You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Msds Stainless SteelDocument11 pagesMsds Stainless Steelrakesh marwahNo ratings yet
- Aga Report 8 2003Document219 pagesAga Report 8 2003AlexandreinspetorNo ratings yet
- Difference Between ECN, ECR, ECODocument3 pagesDifference Between ECN, ECR, ECOmkumarshahiNo ratings yet
- Cleaning Validation ProtocolDocument17 pagesCleaning Validation Protocolswathikotla92% (36)
- Demand Analysis AttractivenessDocument203 pagesDemand Analysis AttractivenessChen MenciasNo ratings yet
- En 10247-2007 Micrographic Examination of The Non-Metallic Inclusion ContentDocument84 pagesEn 10247-2007 Micrographic Examination of The Non-Metallic Inclusion Contentoslat100% (2)
- Lesson Plan Example: Science, Grade 5Document21 pagesLesson Plan Example: Science, Grade 5api-534834592No ratings yet
- AEP - PATH-LS-014 - General SpecificationDocument15 pagesAEP - PATH-LS-014 - General SpecificationAlexandreinspetorNo ratings yet
- PREFORMED - IS-1071-BZReport (Compressed) - PLPDocument49 pagesPREFORMED - IS-1071-BZReport (Compressed) - PLPAlexandreinspetorNo ratings yet
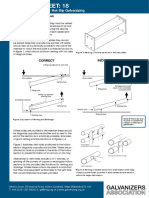
- HDG Datasheet 18 - Venting and Drainage For Hot Dip GalvanizingDocument4 pagesHDG Datasheet 18 - Venting and Drainage For Hot Dip GalvanizingAlexandreinspetorNo ratings yet
- Failure Analysis of Aluminum Cable Steel OkDocument20 pagesFailure Analysis of Aluminum Cable Steel OkAlexandreinspetorNo ratings yet
- Catálogo TrefitaDocument2 pagesCatálogo TrefitaAlexandreinspetorNo ratings yet
- g76 Capstan GripDocument4 pagesg76 Capstan GripAlexandreinspetorNo ratings yet
- TH243 DatasheetDocument2 pagesTH243 DatasheetAlexandreinspetorNo ratings yet
- Wedge Grips - Specification SheetDocument16 pagesWedge Grips - Specification SheetAlexandreinspetorNo ratings yet
- Instron TT-C 1055 Redesign For Tensile Testing Lab Use - The DesigDocument129 pagesInstron TT-C 1055 Redesign For Tensile Testing Lab Use - The DesigAlexandreinspetorNo ratings yet
- Daftar PustakaDocument4 pagesDaftar PustakaNadiah PutriNo ratings yet
- GEOSYNTHETICSDocument2 pagesGEOSYNTHETICSjoel lantongNo ratings yet
- Tittle Certification and Table of ContentsDocument13 pagesTittle Certification and Table of ContentsLouie-Al Vontroy BenitoNo ratings yet
- DLM PaqueteDocument37 pagesDLM PaqueteBASTI APNo ratings yet
- Systems of Inequalities Name: - Word Problems Integrated 1Document5 pagesSystems of Inequalities Name: - Word Problems Integrated 1Alexandra Nicole IsaacNo ratings yet
- English-8 WLL 2nd-QuarterDocument8 pagesEnglish-8 WLL 2nd-Quartersandy navergasNo ratings yet
- Table 1.0 Sieve Analysis Test Results: Weight 200 G Sample Description: Rajasekar Blue Metals (Plastering Sand)Document2 pagesTable 1.0 Sieve Analysis Test Results: Weight 200 G Sample Description: Rajasekar Blue Metals (Plastering Sand)Karthikeyan SnNo ratings yet
- Biomedical Technology: Health Care Science TechnologyDocument36 pagesBiomedical Technology: Health Care Science TechnologyWondwosen TadesseNo ratings yet
- Crucible: Data SheetDocument2 pagesCrucible: Data SheetLuis DiazNo ratings yet
- Chap002 - Competitivness, Strategy & ProductivityDocument76 pagesChap002 - Competitivness, Strategy & ProductivityMohamed GalbatNo ratings yet
- Cobra Operator Supervisor User ManualDocument152 pagesCobra Operator Supervisor User ManualSANDEEP KUMAR RayNo ratings yet
- LAM FAIR TemplateDocument12 pagesLAM FAIR TemplateKM MuiNo ratings yet
- Penipuan Penggunaan Alat Antigen Bekas (Studi Kasus Bandara Kualanamu, Medan-Sumut)Document7 pagesPenipuan Penggunaan Alat Antigen Bekas (Studi Kasus Bandara Kualanamu, Medan-Sumut)fikran hafizhNo ratings yet
- Physlight SlidesDocument118 pagesPhyslight SlidesRyan J JonesNo ratings yet
- Cpe104 Module 4 Learnercentered Pedagogy Continuation Final D e F2023Document41 pagesCpe104 Module 4 Learnercentered Pedagogy Continuation Final D e F2023angeljazzleidel.salongaNo ratings yet
- JBC-Article-Vol-35-Issue-2 5-Building Bridges With Kids Using Expressive Activities-LoweDocument17 pagesJBC-Article-Vol-35-Issue-2 5-Building Bridges With Kids Using Expressive Activities-LowetghsilvaNo ratings yet
- Transportation Model PGDM ModiDocument49 pagesTransportation Model PGDM ModigeordiejobNo ratings yet
- On Pro - A Powerful App For HDL Control SystemsDocument10 pagesOn Pro - A Powerful App For HDL Control SystemsRicardo GerdesNo ratings yet
- Assignment Pages 12Document7 pagesAssignment Pages 12Rheia TangonanNo ratings yet
- Mit PDFDocument115 pagesMit PDFsukanta60No ratings yet
- DLL - Science 5 - Q2 - W8Document8 pagesDLL - Science 5 - Q2 - W8Jamie CeaNo ratings yet
- Spherical Mirror ImagesDocument4 pagesSpherical Mirror ImagesD AngelaNo ratings yet
- A Level Chemistry Core Practical 13a Iodine-Propanone ReactionDocument5 pagesA Level Chemistry Core Practical 13a Iodine-Propanone ReactionreeNo ratings yet
- Beam FormulasDocument4 pagesBeam FormulasAelaizza Jane DumdumNo ratings yet