You might also like
- Radio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142From EverandRadio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142No ratings yet
- Connector Industry: A Profile of the European Connector Industry - Market Prospects to 1999From EverandConnector Industry: A Profile of the European Connector Industry - Market Prospects to 1999No ratings yet
- Crimping Die Assemblies 58492-1 and 58493 - 1Document3 pagesCrimping Die Assemblies 58492-1 and 58493 - 1zavabossNo ratings yet
- Volvo FM Wiring DiagramDocument152 pagesVolvo FM Wiring DiagramVincent Price96% (27)
- Application Specification Quadrax Rectangular Connectors and Quadrax ContactsDocument24 pagesApplication Specification Quadrax Rectangular Connectors and Quadrax ContactsDaniel CasasolaNo ratings yet
- Model 750 Gas Meter Installation, Commissioning and Maintenance ManualDocument2 pagesModel 750 Gas Meter Installation, Commissioning and Maintenance ManualHtoo MyatNo ratings yet
- WEG Molded Case Circuit Breakers: User's ManualDocument12 pagesWEG Molded Case Circuit Breakers: User's ManualfelipeNo ratings yet
- glenair_804_001_002-1167394Document5 pagesglenair_804_001_002-1167394NelsonNo ratings yet
- Volvo Service Manual Truck Wiring Diagram Fh12 Fh16 LHDDocument10 pagesVolvo Service Manual Truck Wiring Diagram Fh12 Fh16 LHDmalik100% (24)
- Instruction E50 Single Pole Double Throw, Double Pole Double Throw Limit SwitchesDocument4 pagesInstruction E50 Single Pole Double Throw, Double Pole Double Throw Limit SwitchesAsif SharifNo ratings yet
- AMPY TransmitterDocument2 pagesAMPY TransmitterKetsara ChanpaiboonNo ratings yet
- Crouse Hinds If1229 Instruction SheetDocument5 pagesCrouse Hinds If1229 Instruction Sheethector-moraNo ratings yet
- Serial Controller Installation & Interface GuideDocument40 pagesSerial Controller Installation & Interface GuideViệt Thảo TrầnNo ratings yet
- FH v1 PDFDocument114 pagesFH v1 PDFDan BirkenheadNo ratings yet
- 01-05 Unpacking A SwitchDocument11 pages01-05 Unpacking A SwitchRicardoCastroNo ratings yet
- DDEControllerDocument13 pagesDDEControllercataNo ratings yet
- DV-PlugCodeGuideDec-2017Document19 pagesDV-PlugCodeGuideDec-2017INo ratings yet
- Tools: A.D.O. Semi-Automatic Tool A.D.O. Hand Tool A.D.O. Pneumatic Tool KitDocument1 pageTools: A.D.O. Semi-Automatic Tool A.D.O. Hand Tool A.D.O. Pneumatic Tool KitKikib71No ratings yet
- Technical Data Sheet for Enclosed Safety SwitchesDocument4 pagesTechnical Data Sheet for Enclosed Safety SwitchesAlex LoboNo ratings yet
- CHAMP .050 Series I Blindmate Plug and Receptacle Single Connector Attachments (SCA) - 2Document14 pagesCHAMP .050 Series I Blindmate Plug and Receptacle Single Connector Attachments (SCA) - 2Gaspar GarciaNo ratings yet
- CHAMP .050 Series I Blindmate Plug and Receptacle Single Connector Attachments (SCA) - 2Document14 pagesCHAMP .050 Series I Blindmate Plug and Receptacle Single Connector Attachments (SCA) - 2Gaspar GarciaNo ratings yet
- ASCO SERIES 185 Automatic Transfer Switches 100-400 Ampere Sizes Operator's ManualDocument16 pagesASCO SERIES 185 Automatic Transfer Switches 100-400 Ampere Sizes Operator's ManualSantiago JuradoNo ratings yet
- Kinetix K5300 FeedbackConnector 2198-In023 - En-PDocument4 pagesKinetix K5300 FeedbackConnector 2198-In023 - En-Pgianluca.fencoNo ratings yet
- LVDT Oscillator Demodulator G123-817-006: Application NotesDocument4 pagesLVDT Oscillator Demodulator G123-817-006: Application NotesAziz TaziNo ratings yet
- Eng SS 408-8623 CDocument4 pagesEng SS 408-8623 CKlaus Ø. NielsenNo ratings yet
- Amp Netconnect SL, Secure SL, KL, and KLS Series 110connect Modular JacksDocument2 pagesAmp Netconnect SL, Secure SL, KL, and KLS Series 110connect Modular Jacksnicholas_edwinNo ratings yet
- Eng SS 114-143088 H1Document15 pagesEng SS 114-143088 H1ZorbanfrNo ratings yet
- Installation Instructions Models Xtri-S / Xtri-D / Xtri-R: Building Technologies DivisionDocument8 pagesInstallation Instructions Models Xtri-S / Xtri-D / Xtri-R: Building Technologies DivisionPrabu KhayanganNo ratings yet
- 2198-In010 - En-P 2198-K57CK-D15MDocument4 pages2198-In010 - En-P 2198-K57CK-D15MMaximilianoAlvarezNo ratings yet
- Eng SS 114-16016 R1Document13 pagesEng SS 114-16016 R1a.diedrichsNo ratings yet
- 1SNC160019C0203 - SNA Series - Terminal BlocksDocument156 pages1SNC160019C0203 - SNA Series - Terminal Blocksbaurzhan.kunkuzhayevNo ratings yet
- Medidor Murphy EGS21 P y TDocument5 pagesMedidor Murphy EGS21 P y TmemocritoNo ratings yet
- Dynadr ConnectionDocument16 pagesDynadr Connection陈唐伟No ratings yet
- Application Notes: P-I Servoamplifier G122-829A001Document6 pagesApplication Notes: P-I Servoamplifier G122-829A001rimmer boyNo ratings yet
- GSK983Ta-HV Connection ManualDocument34 pagesGSK983Ta-HV Connection ManualLucasNo ratings yet
- SMAC Actuator Manual: Setup, Operation and ParametersDocument52 pagesSMAC Actuator Manual: Setup, Operation and ParametersGabo DuarNo ratings yet
- 3.1. Intallation Instructioms - Panelboard Kit p1 - 250 - SiemensDocument4 pages3.1. Intallation Instructioms - Panelboard Kit p1 - 250 - SiemensNAHUM GONZALEZNo ratings yet
- Sargent Terminal Repair Instruction Manual 2017Document34 pagesSargent Terminal Repair Instruction Manual 2017JAVIER ROMERONo ratings yet
- Configure FADEC propeller pitch systemDocument7 pagesConfigure FADEC propeller pitch systemwinsoncoNo ratings yet
- Tyco Electronic RJ45 ConnectorDocument17 pagesTyco Electronic RJ45 Connectorafiq danialNo ratings yet
- Operating Instructions for TOA 900 Series II Power AmplifiersDocument12 pagesOperating Instructions for TOA 900 Series II Power AmplifiersRamiro Gonzalez MNo ratings yet
- sl-vpk02_eDocument1 pagesl-vpk02_eAjay MayalNo ratings yet
- Mde 4351aDocument26 pagesMde 4351ahusam haiderNo ratings yet
- Eaton Euro LookDocument2 pagesEaton Euro LookDiego Tejada CedeñoNo ratings yet
- NMEA 2000 Network Fundamentals: Garmin NMEA 2000 Devices and ComponentsDocument12 pagesNMEA 2000 Network Fundamentals: Garmin NMEA 2000 Devices and ComponentsPhuocTranThienNo ratings yet
- Eaton 216376 M22 K10 en - GBDocument6 pagesEaton 216376 M22 K10 en - GBEmmanuel Astaroth PaizaNo ratings yet
- Jackscrew Backshell Installation Instructions: 190-00313-11 October, 2017 Revision EDocument24 pagesJackscrew Backshell Installation Instructions: 190-00313-11 October, 2017 Revision EAlex AnishchykNo ratings yet
- ASCO 3ATS & 3NTS D-Design 30-230 A Transfer Switches - Installation Manual - 381333-402ADocument8 pagesASCO 3ATS & 3NTS D-Design 30-230 A Transfer Switches - Installation Manual - 381333-402AStalin OmarNo ratings yet
- Quick Reference Guide Collection: Armorstart Power Media SystemDocument26 pagesQuick Reference Guide Collection: Armorstart Power Media SystemYeltsin MuniveNo ratings yet
- (3AUA0000001558)_ACS550-U1_QS_REVF FG kndDocument2 pages(3AUA0000001558)_ACS550-U1_QS_REVF FG kndPrdptiwariNo ratings yet
- Switches and IndicatorsDocument88 pagesSwitches and IndicatorsMukhtar KhadyrbergenovNo ratings yet
- Raymariner ManualDocument8 pagesRaymariner ManualMarcel SchumannNo ratings yet
- 20LB BOND PAPER NOTES FOR SPARK IGNITERSDocument1 page20LB BOND PAPER NOTES FOR SPARK IGNITERSNguyễnBìnhPhươngNo ratings yet
- Installation CAB300Document2 pagesInstallation CAB300Yuri OliveiraNo ratings yet
- Im pj944Document16 pagesIm pj944fishdfNo ratings yet
- Parts Information: Part Number Description QtyDocument2 pagesParts Information: Part Number Description QtyGabrielNo ratings yet
- Delco RemyDocument4 pagesDelco RemyDavidHaeggNo ratings yet
- NITROX 12152025KW 3Ph 5G Updated SmallDocument24 pagesNITROX 12152025KW 3Ph 5G Updated SmallAbdulrehman SoomroNo ratings yet
- Amp Netconnect Amp-Twist 6S SL Jacks 1711160-2 and 1711342-2Document2 pagesAmp Netconnect Amp-Twist 6S SL Jacks 1711160-2 and 1711342-28cesar5No ratings yet
- Eaton 107898 M22 CK20 en - GBDocument4 pagesEaton 107898 M22 CK20 en - GBAchafi Moussa MahamatNo ratings yet
- Datasheet 1N100A Diodo de GermanioDocument2 pagesDatasheet 1N100A Diodo de GermanioCabarreto790% (1)
- High-Speed Switching DiodeDocument1 pageHigh-Speed Switching DiodemaorNo ratings yet
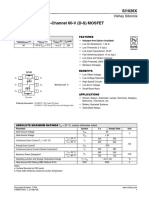
- N-Channel 60-V (D-S) MOSFETDocument5 pagesN-Channel 60-V (D-S) MOSFETmaorNo ratings yet
- Packing Specification of 52mm Ammo PackDocument2 pagesPacking Specification of 52mm Ammo PackmaorNo ratings yet
- HP Z2 Tower G4 Spec With I9Document65 pagesHP Z2 Tower G4 Spec With I9maorNo ratings yet
- PD1102 Datasheet EN-20Gen-V40Document11 pagesPD1102 Datasheet EN-20Gen-V40maorNo ratings yet
- Dell p2418ht Monitor - Users GuideDocument57 pagesDell p2418ht Monitor - Users GuidemaorNo ratings yet
- Activid Omnikey 5023 Usb Reader Ds enDocument2 pagesActivid Omnikey 5023 Usb Reader Ds enmaorNo ratings yet
- Article - Screw Threads DesignDocument7 pagesArticle - Screw Threads DesignjdfdfererNo ratings yet
- Article - Screw Threads DesignDocument7 pagesArticle - Screw Threads DesignjdfdfererNo ratings yet
- Industry Automation FormalasDocument2 pagesIndustry Automation FormalasmaorNo ratings yet
- Automation AbstractDocument6 pagesAutomation AbstractmaorNo ratings yet
- Engineering Fundamentals ThreadFasteners RalphShoberg SR1Document39 pagesEngineering Fundamentals ThreadFasteners RalphShoberg SR1Juan RiveraNo ratings yet
- Engineering Fundamentals ThreadFasteners RalphShoberg SR1Document39 pagesEngineering Fundamentals ThreadFasteners RalphShoberg SR1Juan RiveraNo ratings yet
- Novel DiaNOVEL DIAPHRAGM BASED STIRLINGphragm Based StirlingDocument9 pagesNovel DiaNOVEL DIAPHRAGM BASED STIRLINGphragm Based StirlingmaorNo ratings yet
- Data Sheet Optris CT G5Document2 pagesData Sheet Optris CT G5maorNo ratings yet
- BR COREnew Rulebook v1.5 ENG-nobackground-lowDocument40 pagesBR COREnew Rulebook v1.5 ENG-nobackground-lowDavid Miller0% (1)
- TwistiesDocument2 pagesTwistiesHazwan Hj YusofNo ratings yet
- Solutions Manual To Accompany A Second Course in Statistics Regression Analysis 7th Edition 0321691695Document23 pagesSolutions Manual To Accompany A Second Course in Statistics Regression Analysis 7th Edition 0321691695DonnaLopezysned100% (36)
- UntitledDocument421 pagesUntitledtunggal KecerNo ratings yet
- Group No 5 - Ultratech - Jaypee 20th Sep-1Document23 pagesGroup No 5 - Ultratech - Jaypee 20th Sep-1Snehal100% (1)
- Search For TruthDocument64 pagesSearch For TruthJay Cal100% (5)
- CaffeineDocument2 pagesCaffeineSaini Malkeet100% (1)
- Indigenous Peoples SyllabusDocument9 pagesIndigenous Peoples Syllabusapi-263787560No ratings yet
- Oracle Analytics Cloud 2018 Solution Engineer Specialist AssessmentDocument4 pagesOracle Analytics Cloud 2018 Solution Engineer Specialist AssessmentRamón MedinaNo ratings yet
- Call For Applications To JASTIP-Net 2021 Guidelines For ApplicantsDocument6 pagesCall For Applications To JASTIP-Net 2021 Guidelines For ApplicantsNadya IrsalinaNo ratings yet
- AUMUND Bucket Elevators 180801Document16 pagesAUMUND Bucket Elevators 180801Tino TorehNo ratings yet
- DocumentDocument14 pagesDocumentAnjali RajaNo ratings yet
- ASSESSMENTS Module 1 - Cortezano, ZyraDocument1 pageASSESSMENTS Module 1 - Cortezano, ZyraZyra Mae Cortezano100% (1)
- Estimation and Costing - LigDocument30 pagesEstimation and Costing - LigR SumithraNo ratings yet
- PROGRAM DESIGN TOOLS LESSONDocument10 pagesPROGRAM DESIGN TOOLS LESSONDun kithekaNo ratings yet
- Current Openings: The Sirpur Paper Mills LTDDocument3 pagesCurrent Openings: The Sirpur Paper Mills LTDMano VardhanNo ratings yet
- Inventory ControlDocument4 pagesInventory ControlabassalishahNo ratings yet
- Manual - Nokia - AirScale - System Module - Presentation NokiaDocument29 pagesManual - Nokia - AirScale - System Module - Presentation NokiaAndres Obando100% (1)
- Lenses and Optical Instruments: Major PointsDocument20 pagesLenses and Optical Instruments: Major Points陳慶銘No ratings yet
- 9 Sinaq 8Document2 pages9 Sinaq 8Murad QuliyevNo ratings yet
- IT Industry in India: Indian Education SystemDocument9 pagesIT Industry in India: Indian Education SystemPradeep BommitiNo ratings yet
- 18 MN216 Fluid Mechanics IDocument2 pages18 MN216 Fluid Mechanics Ijorge luisNo ratings yet
- Kantar Worldpanel Division FMCG Monitor Q2 2022 EN Including Gift Shared-by-WorldLine-Technology-1Document13 pagesKantar Worldpanel Division FMCG Monitor Q2 2022 EN Including Gift Shared-by-WorldLine-Technology-1K59 Dau Minh VyNo ratings yet
- Handout-Wisdom QuestionsDocument1 pageHandout-Wisdom Questionsapi-369459770No ratings yet
- Art of Public Speaking 11th Edition Lucas Test BankDocument25 pagesArt of Public Speaking 11th Edition Lucas Test BankBryanMillernicy100% (49)
- Remove Head IsmDocument67 pagesRemove Head IsmjeremyNo ratings yet
- DR Horton Homeowners ManualDocument80 pagesDR Horton Homeowners ManualLynn RaisesNo ratings yet
- Vampire Stories in GreeceDocument21 pagesVampire Stories in GreeceΓιώργος ΣάρδηςNo ratings yet
- Detailed 200L Course OutlineDocument8 pagesDetailed 200L Course OutlineBoluwatife OloyedeNo ratings yet
- Ice Hockey BrochureDocument2 pagesIce Hockey BrochurekimtranpatchNo ratings yet