You might also like
- Pte Academic Test Practice Repeat SentenceDocument3 pagesPte Academic Test Practice Repeat SentenceJackAziz100% (7)
- JZHC Technical Forum Propane Dehydrogenation Air Heater CustomerDocument28 pagesJZHC Technical Forum Propane Dehydrogenation Air Heater CustomerAlfonso BlancoNo ratings yet
- Function Description Specification CIP: Customer: Asia Pacific Breweries Ltd. Aurangabad. Project: Brew HouseDocument48 pagesFunction Description Specification CIP: Customer: Asia Pacific Breweries Ltd. Aurangabad. Project: Brew HouseShripadagouda GoudappagoudarNo ratings yet
- Business Model Canvas TemplateDocument5 pagesBusiness Model Canvas TemplateAsraihan Raihan100% (1)
- Brewery Wastewater TreatmentDocument7 pagesBrewery Wastewater TreatmentSithandiwe Sindiso MlalaziNo ratings yet
- Catalogo CerveceriasDocument20 pagesCatalogo CerveceriasPaulLimaNo ratings yet
- Design Sour Water Stripping Systems for Optimal Refinery OperationsDocument23 pagesDesign Sour Water Stripping Systems for Optimal Refinery Operationskishna009100% (2)
- 29421, ChevronDocument2 pages29421, ChevronjorgeNo ratings yet
- Design Sour Water Stripping Systems for RefineriesDocument23 pagesDesign Sour Water Stripping Systems for Refineriesmohsen ranjbarNo ratings yet
- 1036 Anti Pollution Purifying Shampoo China - 160p Cbs HP La 40 Lipid CDocument1 page1036 Anti Pollution Purifying Shampoo China - 160p Cbs HP La 40 Lipid CrezaNo ratings yet
- Design Sour Water Stripping Systems to Remove H2S & NH3Document23 pagesDesign Sour Water Stripping Systems to Remove H2S & NH3loie anthony nudaloNo ratings yet
- Anti-Pollution Purifying ShampooDocument1 pageAnti-Pollution Purifying ShampooAngelica Hurtado CollanteNo ratings yet
- H2SO4 Alkylation - Application NoteDocument2 pagesH2SO4 Alkylation - Application NoteFaten BhsNo ratings yet
- Design of Sour Water Stripping System: February 2009Document23 pagesDesign of Sour Water Stripping System: February 2009ririn dwi novitasariNo ratings yet
- 2007 Clearly Mild Body Wash (1200P, COAB, 1C, Lipid C)Document1 page2007 Clearly Mild Body Wash (1200P, COAB, 1C, Lipid C)Diana BlueseaNo ratings yet
- Georgia - Your Preferred Beverage PartnerDocument10 pagesGeorgia - Your Preferred Beverage PartnerashishNo ratings yet
- OMVE CF121 Bench-Top Carbo-FillDocument2 pagesOMVE CF121 Bench-Top Carbo-FillsambhavjoshiNo ratings yet
- Pharmaceutical Manufacturing: Filtration SolutionsDocument6 pagesPharmaceutical Manufacturing: Filtration SolutionsApril TejadaNo ratings yet
- Co 2 Recovery ProcessDocument5 pagesCo 2 Recovery ProcessAmal ..No ratings yet
- Brochure LP Low PAH Carbon Black SeriesDocument2 pagesBrochure LP Low PAH Carbon Black SeriesYusmawanGrahaNo ratings yet
- PolyaluminiuDocument2 pagesPolyaluminiuGUJJU WARRIORSNo ratings yet
- Production of Pharmaceutical Syrups: Solid Ingredients Dosing Systems Production TanksDocument2 pagesProduction of Pharmaceutical Syrups: Solid Ingredients Dosing Systems Production Tankshenrykayode4No ratings yet
- Processing Edible Oil Through RefiningDocument33 pagesProcessing Edible Oil Through RefiningSalihah AbdullahNo ratings yet
- Chapter 3 - Part 1 RefiningDocument46 pagesChapter 3 - Part 1 RefiningAzhan FikriNo ratings yet
- Parker domnick hunter Process Filtration SolutionsDocument30 pagesParker domnick hunter Process Filtration SolutionsAminur RahmanNo ratings yet
- Soft Drinks: Perry Equipment CorporationDocument2 pagesSoft Drinks: Perry Equipment CorporationZackNo ratings yet
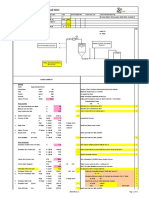
- PUMP DESIGN CALCULATIONDocument71 pagesPUMP DESIGN CALCULATIONPrasadNo ratings yet
- 2010 Soothing Baby Wash (EQ-18 at 25%, Lipid C)Document1 page2010 Soothing Baby Wash (EQ-18 at 25%, Lipid C)Diana BlueseaNo ratings yet
- Use of Process Analytics in Phthalic Anhydride-Production PlantsDocument4 pagesUse of Process Analytics in Phthalic Anhydride-Production PlantsESTEFANY DE LOS SANTOSNo ratings yet
- 28 - SB - Ballast Pumps - Liquid in CofferdamDocument4 pages28 - SB - Ballast Pumps - Liquid in CofferdamJagmohan SinghNo ratings yet
- 2009 High Foaming Mild Body Wash (160P, LMB, S1210P, LiquidDC, REACH)Document1 page2009 High Foaming Mild Body Wash (160P, LMB, S1210P, LiquidDC, REACH)Diana BlueseaNo ratings yet
- HD-Batch BME ModuleDocument2 pagesHD-Batch BME ModuleSergioNo ratings yet
- Uop Benfield Datasheet PDFDocument2 pagesUop Benfield Datasheet PDFArya YudistiraNo ratings yet
- Catalyst BrochureDocument20 pagesCatalyst Brochuredaraj darajNo ratings yet
- FLEXICOKING™ Technology For Resid UpgradingDocument27 pagesFLEXICOKING™ Technology For Resid UpgradingFernando CallNo ratings yet
- Haffmans C-Dgm/Isd Special: Cahaba Brewing CompanyDocument1 pageHaffmans C-Dgm/Isd Special: Cahaba Brewing Companybethel mekonnenNo ratings yet
- Identification SheetsDocument6 pagesIdentification SheetsIVANOV OSORIO ESTEBANNo ratings yet
- Chapter 3 - Part 1 RefiningDocument46 pagesChapter 3 - Part 1 RefiningesahNo ratings yet
- CBG Flow Chart & MachineryDocument4 pagesCBG Flow Chart & MachineryNikhil sakhareNo ratings yet
- The Brewing Process: Separation by Centrifuge, Decanter or Membrane Solution Aeropitch Dynapitch AerosetDocument1 pageThe Brewing Process: Separation by Centrifuge, Decanter or Membrane Solution Aeropitch Dynapitch Aerosetleon030888No ratings yet
- Overview KilangDocument6 pagesOverview KilangArShyhy Citcuit ArsyamaliaNo ratings yet
- Water treatment process for soft drinksDocument1 pageWater treatment process for soft drinksAhmad AfifNo ratings yet
- Natural Dishwashing Liquid - Colonial Chemical Inc US-Made ChemicalsDocument3 pagesNatural Dishwashing Liquid - Colonial Chemical Inc US-Made Chemicalsakartepe1999No ratings yet
- SlideDocument13 pagesSlideAisarya DasNo ratings yet
- TP UreaDocument7 pagesTP UreawaqasNo ratings yet
- In-Place Cleaning: M Walton, Society of Dairy Technology, Appleby in Westmorland, UKDocument3 pagesIn-Place Cleaning: M Walton, Society of Dairy Technology, Appleby in Westmorland, UKjesusbruzualNo ratings yet
- Brewing Capability Guide PDFDocument38 pagesBrewing Capability Guide PDFAminur RahmanNo ratings yet
- 06 OK - H2 Purification - ARPA-E Meeting - 1-12-2021Document9 pages06 OK - H2 Purification - ARPA-E Meeting - 1-12-2021Михаил ПолковниковNo ratings yet
- SWS Process Flow DiagramDocument1 pageSWS Process Flow DiagramNKNo ratings yet
- 60 BPMDocument8 pages60 BPMSathishNo ratings yet
- Determination of Acceptance Criteria For Cleaning Validation StudiesDocument5 pagesDetermination of Acceptance Criteria For Cleaning Validation Studiesapi-19716958100% (1)
- Internship Report - Harshita SethiDocument44 pagesInternship Report - Harshita Sethikhuranacommunication57No ratings yet
- Central Pulp & Paper Research Institute, Saharanpur, U.P.: A.K.Dixit, B.P.Thapliyal, R.K.Jain and R.M.MathurDocument33 pagesCentral Pulp & Paper Research Institute, Saharanpur, U.P.: A.K.Dixit, B.P.Thapliyal, R.K.Jain and R.M.MathurBipin ThapliyalNo ratings yet
- Contiflow enDocument19 pagesContiflow enMaxsilva85No ratings yet
- Sani-Pak Tds Rev 2Document2 pagesSani-Pak Tds Rev 2fivevirNo ratings yet
- Pushing Rapid Gravity Filtration Rates Into The 21st CenturyDocument40 pagesPushing Rapid Gravity Filtration Rates Into The 21st CenturyMi doremiNo ratings yet
- How To Setup An Industry 1700807923525 PDFDocument26 pagesHow To Setup An Industry 1700807923525 PDFEvarest ClimberNo ratings yet
- Gas Processing UnitsDocument5 pagesGas Processing UnitsBashirNo ratings yet
- 4039 Creamy Coco Hand Wash Coco 160ncDocument1 page4039 Creamy Coco Hand Wash Coco 160ncrezaNo ratings yet
- Hoshizaki IM-500SAA Icemaker Service ManualDocument39 pagesHoshizaki IM-500SAA Icemaker Service ManualBenjamin DoverNo ratings yet
- Combustion ChemistryDocument17 pagesCombustion Chemistryrajeev50588No ratings yet
- The Impact of COVID-19 On The Steel IndustryDocument25 pagesThe Impact of COVID-19 On The Steel IndustryAyesha KhalidNo ratings yet
- An Engineer's Guide To Designing With Precision Amplifiers: E-BookDocument60 pagesAn Engineer's Guide To Designing With Precision Amplifiers: E-BookIan ChegeNo ratings yet
- Saberry ® - Cosmeceutical Applications of SaberryDocument2 pagesSaberry ® - Cosmeceutical Applications of SaberryGopalaKrishnan SivaramanNo ratings yet
- CaracterizacióndeSalpicadurasSMAW Molleda 2007Document5 pagesCaracterizacióndeSalpicadurasSMAW Molleda 2007Tamara Maria Ortiz MendezNo ratings yet
- Module 5 HomeworkDocument4 pagesModule 5 HomeworkCj LinceNo ratings yet
- ESBG Financial Systems Difference EU-US PDFDocument12 pagesESBG Financial Systems Difference EU-US PDFDominiqueCarriouNo ratings yet
- Maruti Institute of Nursing, Itarsi: Maternal Nursing Child Health Nursing Medical Surgical Nursing Nursing FoundationDocument4 pagesMaruti Institute of Nursing, Itarsi: Maternal Nursing Child Health Nursing Medical Surgical Nursing Nursing FoundationHarshaNo ratings yet
- Is The Sustainable Development Goals (SDG) Index An Adequate Framework To Measure The Progress of The 2030 Agenda?Document9 pagesIs The Sustainable Development Goals (SDG) Index An Adequate Framework To Measure The Progress of The 2030 Agenda?hadi_friendNo ratings yet
- Human Ear and Role of Hearing in HCIDocument4 pagesHuman Ear and Role of Hearing in HCIrafia0% (1)
- Learn Meanings of 96 Difficult WordsDocument400 pagesLearn Meanings of 96 Difficult WordsVaishali Venkatesh PrasadNo ratings yet
- My Personal TimelineDocument4 pagesMy Personal TimelineJerlando M. Pojadas Jr.67% (3)
- On The Art of Fighting - A Humanist Translation of Fiore Dei Liberi's Flower of Battle Owned by Leonello D'EsteDocument37 pagesOn The Art of Fighting - A Humanist Translation of Fiore Dei Liberi's Flower of Battle Owned by Leonello D'EsteHunterSJNo ratings yet
- EMAG W01 RodHeatingDocument16 pagesEMAG W01 RodHeatingMiguel Ángel ArizaNo ratings yet
- The Science and Art of DSGE ModellingDocument9 pagesThe Science and Art of DSGE ModellingkeyyongparkNo ratings yet
- Kuruk Etra:: Dharma-K Etra Śalya-ParvaDocument1 pageKuruk Etra:: Dharma-K Etra Śalya-ParvaRavinder Khullar100% (1)
- CV of Dr. Mohammad TahirDocument12 pagesCV of Dr. Mohammad TahirMuhammad FayyazNo ratings yet
- ECMT1020 - Week 06 WorkshopDocument4 pagesECMT1020 - Week 06 Workshopperthwashington.j9t23No ratings yet
- Asme A112.4.14-2004 PDFDocument14 pagesAsme A112.4.14-2004 PDFAmer AmeryNo ratings yet
- Gabriel MarcelDocument6 pagesGabriel MarcelCeciBohoNo ratings yet
- Resume-Mariam Abdul AzizDocument2 pagesResume-Mariam Abdul Azizmaryam cookNo ratings yet
- Highway Planning EssentialsDocument106 pagesHighway Planning EssentialsKevin Salzal100% (1)
- AP - Quiz PDFDocument1 pageAP - Quiz PDFDymphna Ann CalumpianoNo ratings yet
- 7Document19 pages7Maria G. BernardinoNo ratings yet
- Vergara, Valerie G. Drug Study (Ma'Am Dean)Document3 pagesVergara, Valerie G. Drug Study (Ma'Am Dean)Valerie VergaraNo ratings yet
- PreceptronDocument17 pagesPreceptroneng_kmmNo ratings yet
- Quotation SS20230308 100KVAR APFC PANEL VIDHYA WIRESDocument4 pagesQuotation SS20230308 100KVAR APFC PANEL VIDHYA WIRESsunil halvadiyaNo ratings yet