You might also like
- Caf-03 Cma Theory Notes Prepared by Fahad IrfanDocument16 pagesCaf-03 Cma Theory Notes Prepared by Fahad IrfanHadeed HafeezNo ratings yet
- Chapter 1 - Inventory Valuation: Caf-08 Cma Complete TheoryDocument8 pagesChapter 1 - Inventory Valuation: Caf-08 Cma Complete TheoryShehrozSTNo ratings yet
- Theory PortionDocument6 pagesTheory Portioncontact.samamaNo ratings yet
- Topics Covered in This ChapterDocument12 pagesTopics Covered in This ChapterManisha NagdaNo ratings yet
- Compiled Cma TheoryDocument8 pagesCompiled Cma TheoryTooba MaqboolNo ratings yet
- 21 Chapter 13Document25 pages21 Chapter 13Fajar Pitarsi DharmaNo ratings yet
- Standard Costs Measure Business PerformanceDocument17 pagesStandard Costs Measure Business Performancepam pamNo ratings yet
- Chapter - 13: Inventory ManagementDocument11 pagesChapter - 13: Inventory ManagementSsilent SsoulNo ratings yet
- Essay Los 2015 Section D. Cost Management 20 %Document18 pagesEssay Los 2015 Section D. Cost Management 20 %lassaadNo ratings yet
- Process Costing TermsDocument27 pagesProcess Costing TermsJon Jan CronicoNo ratings yet
- Ch03 - Predetermined OH Rates & Absorption-Variable CostingDocument10 pagesCh03 - Predetermined OH Rates & Absorption-Variable CostingNicole ValentinoNo ratings yet
- Inventory ManagementDocument24 pagesInventory Managementnishi27777No ratings yet
- Manage inventory efficientlyDocument25 pagesManage inventory efficientlyanitikaNo ratings yet
- Advances in Inventory ManagementDocument42 pagesAdvances in Inventory ManagementNaeem Ul HassanNo ratings yet
- Advantages of FIFODocument8 pagesAdvantages of FIFOVictoria NadarNo ratings yet
- Chapter 11 - Inventory ManagementDocument7 pagesChapter 11 - Inventory Managementhello_khayNo ratings yet
- 157 37325 EA435 2013 4 2 1 Chap013Document43 pages157 37325 EA435 2013 4 2 1 Chap013Lee JNo ratings yet
- MCC 202 Advanced Cost AccountingDocument4 pagesMCC 202 Advanced Cost AccountingNeoHoodaNo ratings yet
- Stores 1Document12 pagesStores 1James BoruNo ratings yet
- Inventory ManagementDocument12 pagesInventory ManagementArya UtamaNo ratings yet
- E12 en Part 3 Session 16 IMDocument36 pagesE12 en Part 3 Session 16 IMAhmad Al-abdulghaniNo ratings yet
- TB Addatu - Standard Costs and Variable AnalysisDocument15 pagesTB Addatu - Standard Costs and Variable AnalysisJean Fajardo Badillo0% (3)
- Inventory Management and ControlDocument52 pagesInventory Management and ControlAshish MalhanNo ratings yet
- MASB2 Inventories Pg2Document2 pagesMASB2 Inventories Pg2hyraldNo ratings yet
- Coppergate Educare Costing Theory NotesDocument106 pagesCoppergate Educare Costing Theory Notespratikjai100% (1)
- I) What Does Controllable Cost Mean?Document14 pagesI) What Does Controllable Cost Mean?Deco DewNo ratings yet
- Inventory ControlDocument40 pagesInventory ControlSidda ReddyNo ratings yet
- Costing MaterialsDocument123 pagesCosting Materialsanon_672065362No ratings yet
- Project Management Ii: Inventory ModelsDocument17 pagesProject Management Ii: Inventory ModelsmpagiNo ratings yet
- Inventory Control (Management) : 1. Raw Materials 2. ComponentsDocument21 pagesInventory Control (Management) : 1. Raw Materials 2. ComponentsWondmageneUrgessaNo ratings yet
- Topic 5 DPLM 0211Document10 pagesTopic 5 DPLM 0211julian chepkongaNo ratings yet
- A Study On Inventory ManagementDocument22 pagesA Study On Inventory ManagementMehul Panchal100% (1)
- Chapter 2 Cost and Management AcctDocument18 pagesChapter 2 Cost and Management AcctDebebe DanielNo ratings yet
- CMA CAF-8 Important TheoryDocument14 pagesCMA CAF-8 Important TheoryShehrozSTNo ratings yet
- CA Final AMA Theory Complete R6R7GKB0 PDFDocument143 pagesCA Final AMA Theory Complete R6R7GKB0 PDFjjNo ratings yet
- CHAPTER 4 - Inventory MGT MMDocument25 pagesCHAPTER 4 - Inventory MGT MMhailegebreselassie24No ratings yet
- MAS Variable and Absorption CostingDocument11 pagesMAS Variable and Absorption CostingGwyneth TorrefloresNo ratings yet
- New Invt MGT KesoramDocument69 pagesNew Invt MGT Kesoramtulasinad123No ratings yet
- Accounting Theory of CostingDocument2 pagesAccounting Theory of CostingOmerSyedNo ratings yet
- Inventory ControlDocument48 pagesInventory ControlvijiNo ratings yet
- Overhead and AbsorptionDocument22 pagesOverhead and AbsorptionJaokumar JaoNo ratings yet
- Chapter 10Document27 pagesChapter 10Nayomi_DNo ratings yet
- Overhead Rates, Flexible Budgets, Absorption and Variable CostingDocument17 pagesOverhead Rates, Flexible Budgets, Absorption and Variable CostingSalvador CpsNo ratings yet
- Predetermined Overhead RatesDocument16 pagesPredetermined Overhead RatesjangjangNo ratings yet
- Accounting 1 Accounting For InventoryDocument12 pagesAccounting 1 Accounting For InventoryAshraf AminNo ratings yet
- Operations Research 2Document132 pagesOperations Research 2Cesar Amante TingNo ratings yet
- Inventory StrategyDocument27 pagesInventory Strategyut123No ratings yet
- CAT T7 Key NotesDocument30 pagesCAT T7 Key NotesSeah Chooi KhengNo ratings yet
- Manage inventory costs with optimal order quantitiesDocument27 pagesManage inventory costs with optimal order quantitiesBittuNo ratings yet
- Coursework header sheet defines inventory types and purposesDocument6 pagesCoursework header sheet defines inventory types and purposesGalib TalukderNo ratings yet
- LSCM Project Mp16009Document11 pagesLSCM Project Mp16009Ankit KumarNo ratings yet
- Chapter 9 Inventory Management Teaching StudentDocument62 pagesChapter 9 Inventory Management Teaching StudentMUHAMMAD SYAFIQ ABDUL HALIMNo ratings yet
- Quantity Standards: Lecture Note ACCTBA3-Fundamentals of Accounting 3 Chapter 12: Standard CostingDocument20 pagesQuantity Standards: Lecture Note ACCTBA3-Fundamentals of Accounting 3 Chapter 12: Standard CostingAndrew MirandaNo ratings yet
- Ca Final - Ama (Costing) Theory Notes: Amogh Ashtaputre @amoghashtaputre Amogh Ashtaputre Amogh AshtaputreDocument143 pagesCa Final - Ama (Costing) Theory Notes: Amogh Ashtaputre @amoghashtaputre Amogh Ashtaputre Amogh AshtaputreB GANAPATHY100% (1)
- Chapter 8 Standard Cost Accounting CompressDocument13 pagesChapter 8 Standard Cost Accounting CompressJohn Kenneth Jarce CaminoNo ratings yet
- Nventory Anagement: Unit 2 Module OneDocument18 pagesNventory Anagement: Unit 2 Module OneOckouri BarnesNo ratings yet
- Standard Costing vs Absorption Costing ProjectDocument21 pagesStandard Costing vs Absorption Costing ProjectMukesh ManwaniNo ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Chapter 4 Free Consent and Void Agreements (Vol - 2)Document12 pagesChapter 4 Free Consent and Void Agreements (Vol - 2)iamneonkingNo ratings yet
- Lecture 2 97Document1 pageLecture 2 97iamneonkingNo ratings yet
- Ratios explainedDocument2 pagesRatios explainediamneonkingNo ratings yet
- Lecture 3 98Document1 pageLecture 3 98iamneonkingNo ratings yet
- Lecture 1 96Document1 pageLecture 1 96iamneonkingNo ratings yet
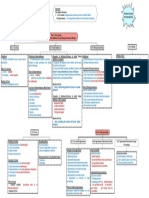
- Chapter 04 MindMapDocument1 pageChapter 04 MindMapiamneonkingNo ratings yet
- Business Law: Certificate in Accounting and Finance Stage ExaminationDocument3 pagesBusiness Law: Certificate in Accounting and Finance Stage ExaminationiamneonkingNo ratings yet
- Chapter 4 Free Consent and Void AgreementsDocument20 pagesChapter 4 Free Consent and Void AgreementsiamneonkingNo ratings yet
- Business Laws MCQ AnswersDocument2 pagesBusiness Laws MCQ AnswersiamneonkingNo ratings yet
- Q-5 Spr-20 SOLUTIONDocument2 pagesQ-5 Spr-20 SOLUTIONiamneonkingNo ratings yet
- QPL Labor Practice (Q A)Document3 pagesQPL Labor Practice (Q A)iamneonkingNo ratings yet
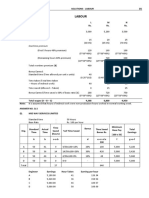
- Labor (Solutions)Document7 pagesLabor (Solutions)iamneonkingNo ratings yet
- Q-3 Spr-17 SOLUTIONDocument2 pagesQ-3 Spr-17 SOLUTIONiamneonkingNo ratings yet
- Q-6 Aut-12 SOLUTIONDocument1 pageQ-6 Aut-12 SOLUTIONiamneonkingNo ratings yet
- Q-3 Spr-10 SOLUTIONDocument3 pagesQ-3 Spr-10 SOLUTIONiamneonkingNo ratings yet
- Q-1 Aut-17 SOLUTIONDocument3 pagesQ-1 Aut-17 SOLUTIONiamneonkingNo ratings yet
- Q-3 Aut-16 SOLUTION (Lec#39 HW)Document2 pagesQ-3 Aut-16 SOLUTION (Lec#39 HW)iamneonkingNo ratings yet
- Test 6 (QP)Document4 pagesTest 6 (QP)iamneonkingNo ratings yet
- Q-4 Aut-11 SOLUTIONDocument1 pageQ-4 Aut-11 SOLUTIONiamneonkingNo ratings yet
- 15 Term Test 1 (QP)Document6 pages15 Term Test 1 (QP)iamneonkingNo ratings yet
- Suggested Solution Assessment Test 01: Rise School of AccountancyDocument3 pagesSuggested Solution Assessment Test 01: Rise School of AccountancyiamneonkingNo ratings yet
- Q-4 Aut-21 SOLUTIONDocument2 pagesQ-4 Aut-21 SOLUTIONiamneonkingNo ratings yet
- Rise of AccountancyDocument1 pageRise of AccountancyiamneonkingNo ratings yet
- Test 4 (QP)Document2 pagesTest 4 (QP)iamneonkingNo ratings yet
- Test 5 (QP)Document4 pagesTest 5 (QP)iamneonkingNo ratings yet
- Depreciation calculation and gain on disposalDocument3 pagesDepreciation calculation and gain on disposaliamneonkingNo ratings yet
- Rise School of Accountancy: Suggested Solution Test 04Document2 pagesRise School of Accountancy: Suggested Solution Test 04iamneonkingNo ratings yet
- Test-7 (Sol.)Document4 pagesTest-7 (Sol.)iamneonkingNo ratings yet
- Term Test 1 (Sol.)Document5 pagesTerm Test 1 (Sol.)iamneonkingNo ratings yet
- PropensityModels PDFDocument4 pagesPropensityModels PDFSarbarup BanerjeeNo ratings yet
- Year 10 Maths PlaneDocument62 pagesYear 10 Maths Planehal wangNo ratings yet
- School of Public Health: Haramaya University, ChmsDocument40 pagesSchool of Public Health: Haramaya University, ChmsRida Awwal100% (1)
- The Unbounded MindDocument190 pagesThe Unbounded MindXtof ErNo ratings yet
- DCAD OverviewDocument9 pagesDCAD OverviewSue KimNo ratings yet
- Virtio-Fs - A Shared File System For Virtual MachinesDocument21 pagesVirtio-Fs - A Shared File System For Virtual MachinesLeseldelaterreNo ratings yet
- Airs-Lms - Math-10 - q3 - Week 3-4 Module 3 Rhonavi MasangkayDocument19 pagesAirs-Lms - Math-10 - q3 - Week 3-4 Module 3 Rhonavi MasangkayRamil J. Merculio100% (1)
- Hanwha Engineering & Construction - Brochure - enDocument48 pagesHanwha Engineering & Construction - Brochure - enAnthony GeorgeNo ratings yet
- Bal - 2011 - The New HRM in The 21st Century - A Strategic ViewDocument15 pagesBal - 2011 - The New HRM in The 21st Century - A Strategic ViewJoaquínMartínezMiñoNo ratings yet
- Handbook of Zen, Mindfulness and Spiritual Health PDFDocument324 pagesHandbook of Zen, Mindfulness and Spiritual Health PDFMatthew Grayson100% (3)
- Abbreviation Meaning Notes: Cibo ("With Food")Document4 pagesAbbreviation Meaning Notes: Cibo ("With Food")TantriNo ratings yet
- Solutions: Spheres, Cones and CylindersDocument13 pagesSolutions: Spheres, Cones and CylindersKeri-ann MillarNo ratings yet
- Corporate Governance in SMEsDocument18 pagesCorporate Governance in SMEsSana DjaanineNo ratings yet
- Continuous Sampling PlanDocument2 pagesContinuous Sampling PlanAnonymous wA6NGuyklDNo ratings yet
- EPISIOTOMYDocument17 pagesEPISIOTOMYKaye Arriane TenorioNo ratings yet
- Liquid Analysis v3 Powell-Cumming 2010 StanfordgwDocument28 pagesLiquid Analysis v3 Powell-Cumming 2010 StanfordgwErfanNo ratings yet
- Software Client Linux 21 01Document81 pagesSoftware Client Linux 21 01BronskyNo ratings yet
- Basic LCI To High LCIDocument3 pagesBasic LCI To High LCIIonut VladNo ratings yet
- Business Analysis FoundationsDocument39 pagesBusiness Analysis FoundationsPriyankaNo ratings yet
- Oral Medication PharmacologyDocument4 pagesOral Medication PharmacologyElaisa Mae Delos SantosNo ratings yet
- Kltdensito2 PDFDocument6 pagesKltdensito2 PDFPutuWijayaKusumaNo ratings yet
- Characteristics and Guidelines of PublicspaceDocument3 pagesCharacteristics and Guidelines of PublicspaceJanani SurenderNo ratings yet
- True False Survey FinalDocument2 pagesTrue False Survey Finalwayan_agustianaNo ratings yet
- Getting the Most from Cattle Manure: Proper Application Rates and PracticesDocument4 pagesGetting the Most from Cattle Manure: Proper Application Rates and PracticesRamNocturnalNo ratings yet
- Administracion Una Perspectiva Global Y Empresarial Resumen Por CapitulosDocument7 pagesAdministracion Una Perspectiva Global Y Empresarial Resumen Por Capitulosafmqqaepfaqbah100% (1)
- Grade 8 Lily ExamDocument3 pagesGrade 8 Lily ExamApril DingalNo ratings yet
- Variables in Language Teaching - The Role of The TeacherDocument34 pagesVariables in Language Teaching - The Role of The TeacherFatin AqilahNo ratings yet
- 20ME901 Automobile Engineering Unit 3Document74 pages20ME901 Automobile Engineering Unit 36044 sriramNo ratings yet
- Membandingkan Recall 24 Jam Nutri Survey Dengan TkpiDocument7 pagesMembandingkan Recall 24 Jam Nutri Survey Dengan TkpiFransisca SihotangNo ratings yet
- Serendipity - A Sociological NoteDocument2 pagesSerendipity - A Sociological NoteAmlan BaruahNo ratings yet



























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)