer Training Report MahlePratik Agrawal100% (1)
- Wood Work Pattern Making Basic Workshop PracticeDocument6 pagesWood Work Pattern Making Basic Workshop PracticeAhmed Razi UllahNo ratings yet
- Manual Clt100 Slt100Document234 pagesManual Clt100 Slt100PS LinnNo ratings yet
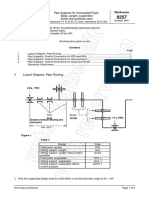
- Werknorm: Layout Diagram, Pipe RoutingDocument6 pagesWerknorm: Layout Diagram, Pipe RoutingYang WuNo ratings yet
- F BSW-Thread-ChartDocument3 pagesF BSW-Thread-Chartsergio_daq100% (2)
- Brian Kerr's Router LatheDocument7 pagesBrian Kerr's Router LatheErics100% (1)
- Nota MEM160 PDFDocument146 pagesNota MEM160 PDFArefiq ShafikNo ratings yet
- Acceptance Craiteria of API1104, ASME B31.3 and AWS D.1.1Document7 pagesAcceptance Craiteria of API1104, ASME B31.3 and AWS D.1.1MJ Magdy100% (1)
- WPQ Ejcom Nr476Document13 pagesWPQ Ejcom Nr476Touil HoussemNo ratings yet
- VXN150 Vixion Seat PDFDocument2 pagesVXN150 Vixion Seat PDFHarris Jum'aniandaNo ratings yet
- Gaining Confidence With GD T Part 1Document24 pagesGaining Confidence With GD T Part 1pdmnbraoNo ratings yet
- Wps Mma PipeDocument2 pagesWps Mma PipeDimitris NikouNo ratings yet
- On Shaper Machine FinalDocument6 pagesOn Shaper Machine FinalSuraj Mukti100% (1)
- Daily Fit-Up/Welding Inspection ReportDocument7 pagesDaily Fit-Up/Welding Inspection ReportRichard PeriyanayagamNo ratings yet
- Workshop & Machineshop Practice Lab Manual: (18MEL38A/48A)Document101 pagesWorkshop & Machineshop Practice Lab Manual: (18MEL38A/48A)MAN MOHAN VATSNo ratings yet
- Report MIG WeldingDocument12 pagesReport MIG Weldingyuwaraja0% (2)
- Draft Exam Sheet for AKL Manufacturing Technology End Term ExamDocument5 pagesDraft Exam Sheet for AKL Manufacturing Technology End Term ExamKushaga BhallaNo ratings yet
- Stellite Alloys Brochure DIRECT enDocument15 pagesStellite Alloys Brochure DIRECT enFallo SusiloNo ratings yet
- Cutting Tool Applications: by George Schneider, Jr. CmfgeDocument9 pagesCutting Tool Applications: by George Schneider, Jr. CmfgeburakNo ratings yet
- Copy of Potential (FMEA) (Original)Document52 pagesCopy of Potential (FMEA) (Original)arunpandey1686No ratings yet
- Stud WeldingDocument1 pageStud WeldingzidaaanNo ratings yet