You might also like
- Circle Reverse Gear 23001Document2 pagesCircle Reverse Gear 23001eshopmanual limaNo ratings yet
- Engine Related PartsDocument2 pagesEngine Related PartsJUPRI HARTONONo ratings yet
- 22285Document2 pages22285Ferdy Nur FaiziNo ratings yet
- Flow Amplifier PDFDocument2 pagesFlow Amplifier PDFOscar FloresNo ratings yet
- Flow Amplifier PB9992Document2 pagesFlow Amplifier PB9992mauricio suarezNo ratings yet
- Fuel Filter and Fuel Piping MaDocument2 pagesFuel Filter and Fuel Piping MaCalon KayaNo ratings yet
- Parts List No. Date ModelDocument1 pageParts List No. Date ModelquetzNo ratings yet
- E71062 Rev.01Document2 pagesE71062 Rev.01superbucNo ratings yet
- SH - HD8852 - Energica Focus - Rev04 - 13Document9 pagesSH - HD8852 - Energica Focus - Rev04 - 13Георги МиловNo ratings yet
- PPL 0320Document2 pagesPPL 0320fs4qqyn79pNo ratings yet
- Plano de Ensamble 3D (60"x113") Traylor "NT" Giratory Crusher Assembly PDFDocument1 pagePlano de Ensamble 3D (60"x113") Traylor "NT" Giratory Crusher Assembly PDFRenato DezaNo ratings yet
- NT CutawayPosterDocument1 pageNT CutawayPosterManuel Hans ToledoNo ratings yet
- Manual de Usuario Mercury Sable (1998) (190 Páginas)Document2 pagesManual de Usuario Mercury Sable (1998) (190 Páginas)MiaNo ratings yet
- SH HD8851 Energica Pure Rev01 13Document9 pagesSH HD8851 Energica Pure Rev01 13Георги МиловNo ratings yet
- Cylinder Head Parts ListDocument2 pagesCylinder Head Parts ListAnonymous sdZaajaNo ratings yet
- Pantalla Anterior Bienvenido: Cr461jeaDocument7 pagesPantalla Anterior Bienvenido: Cr461jeaLeonardo PerezNo ratings yet
- For Repair Parts, Call 1-800-323-0620: 24 Hours A Day - 365 Days A YearDocument6 pagesFor Repair Parts, Call 1-800-323-0620: 24 Hours A Day - 365 Days A YearMANUEL VICTORNo ratings yet
- Catalogo Aiveka PDFDocument9 pagesCatalogo Aiveka PDFAdaniel TorresNo ratings yet
- Combilift LTD Section CDocument79 pagesCombilift LTD Section CАлексей50% (2)
- 80 Ton Spare Part List DurmaDocument9 pages80 Ton Spare Part List DurmaMarchenko AlexejNo ratings yet
- SH HD8852 Energica Focus Rev02 12Document9 pagesSH HD8852 Energica Focus Rev02 12Георги МиловNo ratings yet
- Illustrated Parts List: FRLO-15410C-T2 November 2012Document31 pagesIllustrated Parts List: FRLO-15410C-T2 November 2012Adal Vera100% (1)
- Wheel Brake Z Cam Rear0Document3 pagesWheel Brake Z Cam Rear0ВЛАДИМИРNo ratings yet
- Circle Reverse Gear 21086 2300Document2 pagesCircle Reverse Gear 21086 2300eshopmanual limaNo ratings yet
- Eaton Frlo 15410c Transmission Illustrated Parts List en UsDocument31 pagesEaton Frlo 15410c Transmission Illustrated Parts List en UsFelix RodriguezNo ratings yet
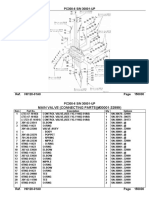
- PC240LC-8K PC240LC-8K S/N S/N K50001-Up K50001-UpDocument2 pagesPC240LC-8K PC240LC-8K S/N S/N K50001-Up K50001-UpANo ratings yet
- 1107-2740_hd4_1463084984Document12 pages1107-2740_hd4_1463084984ravenhotrods64No ratings yet
- Engine Sisu 10Document1 pageEngine Sisu 10Auto-Moto ZS.K.No ratings yet
- Makita Spare PartsDocument2 pagesMakita Spare PartsAnderson RoxoNo ratings yet
- Ryobi Tile Saw Model No. Ws720S Repair SheetDocument6 pagesRyobi Tile Saw Model No. Ws720S Repair SheetdigitaltextNo ratings yet
- Engine Sisu 2Document1 pageEngine Sisu 2Auto-Moto ZS.K.No ratings yet
- PM GSR G2-001 Home Gym EnglishDocument14 pagesPM GSR G2-001 Home Gym EnglishDraguich Ricardo Macha Chamorr100% (1)
- ST26 CLP-2019 Antivan.Document1 pageST26 CLP-2019 Antivan.Παναγιώτης ΚοκκίνηςNo ratings yet
- LM 5000D - Hydraulic System - 150000Document32 pagesLM 5000D - Hydraulic System - 150000bruno rafael Rafael100% (1)
- Komatsu pc200-9c Y1620-41A1A PageDocument2 pagesKomatsu pc200-9c Y1620-41A1A Pageluis delgadoNo ratings yet
- Ocs Saeco Aulika Focus: Cod. 10004472 RI9843/01 SUP040Document8 pagesOcs Saeco Aulika Focus: Cod. 10004472 RI9843/01 SUP040Ricardo PalaciosNo ratings yet
- Komatsu pc200-9c Y1620-41A8 PageDocument2 pagesKomatsu pc200-9c Y1620-41A8 Pageluis delgadoNo ratings yet
- Pompa ve pump parts reference guideDocument24 pagesPompa ve pump parts reference guidecobrax100100% (1)
- Leon 1Document24 pagesLeon 1Juan Esteban Rivera MonteroNo ratings yet
- Xsmall EsplosoDocument6 pagesXsmall EsplosoMarco GhezzaniNo ratings yet
- WM Mta-314 (Mta-922 Os)Document4 pagesWM Mta-314 (Mta-922 Os)MasbulohajaginNo ratings yet
- PFD H2SO4.drawioDocument1 pagePFD H2SO4.drawioPablo Gómez EcheverriNo ratings yet
- Allison MT (B) 640, 643, 650, 653 Series On-Highway Transmissions Parts CatalogDocument4 pagesAllison MT (B) 640, 643, 650, 653 Series On-Highway Transmissions Parts CatalogMarcos LunaNo ratings yet
- Vue Eclatee Mac GBV 345Document3 pagesVue Eclatee Mac GBV 345Dom DmeNo ratings yet
- 3940 and 3942 Series Air Impact Wrench - Exploded View: Spline Drive Anvil AssemblyDocument2 pages3940 and 3942 Series Air Impact Wrench - Exploded View: Spline Drive Anvil Assemblysantosh kumarNo ratings yet
- 107XPA and 1077XPA Air Ratchet Wrench - Exploded View: 80177595 Edition 3 January 2014Document2 pages107XPA and 1077XPA Air Ratchet Wrench - Exploded View: 80177595 Edition 3 January 2014mekatronikaNo ratings yet
- Bobcat 250: Eff W/serial No. MB450391R and FollowingDocument12 pagesBobcat 250: Eff W/serial No. MB450391R and FollowingJacques Van NiekerkNo ratings yet
- BST35 PartsDocument2 pagesBST35 PartsEthan HostetterNo ratings yet
- Graphic #1 g06211581: View of Area BDocument1 pageGraphic #1 g06211581: View of Area Bhernan dueñasNo ratings yet
- FoodDocument2 pagesFoodTaiga ChanNo ratings yet
- 231HA ImpactDocument2 pages231HA Impactabdi rachmanNo ratings yet
- 328750852089918-Working HydraulicsDocument9 pages328750852089918-Working HydraulicsBestway Equipment RepairingNo ratings yet
- GD535 Front Front Axle (Without Steering Cylinder)Document2 pagesGD535 Front Front Axle (Without Steering Cylinder)plant plannerNo ratings yet
- Allison CT 755 Series Electronic Controls Off-Highway Transmissions Parts CatalogDocument7 pagesAllison CT 755 Series Electronic Controls Off-Highway Transmissions Parts CatalogJulioRamirezNo ratings yet
- ConectoresDocument104 pagesConectoreserjhosan100% (1)
- Reverse Gear HS80AE-B, Components Ratio 2 Volvo Penta ZFDocument2 pagesReverse Gear HS80AE-B, Components Ratio 2 Volvo Penta ZFErnesto Alonso100% (1)
- Ingersoll Rand 236Document2 pagesIngersoll Rand 236Luis Rodriguez PoncelasNo ratings yet
- Creative Play Activity Sheet Jurassic World 2020Document2 pagesCreative Play Activity Sheet Jurassic World 2020enzinoNo ratings yet
- The Fusion Marketing Bible: Fuse Traditional Media, Social Media, & Digital Media to Maximize MarketingFrom EverandThe Fusion Marketing Bible: Fuse Traditional Media, Social Media, & Digital Media to Maximize MarketingRating: 5 out of 5 stars5/5 (2)
- Flood Pulsing in Wetlands: Restoring the Natural Hydrological BalanceFrom EverandFlood Pulsing in Wetlands: Restoring the Natural Hydrological BalanceNo ratings yet
- Liumbs002 Por 00Document36 pagesLiumbs002 Por 00dioneslealNo ratings yet
- LIU05VA81 Spa-00Document28 pagesLIU05VA81 Spa-00dioneslealNo ratings yet
- Liuumc005 Rus 00Document32 pagesLiuumc005 Rus 00dioneslealNo ratings yet
- Liumbs002 Deu 00Document36 pagesLiumbs002 Deu 00dioneslealNo ratings yet
- Liumbs002 Kor 00Document36 pagesLiumbs002 Kor 00dioneslealNo ratings yet
- Instruction Manual For The Use and The Maintenance of Battery and Battery ChargerDocument32 pagesInstruction Manual For The Use and The Maintenance of Battery and Battery Chargeraaron100% (1)
- Liuumc005 Ita 00Document32 pagesLiuumc005 Ita 00dioneslealNo ratings yet
- LIU05VA81 Kor-00Document28 pagesLIU05VA81 Kor-00dioneslealNo ratings yet
- Liumbs002 Eng 00Document36 pagesLiumbs002 Eng 00dioneslealNo ratings yet
- LIUMBS002 jpn-00Document36 pagesLIUMBS002 jpn-00dioneslealNo ratings yet
- Liuumc005 Deu 00Document32 pagesLiuumc005 Deu 00dioneslealNo ratings yet
- PM 201Document16 pagesPM 201dioneslealNo ratings yet
- LIU932B02 Eng-00Document32 pagesLIU932B02 Eng-00dioneslealNo ratings yet
- LIUUMC005 jpn-00Document32 pagesLIUUMC005 jpn-00dioneslealNo ratings yet
- Liulbs001 Eng 01Document36 pagesLiulbs001 Eng 01dioneslealNo ratings yet
- Liuumc005 Eng 00Document32 pagesLiuumc005 Eng 00dioneslealNo ratings yet
- Liu05va81 EngDocument28 pagesLiu05va81 EngfarhadNo ratings yet
- PM 200Document16 pagesPM 200dioneslealNo ratings yet
- CAT 950H Wheel LoaderDocument28 pagesCAT 950H Wheel Loaderojhawk1380% (5)
- Liuumc005 Zho 00Document32 pagesLiuumc005 Zho 00dioneslealNo ratings yet
- Manual de Pecas CompressorDocument196 pagesManual de Pecas Compressorpablo da silva oliveiraNo ratings yet
- LIU932A01 Zho-00Document32 pagesLIU932A01 Zho-00dioneslealNo ratings yet
- Cold PlanerDocument16 pagesCold PlanerJohn MkCito KINo ratings yet
- LIU05VA81 Zho-00Document28 pagesLIU05VA81 Zho-00dioneslealNo ratings yet
- Engine parts manual for SAA6D107E-1KB-W engineDocument607 pagesEngine parts manual for SAA6D107E-1KB-W enginekit101100% (1)
- S3-Control System Tech GuideDocument60 pagesS3-Control System Tech GuideMiguel NavarreteNo ratings yet
- 7-5 Conectores Sistema EléctricoDocument20 pages7-5 Conectores Sistema Eléctricolevinton jose tobias genesNo ratings yet
- Group 4 Electrical Component Specification: Specifications Check Symbol Part NameDocument7 pagesGroup 4 Electrical Component Specification: Specifications Check Symbol Part NameSaidi JalelNo ratings yet
- Ingersoll Rand Compressor Eiger Part ListDocument70 pagesIngersoll Rand Compressor Eiger Part ListAlpesh Lakhani50% (2)
- S3-Control System Tech GuideDocument60 pagesS3-Control System Tech GuideMiguel NavarreteNo ratings yet
- Cold Work Steels: Available Product ShapesDocument6 pagesCold Work Steels: Available Product ShapesSangHak LeeNo ratings yet
- STEM1-06 FinalPaperDocument21 pagesSTEM1-06 FinalPaperReuben Wei PalmaresNo ratings yet
- Deliverability Appraisal: Same Person As The Project Sponsor)Document7 pagesDeliverability Appraisal: Same Person As The Project Sponsor)Keeme100% (1)
- JIS SCr420 Steel, SCr420 Steel Plate, SCr420 Structural Alloy SteelDocument2 pagesJIS SCr420 Steel, SCr420 Steel Plate, SCr420 Structural Alloy SteelAhmad Fajar HumaidiNo ratings yet
- Loctite Wear Abrasion Resistant Coatings Selector GuideDocument32 pagesLoctite Wear Abrasion Resistant Coatings Selector GuideA.Subin DasNo ratings yet
- Effective Strengthening of Reinforced Concrete Corbels Using Post-TensioningDocument17 pagesEffective Strengthening of Reinforced Concrete Corbels Using Post-TensioningAlaa tahaNo ratings yet
- Adjust and Overhaul Pekar K-63 CarburetorDocument9 pagesAdjust and Overhaul Pekar K-63 CarburetorfredtranNo ratings yet
- Asme CCase 2038-4Document2 pagesAsme CCase 2038-4ADAMJSRAONo ratings yet
- Mathcad-Isolated Foundation BBSDocument20 pagesMathcad-Isolated Foundation BBSValentinNo ratings yet
- NTN Shaft & Housing DesignDocument3 pagesNTN Shaft & Housing DesignArun KiranNo ratings yet
- YSK 142 HDPE Pipe Service Life PDFDocument2 pagesYSK 142 HDPE Pipe Service Life PDFadooo meeeNo ratings yet
- PDF DocumentDocument6 pagesPDF Documentkelvin msiskaNo ratings yet
- Peri RundflexDocument36 pagesPeri RundflexGiurgea Mihai-EmanuelNo ratings yet
- P01511April2019 PDFDocument10 pagesP01511April2019 PDFswazsurvNo ratings yet
- Plant Design ReportsDocument7 pagesPlant Design ReportspsjjoshiNo ratings yet
- Armstrong Installation43.80 VIL I&ODocument14 pagesArmstrong Installation43.80 VIL I&Osas999333No ratings yet
- Detail 2006 10Document28 pagesDetail 2006 10filipgavrilNo ratings yet
- METAL PRODUCTS CATALOG - Optibelt PDFDocument68 pagesMETAL PRODUCTS CATALOG - Optibelt PDFSilvester mario chavesNo ratings yet
- Fabory Fasteners Basic StandardsDocument12 pagesFabory Fasteners Basic Standardsjuan carlos galvez abantoNo ratings yet
- Gk247a T-014 PDFDocument1 pageGk247a T-014 PDFsujit5584No ratings yet
- Daftar PustakaDocument4 pagesDaftar PustakapetricokydoNo ratings yet
- Dobeckot EH-411 & 505CDocument2 pagesDobeckot EH-411 & 505CDeependraNo ratings yet
- 2.3 - Td7-B152-E-04Document17 pages2.3 - Td7-B152-E-04Julio Suarez Zedano100% (2)
- Method Statement For DemolitionDocument7 pagesMethod Statement For DemolitionNikita KasyanovNo ratings yet
- Foundations On RockDocument27 pagesFoundations On Rockxingze luNo ratings yet
- Piano Plate Breakage: A Case Stud: by Steve Brady, RPT Journal EditorDocument2 pagesPiano Plate Breakage: A Case Stud: by Steve Brady, RPT Journal Editorpado_27No ratings yet
- MDB Standard ListDocument8 pagesMDB Standard ListSAMARTHNo ratings yet
- Non-Segregated Phase Bus Duct - TranspositionDocument1 pageNon-Segregated Phase Bus Duct - TranspositionRuben GutierrezNo ratings yet
- Gate Vale For Pressure Reducing Valve 100A Flange Type/16 Bar NosDocument2 pagesGate Vale For Pressure Reducing Valve 100A Flange Type/16 Bar NosNguyễn HùngNo ratings yet
- Kone Case StudyDocument10 pagesKone Case StudyTarun GargNo ratings yet