You might also like
- Freyssibar 12P GB V26Document7 pagesFreyssibar 12P GB V26aselahiyeNo ratings yet
- Freyssibar BrochureDocument12 pagesFreyssibar BrochureNick BesterNo ratings yet
- Geonor RST Subsurface Settlement Heave PointsDocument1 pageGeonor RST Subsurface Settlement Heave PointsNguyen Quoc KhanhNo ratings yet
- © Plumbers and Pipefitters Union, Alton, ILDocument8 pages© Plumbers and Pipefitters Union, Alton, ILWilly UioNo ratings yet
- JMR PH 4Document2 pagesJMR PH 4kuldeep singh rathoreNo ratings yet
- Soporte AntivibratorioDocument2 pagesSoporte AntivibratorioGerman GinesNo ratings yet
- PT Foundations-4Document5 pagesPT Foundations-4YNNo ratings yet
- Tunneling in Soft StrataDocument8 pagesTunneling in Soft StrataPooja RautNo ratings yet
- Misc. DetailsDocument6 pagesMisc. DetailsAli KhalafNo ratings yet
- Plate Girder PDFDocument16 pagesPlate Girder PDFArjun GuptaNo ratings yet
- Plate GirderDocument16 pagesPlate Girdersanjana jainNo ratings yet
- DL International Cranes 0710Document2 pagesDL International Cranes 0710sangwoo jungNo ratings yet
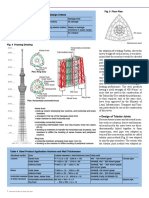
- Building Construction: Table 3 Seismic-And Wind-Resistant Design Criteria Fig. 5 Floor PlanDocument1 pageBuilding Construction: Table 3 Seismic-And Wind-Resistant Design Criteria Fig. 5 Floor PlanAnh Quoc VuNo ratings yet
- 1.2 Architectural Bar Systems Brochure - Industrial Applications 25 07 2017Document4 pages1.2 Architectural Bar Systems Brochure - Industrial Applications 25 07 2017VenNo ratings yet
- Ijdms 1 (2) 04 SCDocument2 pagesIjdms 1 (2) 04 SCnathanielge19No ratings yet
- PCI Paper PDFDocument14 pagesPCI Paper PDFlucasNo ratings yet
- Wide Beam Stirrup PDFDocument3 pagesWide Beam Stirrup PDFPatipol GunhomepooNo ratings yet
- Cage r4Document1 pageCage r4vadapop965No ratings yet
- Mason Industries, Inc.: ND MountsDocument2 pagesMason Industries, Inc.: ND MountsErwin MaldoNo ratings yet
- Catálogo de Correias PDFDocument152 pagesCatálogo de Correias PDFDeibe SantosNo ratings yet
- The List of ActivitiesDocument5 pagesThe List of Activitiessatya_swamy20002943No ratings yet
- Cohoe Radio Observatory, Alaska Part 2, Guyed Tower Foundation ConstructionDocument8 pagesCohoe Radio Observatory, Alaska Part 2, Guyed Tower Foundation ConstructionjesusgameboyNo ratings yet
- BTC Sweep 01Document4 pagesBTC Sweep 01paradoja_hiperbolicaNo ratings yet
- Engineering Structures: SciencedirectDocument12 pagesEngineering Structures: SciencedirectMahmoud AbbassNo ratings yet
- Single Sections in BendingDocument1 pageSingle Sections in BendingmrmerajNo ratings yet
- Characteristics of Bored Piles Installed Through Jet Grout LayerDocument9 pagesCharacteristics of Bored Piles Installed Through Jet Grout LayerVgkBharadwajNo ratings yet
- Behaviour of Cold-Formed Z Purlins With Sag-Rods in Pre-Engineered BuildingsDocument7 pagesBehaviour of Cold-Formed Z Purlins With Sag-Rods in Pre-Engineered BuildingsIJRASETPublicationsNo ratings yet
- Fortec Brochure 2015Document4 pagesFortec Brochure 2015Hanuman BuildersNo ratings yet
- Digidepo 10944698 Po ART0003861854Document8 pagesDigidepo 10944698 Po ART0003861854Trushar ParmarNo ratings yet
- (Asce) Gt.2018 PVD StarkDocument15 pages(Asce) Gt.2018 PVD StarkHoàng HiệpNo ratings yet
- Central Hydraulics Has Flexmaster Gaskets & Assemblies in Stock - Expedited Shipping Available WorldwideDocument21 pagesCentral Hydraulics Has Flexmaster Gaskets & Assemblies in Stock - Expedited Shipping Available WorldwideCentral HydraulicsNo ratings yet
- Earth Rod Seal DatasheetDocument4 pagesEarth Rod Seal DatasheetVincent TeyNo ratings yet
- 3-Piece Tube Assembly: Stainless Steel High Pressure 37° Tube Fittings 1/8'' TO 2''Document22 pages3-Piece Tube Assembly: Stainless Steel High Pressure 37° Tube Fittings 1/8'' TO 2''Gaurav BedseNo ratings yet
- Effective Span Length: 139 Concrete Deck SlabsDocument5 pagesEffective Span Length: 139 Concrete Deck SlabsJohn Royer Araúz Fuentes100% (1)
- TABLE 2.-Pile Damage Summary: J. Waterway, Port, Coastal, Ocean Eng. 1987.113:205-214Document1 pageTABLE 2.-Pile Damage Summary: J. Waterway, Port, Coastal, Ocean Eng. 1987.113:205-214Kekek QatarNo ratings yet
- Tube Fitting Chapter 02Document124 pagesTube Fitting Chapter 02Apurv GoyalNo ratings yet
- Controlling Twist in Precast Segmental Concrete Bridges: John E. BreenDocument26 pagesControlling Twist in Precast Segmental Concrete Bridges: John E. BreenJebin SebastianNo ratings yet
- Anchoring Into Housekeeping Pads: ConcreteDocument2 pagesAnchoring Into Housekeeping Pads: ConcreteFredie UnabiaNo ratings yet
- Connection HCS PDFDocument25 pagesConnection HCS PDFPranay UpadhyayNo ratings yet
- 19 - Bearings (Section-2000)Document40 pages19 - Bearings (Section-2000)Ankit MaindoliaNo ratings yet
- WWW - Supergrid.co - Za: Grating Stair Treads Hand Railing Trench CoversDocument16 pagesWWW - Supergrid.co - Za: Grating Stair Treads Hand Railing Trench CoversteddyNo ratings yet
- IEEE Cable Plowing GuideDocument9 pagesIEEE Cable Plowing GuideAlexander ToyoNo ratings yet
- Compaction of Concrete Using Immersion and Surface Vibrators PDFDocument12 pagesCompaction of Concrete Using Immersion and Surface Vibrators PDFmehdi_hoseinee0% (1)
- Tos Assignment No 3Document22 pagesTos Assignment No 3Daljeet ThethiNo ratings yet
- VME-Cable-Trenches DesignDocument10 pagesVME-Cable-Trenches DesignPrince kademaNo ratings yet
- Construction of A Composite Beam and Steel Pergola 230522Document1 pageConstruction of A Composite Beam and Steel Pergola 230522Trevz KaNtanzi NgcoboNo ratings yet
- Flexural Behavior of Steel Beam With Corrugated Web: AbstractDocument6 pagesFlexural Behavior of Steel Beam With Corrugated Web: AbstractuesNo ratings yet
- Bored Piling ProcedureDocument2 pagesBored Piling ProcedureKhin Sandi KoNo ratings yet
- AASHTO NSBA POST TENSIONED CAP Steel - Bridge - News - v6 - n3Document8 pagesAASHTO NSBA POST TENSIONED CAP Steel - Bridge - News - v6 - n3Mike2322No ratings yet
- Concrete Construction Article PDF - Detailing Shelf AnglesDocument2 pagesConcrete Construction Article PDF - Detailing Shelf AnglesFarid RezaeianNo ratings yet
- Standard Bracing of Simple Duopitched Trussed Rafter Roofs For Dwellings PublicDocument4 pagesStandard Bracing of Simple Duopitched Trussed Rafter Roofs For Dwellings PublicDavid O'MearaNo ratings yet
- Sheaves & GroovesDocument1 pageSheaves & GroovesJorge Prado DiazNo ratings yet
- Es7 PDFDocument4 pagesEs7 PDFayoungaNo ratings yet
- Railway Sleepers and Fastenings On The South African RailwaysDocument11 pagesRailway Sleepers and Fastenings On The South African RailwaysFang NinaNo ratings yet
- Standard Bracing For Simple Roofs PDS PDFDocument4 pagesStandard Bracing For Simple Roofs PDS PDFusername_imanNo ratings yet
- T - Permanent Freyssibar Anchor - enDocument2 pagesT - Permanent Freyssibar Anchor - enHuy Nguyen VanNo ratings yet
- Omnia Bridge DeckDocument7 pagesOmnia Bridge DeckKsenia ProtcenkoNo ratings yet
- 371881083-Wankhede-Pdf (Dragged)Document1 page371881083-Wankhede-Pdf (Dragged)Anish ParianiNo ratings yet
- 371881083-Wankhede-Pdf (Dragged)Document1 page371881083-Wankhede-Pdf (Dragged)Anish ParianiNo ratings yet
- 371881083-Wankhede-Pdf (Dragged)Document1 page371881083-Wankhede-Pdf (Dragged)Anish ParianiNo ratings yet
- Couttsetal.20122 (Dragged)Document1 pageCouttsetal.20122 (Dragged)Anish ParianiNo ratings yet
- Sustainability-13-07944 (Dragged)Document1 pageSustainability-13-07944 (Dragged)Anish ParianiNo ratings yet
- Sustainability-13-07946 (Dragged)Document1 pageSustainability-13-07946 (Dragged)Anish ParianiNo ratings yet
- Couttsetal.2012 1 (Dragged)Document1 pageCouttsetal.2012 1 (Dragged)Anish ParianiNo ratings yet
- Couttsetal11.2012 (Dragged)Document1 pageCouttsetal11.2012 (Dragged)Anish ParianiNo ratings yet
- Sustainability-13-07945 (Dragged)Document1 pageSustainability-13-07945 (Dragged)Anish ParianiNo ratings yet
- Sustainability-13-07944 (Dragged)Document1 pageSustainability-13-07944 (Dragged)Anish ParianiNo ratings yet
- Xyz 1Document2 pagesXyz 1Anish ParianiNo ratings yet
- Test 1 Mec630Document1 pageTest 1 Mec630Aziful AimanNo ratings yet
- E 695 - 79 R97 Rty5ns1sruq - PDFDocument7 pagesE 695 - 79 R97 Rty5ns1sruq - PDFLeonel Ramon Rodriguez RivasNo ratings yet
- Example - Trusses Subject To Compression and TensionDocument6 pagesExample - Trusses Subject To Compression and TensionHalina HamidNo ratings yet
- Augmented Analysis and DesignDocument361 pagesAugmented Analysis and DesignvardhangargNo ratings yet
- SRS 413Document158 pagesSRS 413edderguiNo ratings yet
- Unit - 5: Complex Stresses and Plane TrussesDocument35 pagesUnit - 5: Complex Stresses and Plane TrussesemraanNo ratings yet
- Analysing A Truss - Methods of Joints + SectionsDocument46 pagesAnalysing A Truss - Methods of Joints + SectionschrisjballNo ratings yet
- IES OBJ Civil Engineering 2000 Paper IDocument17 pagesIES OBJ Civil Engineering 2000 Paper Itom stuartNo ratings yet
- Pfs PPT 3Document16 pagesPfs PPT 3api-3037204070% (1)
- prEN1993 3 1st 01 PDFDocument27 pagesprEN1993 3 1st 01 PDFmichel92748No ratings yet
- High Rise StructuresDocument70 pagesHigh Rise StructuresAnjalySinhaNo ratings yet
- Simplified Solution of Space Frame Structures.: Hayen, Charles LeoDocument77 pagesSimplified Solution of Space Frame Structures.: Hayen, Charles LeoJD OngNo ratings yet
- 201-00 Jadwal Kuliah Dan PR TMS-201 Statika StrukturDocument5 pages201-00 Jadwal Kuliah Dan PR TMS-201 Statika StrukturZulian KonohaNo ratings yet
- Lecture 3 Handout - Edited PDFDocument16 pagesLecture 3 Handout - Edited PDFTTTNo ratings yet
- b1 Introduction of Bridges BKKDocument78 pagesb1 Introduction of Bridges BKKAli_nauman429458No ratings yet
- Chapter 11Document28 pagesChapter 11Rebeca IbañezNo ratings yet
- Unit 3 Answers CTM VIII-1Document8 pagesUnit 3 Answers CTM VIII-1Pranshu LondaseNo ratings yet
- Strut Tie Model RC BeamDocument9 pagesStrut Tie Model RC BeamGnabBangNo ratings yet
- Roof Purlin Design: 1. Constructive SchemeDocument35 pagesRoof Purlin Design: 1. Constructive SchemeCristian ScutaruNo ratings yet
- King Post Truss Joinery Analysis PDFDocument29 pagesKing Post Truss Joinery Analysis PDFAman ulla jinnahNo ratings yet
- List of Construction Prices For Truss Works Philippines - PHILCON PRICESDocument6 pagesList of Construction Prices For Truss Works Philippines - PHILCON PRICESjohn reyesNo ratings yet
- Bridge SeminarDocument24 pagesBridge Seminarsombans100% (1)
- Approximate Analysis of Statically Indeterminate StructuresDocument24 pagesApproximate Analysis of Statically Indeterminate Structuresمستر إكسNo ratings yet
- Measuring Dead Load Stress of Eyebars in Steel Railroad BridgesDocument57 pagesMeasuring Dead Load Stress of Eyebars in Steel Railroad BridgesredjellouNo ratings yet
- Dynamic Explicit of A Bridge - Docx1Document14 pagesDynamic Explicit of A Bridge - Docx1paul ostep100% (1)
- Detail 2 Detail 1 Detail 3 Detail 4 3 3: Detail 2 Detail 1 Detail 3 Detail 4Document1 pageDetail 2 Detail 1 Detail 3 Detail 4 3 3: Detail 2 Detail 1 Detail 3 Detail 4Victor ParvanNo ratings yet
- I S S U E T W O 1 9 9 7: Mount Rushmore Parking Garage - USADocument16 pagesI S S U E T W O 1 9 9 7: Mount Rushmore Parking Garage - USADrPadipat ChaemmangkangNo ratings yet
- Statics Module 12Document9 pagesStatics Module 12pppaaarrrcccooo RRMPNo ratings yet
- Spaghetti Bridge Construction HintsDocument23 pagesSpaghetti Bridge Construction HintsRonny Antonio Quispe SuniNo ratings yet
- Civil Engineering Project ReportDocument12 pagesCivil Engineering Project ReportabhinavsinghliveNo ratings yet