You might also like
- Contactor: Electrical Equipment Operation and MaintenanceDocument23 pagesContactor: Electrical Equipment Operation and MaintenanceKenneth LewisNo ratings yet
- The Design Basics of Motor Protection Circuit BreakerDocument15 pagesThe Design Basics of Motor Protection Circuit BreakerKI OHNo ratings yet
- Design of Rigid Pavement CC Road With M30Document2 pagesDesign of Rigid Pavement CC Road With M30Yedla Neelakanteshwar100% (3)
- Generator Earthing and Stator Earth Fault ProtectionDocument17 pagesGenerator Earthing and Stator Earth Fault ProtectionjosehenriquezsotoNo ratings yet
- 04 - Pavement Design Flexible SNDocument67 pages04 - Pavement Design Flexible SNkleinNo ratings yet
- Testing of Large Electric Generators For Suitability of ServiceDocument32 pagesTesting of Large Electric Generators For Suitability of ServiceDany KanNo ratings yet
- 5) Bearing Fundamentals PDFDocument123 pages5) Bearing Fundamentals PDFRizal Gunawan100% (1)
- Awareness Training EstimateDocument16 pagesAwareness Training EstimatekamlNo ratings yet
- Steel Erection 1Document154 pagesSteel Erection 1Ranjit KumarNo ratings yet
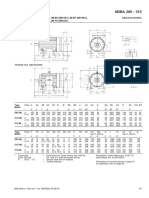
- ABB Motor Dimenferr280-400Document3 pagesABB Motor Dimenferr280-400Phuc Pham100% (1)
- Circuit BreakerDocument6 pagesCircuit BreakerSindhuKumarNo ratings yet
- PLDlecture 2Document32 pagesPLDlecture 2Ashok GargNo ratings yet
- Circuit Breakers 3 PDFDocument195 pagesCircuit Breakers 3 PDFRonald ManyadzaNo ratings yet
- Material Science NotesDocument46 pagesMaterial Science Notesanon-70911091% (11)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Vibration and Noise in Pumps 1Document12 pagesVibration and Noise in Pumps 1Sultan Laram100% (1)
- Introduction To Cavitation in Pumps and Their TypesDocument12 pagesIntroduction To Cavitation in Pumps and Their TypesMujadid Khawaja100% (1)
- Motor Protection ApplicationDocument27 pagesMotor Protection ApplicationMoulod MouloudNo ratings yet
- Macsteel VRN - Wear Abrasion Steels - Creusabro 8000Document4 pagesMacsteel VRN - Wear Abrasion Steels - Creusabro 8000jonodo89No ratings yet
- IAEI News Grounding of Wind PowerDocument4 pagesIAEI News Grounding of Wind PowerMIUWWW12100% (1)
- Abb ContactorabbDocument16 pagesAbb ContactorabbRoga29No ratings yet
- MV - Application Guide - CB - 03-Generator - Rev 1 - 2016-09Document12 pagesMV - Application Guide - CB - 03-Generator - Rev 1 - 2016-09Mahmoud ChihebNo ratings yet
- WRK PDFDocument5 pagesWRK PDFRaghul RamasamyNo ratings yet
- Dynamic Contact Resistance Measurements On HV Circuit Breaker IJERTV3IS10680 PDFDocument5 pagesDynamic Contact Resistance Measurements On HV Circuit Breaker IJERTV3IS10680 PDFSourav RanaNo ratings yet
- Mantto ProbabilidadesDocument6 pagesMantto ProbabilidadesKeneth Brayan Perez HuarocNo ratings yet
- Questions & Answers On Vacuum Contactors: Joslyn Clark Controls, IncDocument11 pagesQuestions & Answers On Vacuum Contactors: Joslyn Clark Controls, Incharshv3No ratings yet
- Manual SPM EMC 11 PDFDocument2 pagesManual SPM EMC 11 PDFCharles MatosNo ratings yet
- Power System Protection (EE-523) : Abdullah Munir Department of Electrical Engineering NeduetDocument29 pagesPower System Protection (EE-523) : Abdullah Munir Department of Electrical Engineering NeduetJalees100% (1)
- Car Ignition With IgbtsDocument10 pagesCar Ignition With IgbtsAnonymous 7t2BOJbNo ratings yet
- Renewable Energy Integrated Battery Charger For Distributed Power SystemsDocument4 pagesRenewable Energy Integrated Battery Charger For Distributed Power SystemsrajapandiyaNo ratings yet
- RelaysReliability PDFDocument8 pagesRelaysReliability PDFcazzocazzocazzoNo ratings yet
- Protection of MotorsDocument7 pagesProtection of MotorsSudrshan B BarveNo ratings yet
- Generator Synchronizing Check Protective Function ANSI 25Document3 pagesGenerator Synchronizing Check Protective Function ANSI 25Sugeng SumarnoNo ratings yet
- Type 2 CoordinationDocument5 pagesType 2 CoordinationshivaramNo ratings yet
- Svcet: Unit - 4 Principles of Circuit BreakersDocument13 pagesSvcet: Unit - 4 Principles of Circuit Breakersparvesh kumarNo ratings yet
- Transient Over Voltage Due To Switching Operation of Industrial Motor by Vacuum Circuit Breaker and Suppression of SurgesDocument4 pagesTransient Over Voltage Due To Switching Operation of Industrial Motor by Vacuum Circuit Breaker and Suppression of SurgesHo Jun XianNo ratings yet
- 1937-Analysis of Series Capacitor Application ProblemsDocument14 pages1937-Analysis of Series Capacitor Application Problemssanela halidovic100% (1)
- Fault Contribution of Grid Connected InvertersDocument5 pagesFault Contribution of Grid Connected InverterssimonNo ratings yet
- 2018 A Carrier-Based PWM For Three-Level T-Type Inverter To Tolerate Open-Circuit FaultDocument10 pages2018 A Carrier-Based PWM For Three-Level T-Type Inverter To Tolerate Open-Circuit FaultTran Quoc HoanNo ratings yet
- Generator Synchronizing Check Protective Function ANSI 25Document5 pagesGenerator Synchronizing Check Protective Function ANSI 25Roberto AlissonNo ratings yet
- An Evaluation of Transistorized Ignition Systems: A. J. BarraDocument4 pagesAn Evaluation of Transistorized Ignition Systems: A. J. BarraDiego VegaNo ratings yet
- Tertiary Reactor and Switcher Design AdvancementsDocument5 pagesTertiary Reactor and Switcher Design AdvancementsEsteban Rojas MahechaNo ratings yet
- WP131001EN PDFXHRXHRDocument8 pagesWP131001EN PDFXHRXHRbalwant_negi7520No ratings yet
- New Medium Voltage Circuit-Breaker Switchgear With Advanced FunctionalityDocument4 pagesNew Medium Voltage Circuit-Breaker Switchgear With Advanced Functionalityemy1188No ratings yet
- ESBI White Paper Delayed Zero Crossings Following Short Circuit PDFDocument6 pagesESBI White Paper Delayed Zero Crossings Following Short Circuit PDFbgojkovic13No ratings yet
- VCB Transients Study.Document6 pagesVCB Transients Study.Shiju Kp.No ratings yet
- Principles of Circuit Breakers: Difference Between An Isolator and Circuit BreakerDocument18 pagesPrinciples of Circuit Breakers: Difference Between An Isolator and Circuit BreakerdemokykNo ratings yet
- Series Compensation CoolDocument61 pagesSeries Compensation CoolfadihassanNo ratings yet
- Sensata How To Design Precharge Circuits Evs WhitepaperDocument13 pagesSensata How To Design Precharge Circuits Evs WhitepaperqmnwebNo ratings yet
- An Experimental Approach For Investigating Low-Level InterturnDocument11 pagesAn Experimental Approach For Investigating Low-Level InterturnRoyer Guerra huamanNo ratings yet
- SWGP - LEARNING MATERIAL - Unit 4Document26 pagesSWGP - LEARNING MATERIAL - Unit 447DEESUBRATA KAYALNo ratings yet
- Metode Pelaksanaan Gi Site TestDocument13 pagesMetode Pelaksanaan Gi Site TestAndi Ahmarwansya YusufNo ratings yet
- High Performance Differential Protection, Analog Versus NumericalDocument6 pagesHigh Performance Differential Protection, Analog Versus NumericalratheeshkumardNo ratings yet
- Protection: Performance of Harmonic Ground Fault Schemes For Generator Stator WindingsDocument8 pagesProtection: Performance of Harmonic Ground Fault Schemes For Generator Stator WindingsicovinyNo ratings yet
- Elimination of Transformer Inrush Currents by Controlled Switching-Part II: Application and Performance ConsiderationsDocument5 pagesElimination of Transformer Inrush Currents by Controlled Switching-Part II: Application and Performance ConsiderationsWaFaaSobhyNo ratings yet
- JBP PDFDocument10 pagesJBP PDFjaswanth KalahastriNo ratings yet
- Cmozina Generator Protection PDFDocument18 pagesCmozina Generator Protection PDFEzequiel GregolinNo ratings yet
- GCBDocument10 pagesGCBRavishankar.AzadNo ratings yet
- Vollet 2007Document7 pagesVollet 2007RorrachoNo ratings yet
- Impact of Generator and Power Grid On Unit Transformer ReliabilityDocument5 pagesImpact of Generator and Power Grid On Unit Transformer ReliabilityEd ArenasNo ratings yet
- MV - Application Guide - CB - 05-Motor Switching - Rev 2 - 2016-11Document15 pagesMV - Application Guide - CB - 05-Motor Switching - Rev 2 - 2016-11Mahmoud ChihebNo ratings yet
- Switching Transient MitigationDocument12 pagesSwitching Transient MitigationTrump VirusNo ratings yet
- Solid State Switching: The Global Expert in TechnologyDocument12 pagesSolid State Switching: The Global Expert in Technologyeric franklinNo ratings yet
- High Efficiency Motors Type 2 Coordination Motor Starting - NHPTNL74-IndDocument8 pagesHigh Efficiency Motors Type 2 Coordination Motor Starting - NHPTNL74-IndsimranNo ratings yet
- SPM Emc - 11Document2 pagesSPM Emc - 11josecarlosilva100% (1)
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Boat Maintenance Companions: Electrics & Diesel Companions at SeaFrom EverandBoat Maintenance Companions: Electrics & Diesel Companions at SeaNo ratings yet
- WinkelmannDocument2 pagesWinkelmannPhuc PhamNo ratings yet
- QuotationDocument2 pagesQuotationPhuc PhamNo ratings yet
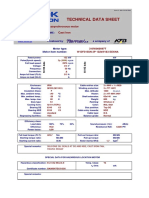
- Technical Data Sheet: Three-Phase Asynchronous MotorDocument1 pageTechnical Data Sheet: Three-Phase Asynchronous MotorPhuc PhamNo ratings yet
- Spare Parts, Installation and MaintenanceDocument12 pagesSpare Parts, Installation and MaintenancePhuc PhamNo ratings yet
- Brook Paint TreatmentDocument2 pagesBrook Paint TreatmentPhuc PhamNo ratings yet
- 5a - Paint System - SIMENCEDocument14 pages5a - Paint System - SIMENCEPhuc PhamNo ratings yet
- MM5 Manual B43aR01-Rev1Document89 pagesMM5 Manual B43aR01-Rev1Phuc PhamNo ratings yet
- Motor Manager 5 Range - AvailabilityDocument1 pageMotor Manager 5 Range - AvailabilityPhuc PhamNo ratings yet
- Ps8307 LV Motor Starter MaintenanceDocument4 pagesPs8307 LV Motor Starter MaintenancePhuc PhamNo ratings yet
- Ps8306 LV MCCB MaintenanceDocument5 pagesPs8306 LV MCCB MaintenancePhuc PhamNo ratings yet
- Ps8305 LV Acb MaintenanceDocument5 pagesPs8305 LV Acb MaintenancePhuc PhamNo ratings yet
- Creep Studies Using Vicker's Microhardness Dwell Time of 60 SDocument12 pagesCreep Studies Using Vicker's Microhardness Dwell Time of 60 SMuhammad Hassaan Bin TariqNo ratings yet
- 2-7-Totally Gel-Free Fiber Optical Cables Manufactured With PBTDocument6 pages2-7-Totally Gel-Free Fiber Optical Cables Manufactured With PBTDursunNo ratings yet
- Reinforced Concrete Deck Girder BridgeDocument33 pagesReinforced Concrete Deck Girder Bridgesanooj m cNo ratings yet
- Water Chiller: Cooling SolutionsDocument6 pagesWater Chiller: Cooling SolutionsKader SmailiNo ratings yet
- Theoretical Design GallettiDocument8 pagesTheoretical Design GallettiAnonymous 0GmaK60SNo ratings yet
- Bridge Design 4 - Design of Superstructures PDFDocument12 pagesBridge Design 4 - Design of Superstructures PDFbambangtirtas_984017100% (1)
- Presentation On How A Supersonic Wind Tunnel Works: Group 7 The Supersonic HeroesDocument25 pagesPresentation On How A Supersonic Wind Tunnel Works: Group 7 The Supersonic HeroesKothapalli Venganna ChowdaryNo ratings yet
- 01.1. Real Property Values GRADocument54 pages01.1. Real Property Values GRARheneir MoraNo ratings yet
- AcousticsDocument15 pagesAcousticsGunapriya HariharanNo ratings yet
- Surface Preparation Guide: Back To TopDocument2 pagesSurface Preparation Guide: Back To TopJustin MichaelNo ratings yet
- (Eng) ASTM D3846-08 Standard Test Method For In-Plane Shear Strength of Reinforced PlasticsDocument3 pages(Eng) ASTM D3846-08 Standard Test Method For In-Plane Shear Strength of Reinforced Plasticsjaehoon.ahnNo ratings yet
- What Are The Criteria For Selection of Non Metallic Expansion Joint (NMEJ) and Metallic Expansion Joint (MEJ)Document3 pagesWhat Are The Criteria For Selection of Non Metallic Expansion Joint (NMEJ) and Metallic Expansion Joint (MEJ)Abdulyunus AmirNo ratings yet
- Spesifikasi Hotel Ibis SurabayaDocument3 pagesSpesifikasi Hotel Ibis SurabayaKMPE Div PPICNo ratings yet
- Agru Pe100-Rc IdomokDocument16 pagesAgru Pe100-Rc Idomokdavid SernaNo ratings yet
- Portable Air Conditioner EP23475 User Manual: Very ImportantDocument8 pagesPortable Air Conditioner EP23475 User Manual: Very ImportantLemoj SerapseNo ratings yet
- Cotter Joint NewDocument72 pagesCotter Joint Newmanish3247No ratings yet
- An Overview of DIN - Deutsches Institut Für Normung - Valve StandardsDocument3 pagesAn Overview of DIN - Deutsches Institut Für Normung - Valve Standardslwwwl2No ratings yet
- Ansi Asabe Ep460-2004Document8 pagesAnsi Asabe Ep460-2004StephanNo ratings yet
- Alumina-Mullite Ceramics For Structural Applications: Eugene MedvedovskiDocument7 pagesAlumina-Mullite Ceramics For Structural Applications: Eugene MedvedovskiPrasad KrishnamoorthiNo ratings yet
- NCRP - Sign 25Document1 pageNCRP - Sign 25anwarali1975No ratings yet