
You might also like
- The Modern Bricklayer - A Practical Work on Bricklaying in all its Branches - Volume III: With Special Selections on Tiling and Slating, Specifications Estimating, EtcFrom EverandThe Modern Bricklayer - A Practical Work on Bricklaying in all its Branches - Volume III: With Special Selections on Tiling and Slating, Specifications Estimating, EtcRating: 5 out of 5 stars5/5 (1)
- Concrete Creep and Shrinkage EffectsDocument22 pagesConcrete Creep and Shrinkage EffectsNathanniel Pogado GonzalesNo ratings yet
- Concrete Cracks - Causes, Correcting & CoatingDocument14 pagesConcrete Cracks - Causes, Correcting & CoatingEric WeeNo ratings yet
- Crude Oil Pipeline CalculationDocument104 pagesCrude Oil Pipeline CalculationHendra Yudistira100% (3)
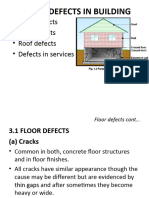
- Building defect diagnosis and remediesDocument29 pagesBuilding defect diagnosis and remediesShivam Aggarwal100% (2)
- How To Prevent CracksDocument8 pagesHow To Prevent CracksMadura JobsNo ratings yet
- WHAT Is Plastic Shrinkage CrackingDocument2 pagesWHAT Is Plastic Shrinkage CrackingMikel MenesesNo ratings yet
- Plastic Settlement Cracks in ConcreteDocument6 pagesPlastic Settlement Cracks in ConcreteJayamal InduruwaNo ratings yet
- Repair of Concrete CracksDocument7 pagesRepair of Concrete CracksYolanda Leah Urbano100% (2)
- Cracking Concrete SurfacesDocument2 pagesCracking Concrete SurfacesCivilEngClubNo ratings yet
- Secondary Checkpoint Science (1113) 2019Document120 pagesSecondary Checkpoint Science (1113) 2019wy chong67% (3)
- Concrete Cracking and Damage AssessmentDocument22 pagesConcrete Cracking and Damage AssessmentAshish SinghNo ratings yet
- Causes and Evaluation of Cracks in Concrete StructuresDocument5 pagesCauses and Evaluation of Cracks in Concrete StructuresInternational Jpurnal Of Technical Research And ApplicationsNo ratings yet
- Prevent Concrete Dusting with Proper Mix Design, Placement, Finishing & CuringDocument86 pagesPrevent Concrete Dusting with Proper Mix Design, Placement, Finishing & CuringHishmat Ezz AlarabNo ratings yet
- ME Lab 1 Exp 7 Bomb CalorimeterDocument18 pagesME Lab 1 Exp 7 Bomb CalorimeterJAMAL HALIBAYNo ratings yet
- Evaluating Cracking in ConcreteDocument7 pagesEvaluating Cracking in ConcreteEvello MercanoNo ratings yet
- Causes and Types of Shrinkage Cracks in ConcreteDocument3 pagesCauses and Types of Shrinkage Cracks in ConcreteJustin MusopoleNo ratings yet
- Agma 926-C99Document16 pagesAgma 926-C99Mehul Bansal100% (2)
- 13 Concrete Repairs 4CDocument17 pages13 Concrete Repairs 4CMina SaflorNo ratings yet
- Phonon VibrationsDocument12 pagesPhonon Vibrationspricil99No ratings yet
- Cracking in Concrete LR R14 PDFDocument10 pagesCracking in Concrete LR R14 PDFValentin VrabieNo ratings yet
- What, Why, How PDFDocument2 pagesWhat, Why, How PDFEnrique PasquelNo ratings yet
- Kittel Solutions AKDocument79 pagesKittel Solutions AKAra Martínez-Olguín100% (5)
- Types and Causes of Shrinkage Cracks in ConcreteDocument4 pagesTypes and Causes of Shrinkage Cracks in ConcreteAmjid AfridiNo ratings yet
- Topic 1 - Properties of ConcreteDocument13 pagesTopic 1 - Properties of ConcreteDilon FernandoNo ratings yet
- Ce 113 - Concrete Pavement Behavior and CharacteristicsDocument12 pagesCe 113 - Concrete Pavement Behavior and CharacteristicsJacob John100% (3)
- Dr. C. D. Modhera - Day 3 - Session 1Document93 pagesDr. C. D. Modhera - Day 3 - Session 1mbgfknjhgfNo ratings yet
- Self Healing Concrete PDFDocument26 pagesSelf Healing Concrete PDFthirumal100% (2)
- Shrinkage of ConcreteDocument16 pagesShrinkage of ConcreteMariwan Mir100% (1)
- 9501-PP-QA-009 Piping Leak Test Procedure R-0Document27 pages9501-PP-QA-009 Piping Leak Test Procedure R-0Josh RuddyNo ratings yet
- Failure in MaterialsDocument28 pagesFailure in MaterialsNafisa AnikaNo ratings yet
- Node-Design of Baseplate For ColumnsDocument7 pagesNode-Design of Baseplate For ColumnsTusharNo ratings yet
- Building Cracks-Causes and RemediesDocument9 pagesBuilding Cracks-Causes and Remediesvenkateswara rao pothinaNo ratings yet
- Cracks in ConcreteDocument47 pagesCracks in Concretepartha.bhattacharyaNo ratings yet
- UNDERSTANDING CONCRETE CRACKSDocument26 pagesUNDERSTANDING CONCRETE CRACKSdayoNo ratings yet
- Effects of Shrinkage On Concrete: I. Scope of ProjectDocument15 pagesEffects of Shrinkage On Concrete: I. Scope of ProjectSyed Arsalan AliNo ratings yet
- Cracks in Building mmbc8Document35 pagesCracks in Building mmbc8Anjali ShahNo ratings yet
- Time Dependent Deformation 1Document8 pagesTime Dependent Deformation 1Neil Myco Duterte SarsalejoNo ratings yet
- C BuildBlocks Anderson Sept151Document3 pagesC BuildBlocks Anderson Sept151Miguel Mu�Oz BlackNo ratings yet
- Deterioration of Concrete in Marine StructuresDocument11 pagesDeterioration of Concrete in Marine StructuresshehanNo ratings yet
- Iraq University College: What Type of Crack Happens in The BeamDocument9 pagesIraq University College: What Type of Crack Happens in The Beamعبدالهادي كاظم معله الخفاجيNo ratings yet
- Slab Surface Prevention Repair ADocument16 pagesSlab Surface Prevention Repair AMohamed AbdallahNo ratings yet
- Concrete Surface Preparation FactorsDocument11 pagesConcrete Surface Preparation FactorsNgô Trung NghĩaNo ratings yet
- 1.3 Defects in building-1Document88 pages1.3 Defects in building-1zodiackiller1960sNo ratings yet
- CIP 4 - How to Prevent Concrete CrackingDocument2 pagesCIP 4 - How to Prevent Concrete CrackingKhaleelNo ratings yet
- Construction Defects in ConcreteDocument13 pagesConstruction Defects in ConcreteManish KumarNo ratings yet
- Unit - Iii Distress Measurement & ControlDocument23 pagesUnit - Iii Distress Measurement & ControlramNo ratings yet
- Neglect of creep effect in prestressed concreteDocument68 pagesNeglect of creep effect in prestressed concreteDar NainaNo ratings yet
- BASF Schrinkage!!!Document7 pagesBASF Schrinkage!!!Данило ГадайчукNo ratings yet
- Types of cracks in concrete and their causesDocument2 pagesTypes of cracks in concrete and their causesdhan singhNo ratings yet
- Case Study - Lester Lazo (MSCE-SE)Document7 pagesCase Study - Lester Lazo (MSCE-SE)Lester LazoNo ratings yet
- Building Defect ReportDocument7 pagesBuilding Defect ReportSreejithNo ratings yet
- Cracks and Shrinkage On ConcreteDocument3 pagesCracks and Shrinkage On ConcreteCaryl Louise ObcianaNo ratings yet
- Errors in The Construction Site and How To Avoid ThemDocument6 pagesErrors in The Construction Site and How To Avoid ThemAriana CabellonNo ratings yet
- Study of Cracks in Buildings and Factors Causing ThemDocument15 pagesStudy of Cracks in Buildings and Factors Causing ThemPham SyNo ratings yet
- Dimensional Stability - Shrinkage: Figure 1. Relative Magnitudes of Different Types of ShrinkageDocument1 pageDimensional Stability - Shrinkage: Figure 1. Relative Magnitudes of Different Types of ShrinkageericNo ratings yet
- RC AssignmentDocument7 pagesRC AssignmentGrace BachoNo ratings yet
- Maintenance and Rehabilitation of StructuresDocument16 pagesMaintenance and Rehabilitation of StructuresVennmukhil TNo ratings yet
- Book PDFDocument60 pagesBook PDFSiva KrishnaNo ratings yet
- Hardened ConcreteDocument8 pagesHardened Concretefarah.No ratings yet
- Concrete Construction Article PDF - Cracks in StructuresDocument4 pagesConcrete Construction Article PDF - Cracks in StructuresprsscribdNo ratings yet
- Cracks R.C.C Eng - Bassem JemmoDocument97 pagesCracks R.C.C Eng - Bassem JemmoMohammed FlahaNo ratings yet
- Defects in ConcreteDocument62 pagesDefects in ConcreteKrishnan SubramaniamNo ratings yet
- Rrs Cracks in Concrete & Their PreventionDocument22 pagesRrs Cracks in Concrete & Their PreventionJaswant SharmaNo ratings yet
- Hardened ConcreteDocument22 pagesHardened ConcretePRATIBHA AGRAWALNo ratings yet
- Concrete Tech 1 Sample Questions AnsDocument18 pagesConcrete Tech 1 Sample Questions AnsJohn luckyNo ratings yet
- Hanson Uk Cracked ConcreteDocument1 pageHanson Uk Cracked ConcreteAhmed Daahir AdenNo ratings yet
- CrackingDocument2 pagesCrackingdeinaNo ratings yet
- ME 13 Lecture 03 PDFDocument11 pagesME 13 Lecture 03 PDFGenerale, Rey marck C.No ratings yet
- Business Grammar Builder Intermediate To Upper Int - 5ada31c07f8b9ad4148b45aaDocument14 pagesBusiness Grammar Builder Intermediate To Upper Int - 5ada31c07f8b9ad4148b45aaMarko MaticNo ratings yet
- Chapter 1 - Matter in Our SurroundingsDocument8 pagesChapter 1 - Matter in Our SurroundingsJitendra ChandelNo ratings yet
- Mechanical Waves NotesDocument36 pagesMechanical Waves NotesLàXsun ShrèsthàNo ratings yet
- H-Industrial Pumps Part 2Document28 pagesH-Industrial Pumps Part 2yerinNo ratings yet
- Modeling Biologics, Antibodies & ProteinsDocument2 pagesModeling Biologics, Antibodies & Proteinsthamizh555No ratings yet
- Aluminium vs. Upvc - Doc (An Intro of Reality)Document2 pagesAluminium vs. Upvc - Doc (An Intro of Reality)Harsh BhaiNo ratings yet
- 16940-Article Text-33365-2-10-20170823Document5 pages16940-Article Text-33365-2-10-20170823Veil DeniseNo ratings yet
- Mme 2203Document4 pagesMme 2203Zahida ParnisNo ratings yet
- ACI 318M-19 Exposure CategoriesDocument9 pagesACI 318M-19 Exposure CategoriesMohammed AminNo ratings yet
- Digital Brochure PDFDocument9 pagesDigital Brochure PDFimranNo ratings yet
- Estimation of Types of Alkalinity in Waste Water Sample AimDocument4 pagesEstimation of Types of Alkalinity in Waste Water Sample AimAbhishek PokaleNo ratings yet
- 02 Carrier Transport PhenomenaDocument28 pages02 Carrier Transport PhenomenaVikas PsNo ratings yet
- Setting Up A PCR LaboratoryDocument11 pagesSetting Up A PCR LaboratoryMet RizalNo ratings yet
- Interactive Textbook 5 PDF Elelments 3 1Document5 pagesInteractive Textbook 5 PDF Elelments 3 1api-240094705No ratings yet
- Lab 7 Chloride&ConductivityDocument8 pagesLab 7 Chloride&ConductivityBishal Bhari0% (1)
- Operation With Ceramic Membrane Filtration System For DWTP in JapanDocument6 pagesOperation With Ceramic Membrane Filtration System For DWTP in JapanmadithakNo ratings yet
- [Synthetic Metals 1985-oct vol. 11 iss. 6] Boehm, H.P._ Setton, R._ Stumpp, E. - Nomenclature and terminology of graphite intercalation compounds. Report by a subgroup of the international committee for charac (198Document9 pages[Synthetic Metals 1985-oct vol. 11 iss. 6] Boehm, H.P._ Setton, R._ Stumpp, E. - Nomenclature and terminology of graphite intercalation compounds. Report by a subgroup of the international committee for charac (198Ricardinho1987No ratings yet
- Reaction MechanismDocument19 pagesReaction Mechanismtapas kunduNo ratings yet
- No Ans Regular Assignment of Atomic Structure XI Chapter 2Document4 pagesNo Ans Regular Assignment of Atomic Structure XI Chapter 2manojwarlaniNo ratings yet
- LAB REPORT Buffer and PH ExperimentDocument19 pagesLAB REPORT Buffer and PH ExperimentFelix YeboahNo ratings yet



















































































![[Synthetic Metals 1985-oct vol. 11 iss. 6] Boehm, H.P._ Setton, R._ Stumpp, E. - Nomenclature and terminology of graphite intercalation compounds. Report by a subgroup of the international committee for charac (198](https://imgv2-1-f.scribdassets.com/img/document/613195716/149x198/cd1cc2775e/1710575975?v=1)


