You might also like
- Lecture 8 Slides and Notes (554 KB)Document46 pagesLecture 8 Slides and Notes (554 KB)Nativity MabasaNo ratings yet
- 04) Manufacturing Processes 1 PDFDocument63 pages04) Manufacturing Processes 1 PDFCharish ManimtimNo ratings yet
- Lec 1-Machining Operations IIDocument51 pagesLec 1-Machining Operations IIHammad RazaNo ratings yet
- Lab 1 Fareez (Turning Machine)Document24 pagesLab 1 Fareez (Turning Machine)s231311024No ratings yet
- Lecture Objectives: To Develop An Understanding ofDocument24 pagesLecture Objectives: To Develop An Understanding ofMuhammad IrfanNo ratings yet
- LABORATORY MANUAL For TA202PDocument42 pagesLABORATORY MANUAL For TA202Pप्रखर गुप्ताNo ratings yet
- Lecture 4Document21 pagesLecture 4Muhammad Ali BakhtNo ratings yet
- Workshop Practice Lecture Week 01-ADocument34 pagesWorkshop Practice Lecture Week 01-AArham AmjadNo ratings yet
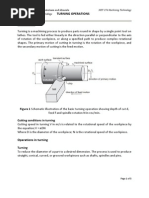
- Turning OperationsDocument5 pagesTurning OperationsBrian WrightNo ratings yet
- Lathe and Milling Operation: Experiment No: 01&02 Production Technology-IiDocument7 pagesLathe and Milling Operation: Experiment No: 01&02 Production Technology-IiPK KrishNo ratings yet
- Unit I - Theory of Metal CuttingDocument106 pagesUnit I - Theory of Metal CuttingRamesh Kumar ANo ratings yet
- Turning & Related OperationsDocument30 pagesTurning & Related OperationsIzi100% (6)
- Chap. 1Document49 pagesChap. 1Fabinus BinusNo ratings yet
- Week 11 Ch21 22 Machining OperationsDocument37 pagesWeek 11 Ch21 22 Machining OperationsJay Dee11No ratings yet
- Metal Cutting: Machining & Machining Tools Unit-1Document90 pagesMetal Cutting: Machining & Machining Tools Unit-1Joao PedroNo ratings yet
- Lec - 8 - Turning PracticeDocument26 pagesLec - 8 - Turning Practicesaxadi4814No ratings yet
- NC Machining Technique03Document89 pagesNC Machining Technique03Dark ShadowNo ratings yet
- Manufacturing Processes I - Machining ProcessesDocument57 pagesManufacturing Processes I - Machining ProcessesImtiajur Rahman AyonNo ratings yet
- Chapter-1 Introduction To Manufacturing EngineeringDocument33 pagesChapter-1 Introduction To Manufacturing EngineeringSiddharth PanigrahiNo ratings yet
- D&F of Ball Turning Tool PostDocument8 pagesD&F of Ball Turning Tool PostThomas koilrajNo ratings yet
- CH 22Document8 pagesCH 22Hari PrasadNo ratings yet
- Klocke 2014Document56 pagesKlocke 2014ashoku24007No ratings yet
- Module 2 - MC TOOLS, CNC & 3D PRINTINGDocument27 pagesModule 2 - MC TOOLS, CNC & 3D PRINTINGSHARATH RNo ratings yet
- Mme 431 CH18Document39 pagesMme 431 CH18Khalid WaleedNo ratings yet
- Senario, Mary Angelie T. - LAB - Activity No. 8Document3 pagesSenario, Mary Angelie T. - LAB - Activity No. 8Mary Angelie SenarioNo ratings yet
- Manuf. Tech. - Machining OperationsDocument49 pagesManuf. Tech. - Machining OperationsManuel Tikongyin WundengbaNo ratings yet
- Me 330 Lab ManualDocument43 pagesMe 330 Lab ManualberhaneNo ratings yet
- Shaping MachineDocument50 pagesShaping Machineمحمد عادلNo ratings yet
- Dawit SolomonDocument24 pagesDawit Solomondawit solomonNo ratings yet
- Gear Cutting AttachmentDocument40 pagesGear Cutting AttachmentGoutham Reddy100% (1)
- mp1 170302175707Document60 pagesmp1 170302175707uday245No ratings yet
- Turning: CHAPTER 2: Material Removal ProcessDocument66 pagesTurning: CHAPTER 2: Material Removal ProcessEbrahim AliNo ratings yet
- MP-1 (14Th Lecture)Document39 pagesMP-1 (14Th Lecture)muhammad tariqNo ratings yet
- Chapter 21-Theory of Metal MachiningDocument50 pagesChapter 21-Theory of Metal MachiningFaizanNo ratings yet
- Chapter 1Document68 pagesChapter 1gashawletaNo ratings yet
- CH 21Document11 pagesCH 21onlydlonly100% (9)
- Practical 2 Machining of A Mechanical Component Using Conventional MachinesDocument8 pagesPractical 2 Machining of A Mechanical Component Using Conventional MachinesAkash Kawade AKNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument38 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingCh TalhaNo ratings yet
- Lec 1Document27 pagesLec 1Romany AdelNo ratings yet
- Buku Ajar 3.2Document8 pagesBuku Ajar 3.2Cynthia Sasmita DewiNo ratings yet
- m2 - U4 - Taper Turning and KnurlingDocument13 pagesm2 - U4 - Taper Turning and KnurlingViệt Đặng XuânNo ratings yet
- Me8361 - Manufacturing Technology Laboratory Syllabus Course ObjectivesDocument75 pagesMe8361 - Manufacturing Technology Laboratory Syllabus Course ObjectivesArumugam RNo ratings yet
- . أسئلة محلولة فى مادة التشغيلDocument18 pages. أسئلة محلولة فى مادة التشغيلahmedNo ratings yet
- Fitting Workshop ManualDocument29 pagesFitting Workshop ManualNikhil MeenaNo ratings yet
- Progressive DieDocument36 pagesProgressive DieYakshit GoelNo ratings yet
- Djj30082 - Mechanical Workshop Practice 3 (Machining) Report 1 (Part A, Clo 2) 1.0 ObjectivesDocument6 pagesDjj30082 - Mechanical Workshop Practice 3 (Machining) Report 1 (Part A, Clo 2) 1.0 Objectivesshirleyna sara100% (1)
- Chapter 6 CNC MillingDocument47 pagesChapter 6 CNC MillingNEF RIDERSNo ratings yet
- Unit 1Document106 pagesUnit 1anandNo ratings yet
- Djj30082 - Mechanical Workshop Practice 3 (Machining) Report 2 (Part B&C, Clo 2) 1.0 ObjectivesDocument5 pagesDjj30082 - Mechanical Workshop Practice 3 (Machining) Report 2 (Part B&C, Clo 2) 1.0 Objectivesshirleyna saraNo ratings yet
- Design and Fabrication of Keyway Attachment in Lathe MachineDocument32 pagesDesign and Fabrication of Keyway Attachment in Lathe MachineAnbu Selvan50% (2)
- Lec - 9 - Milling-Gear Cutting-CNCDocument38 pagesLec - 9 - Milling-Gear Cutting-CNCsaxadi4814No ratings yet
- Lecture 11 PDFDocument10 pagesLecture 11 PDFAli M. ElghawailNo ratings yet
- Cutting Tool (Milling Machine) PerformanceDocument12 pagesCutting Tool (Milling Machine) PerformanceLashawn de MelNo ratings yet
- Explain Following Operations On Lathe With Suitable SketchDocument8 pagesExplain Following Operations On Lathe With Suitable SketchrajathNo ratings yet
- MACHINE TOOLS TECHNOLOGY AND PRACTICE - Unesco-Nigeria TVE PDFDocument100 pagesMACHINE TOOLS TECHNOLOGY AND PRACTICE - Unesco-Nigeria TVE PDFGodwin Adesanya100% (6)
- Industrial Training ReportDocument45 pagesIndustrial Training ReportBishnu BhowmikNo ratings yet
- Lathe and Drilling OperationsDocument58 pagesLathe and Drilling OperationsPalak NaikNo ratings yet
- CH-5.6 Lathe OperationDocument11 pagesCH-5.6 Lathe OperationBARUN BIKASH DENo ratings yet
- Lecture 1 (INTRO)Document27 pagesLecture 1 (INTRO)nehar shubheschaNo ratings yet
- Textile 221120 214424Document38 pagesTextile 221120 214424nehar shubheschaNo ratings yet
- Lecture Note 01Document6 pagesLecture Note 01nehar shubheschaNo ratings yet
- Summary Skyre ProjectDocument8 pagesSummary Skyre Projectnehar shubheschaNo ratings yet
- Quiz Questions - Me 322Document3 pagesQuiz Questions - Me 322nehar shubheschaNo ratings yet
- Comparison Skyre5 9 11Document5 pagesComparison Skyre5 9 11nehar shubheschaNo ratings yet
- 2021 Durmus Review On The Development of The Electrochemical Hydrogen CompressorsDocument17 pages2021 Durmus Review On The Development of The Electrochemical Hydrogen Compressorsnehar shubheschaNo ratings yet
- FLUID MACHINERY Sessional GalibDocument14 pagesFLUID MACHINERY Sessional Galibnehar shubheschaNo ratings yet
- Draft FormatDocument6 pagesDraft Formatnehar shubheschaNo ratings yet
- Summary Cells Skyre2 5Document11 pagesSummary Cells Skyre2 5nehar shubheschaNo ratings yet
- Inroduction-Pool and Forced Convection BoilingDocument23 pagesInroduction-Pool and Forced Convection Boilingnehar shubheschaNo ratings yet
- Bangladesh Atomic Energy Regulatory Authority: Government of The People's Republic of BangladeshDocument2 pagesBangladesh Atomic Energy Regulatory Authority: Government of The People's Republic of Bangladeshnehar shubheschaNo ratings yet
- Engineering Drawing-1Document25 pagesEngineering Drawing-1nehar shubheschaNo ratings yet
- Experiment No.: 03 Name of The Experiment: Introduction To Foundry Shop and Making Mould Using Pattern. ObjectivesDocument27 pagesExperiment No.: 03 Name of The Experiment: Introduction To Foundry Shop and Making Mould Using Pattern. Objectivesnehar shubheschaNo ratings yet
- Dr. Sumon Saha: Semester: April 2021Document26 pagesDr. Sumon Saha: Semester: April 2021nehar shubheschaNo ratings yet
- Arc Welding SessionalDocument13 pagesArc Welding Sessionalnehar shubheschaNo ratings yet
- Engineering Drawing ME 201: Lailatul Nehar Lecturer Department of Mechanical Engineering, City University, DhakaDocument25 pagesEngineering Drawing ME 201: Lailatul Nehar Lecturer Department of Mechanical Engineering, City University, Dhakanehar shubheschaNo ratings yet
- Tools CatalogDocument138 pagesTools CatalogflerziNo ratings yet
- PHNCDocument6 pagesPHNCAmit MangaonkarNo ratings yet
- Uryu GrinderDocument2 pagesUryu GrindermaniamsonNo ratings yet
- Me 8462-Mt-II Lab ManualDocument39 pagesMe 8462-Mt-II Lab ManualK.S.HARIHARAN100% (1)
- Product DevelopmentDocument48 pagesProduct Developmentkanikasharma22100% (1)
- Fixture Lecture 3 1Document32 pagesFixture Lecture 3 1Shubham BhagwatNo ratings yet
- Workshop Practice Series 14 Making Small Workshop Tools PDFDocument49 pagesWorkshop Practice Series 14 Making Small Workshop Tools PDFmac100% (1)
- CTS Turner 2017 PDFDocument74 pagesCTS Turner 2017 PDFgiti kalpiNo ratings yet
- Lisa Chain Mail BraceletDocument4 pagesLisa Chain Mail Braceletgirasolete100% (2)
- 10 Abrasive Machining ProcessesDocument0 pages10 Abrasive Machining ProcessesAmmar KhanNo ratings yet
- Unika Hole SawDocument21 pagesUnika Hole SawQin DieselNo ratings yet
- Sliding Headstock Type Automatic CNC LatheDocument12 pagesSliding Headstock Type Automatic CNC LatheNova TekNo ratings yet
- Manufacturing Technology Lab IDocument43 pagesManufacturing Technology Lab IMECHANICAL SMCETNo ratings yet
- 001 KMT Sys Eng2Document357 pages001 KMT Sys Eng2buckeyemarv967No ratings yet
- Instruction Manual TT1800SY PDFDocument244 pagesInstruction Manual TT1800SY PDFGriffin Armament SuppressorsNo ratings yet
- ME TECH - Types of Fabricated PartsDocument4 pagesME TECH - Types of Fabricated PartsRobertRoyImmanuelBat-ogNo ratings yet
- Report On Four Bar Mechanism of Sewing MachineDocument8 pagesReport On Four Bar Mechanism of Sewing MachineshazedislamNo ratings yet
- Unversal Power System Power of Modularity BrochureDocument8 pagesUnversal Power System Power of Modularity BrochureNavin JalwaniaNo ratings yet
- Review Exercises MCSHDocument182 pagesReview Exercises MCSHAnonymous xB4NcPYNo ratings yet
- Nikken NC Tooling System PDFDocument284 pagesNikken NC Tooling System PDFzulfikar zulfikarNo ratings yet
- Machining Operations and Machine Tools: JNTU WorldDocument18 pagesMachining Operations and Machine Tools: JNTU WorldSreedhar KummaraguntlaNo ratings yet
- Denford VR Turning Training GuideDocument23 pagesDenford VR Turning Training Guidemiguel187No ratings yet
- Catalog 2016-2017Document498 pagesCatalog 2016-2017catcutzuNo ratings yet
- 2 B.TECH EXPERIMENT'S SEM IV - Wire DrawingDocument3 pages2 B.TECH EXPERIMENT'S SEM IV - Wire DrawingNeelNo ratings yet
- Ed150 Eng Drifter Rev002-凿岩机Document52 pagesEd150 Eng Drifter Rev002-凿岩机jiaozhongxing100% (1)
- Designing and Fabrication of Multipurpose Tool Post For Lathe MachineDocument3 pagesDesigning and Fabrication of Multipurpose Tool Post For Lathe MachineRahul ShrivastavaNo ratings yet
- "Magnetic Abrasive Finishing Machine": A Project ReportDocument42 pages"Magnetic Abrasive Finishing Machine": A Project Reportvarun dhavanNo ratings yet
- Karl Suss BA6 Bond Aligner: Revision HistoryDocument7 pagesKarl Suss BA6 Bond Aligner: Revision HistoryMahmoud MusbahNo ratings yet
- 6260D-Service TEDocument5 pages6260D-Service TESuporteoft SuporteoftNo ratings yet
- (Ye22) Tooling System - 220330fDocument150 pages(Ye22) Tooling System - 220330fMariano MoralesNo ratings yet