You might also like
- BPE Process Map - Matrix 05-23-07Document4 pagesBPE Process Map - Matrix 05-23-07Nikhilesh NaikNo ratings yet
- SM-G531M Esquematico Completo Anibal Garcia IrepairDocument7 pagesSM-G531M Esquematico Completo Anibal Garcia IrepairJuan David DelgadoNo ratings yet
- Pha4054902 02Document2 pagesPha4054902 02German BernalNo ratings yet
- Piezas de SWDocument49 pagesPiezas de SWRaúl Mercado MartínezNo ratings yet
- Z 4023285 30 102 1 30 - Rev2 - LBS2Document25 pagesZ 4023285 30 102 1 30 - Rev2 - LBS2Febrianto HermawanNo ratings yet
- Fire Suppression System Location Layout (List QTY) - ESS101Document10 pagesFire Suppression System Location Layout (List QTY) - ESS101sandeepNo ratings yet
- Pib22-073-Fagr - GRP04Document1 pagePib22-073-Fagr - GRP04fendri firstNo ratings yet
- LAG881PR10-Serenity MBDocument99 pagesLAG881PR10-Serenity MBsiddiqholmNo ratings yet
- X4029960-301 - Bus Riser+UTX - R01Document15 pagesX4029960-301 - Bus Riser+UTX - R01MUH ILHAM MARZUKINo ratings yet
- AJ Sai Clock Ver2-Layout1SketchyDocument1 pageAJ Sai Clock Ver2-Layout1Sketchynoonot126No ratings yet
- Stock Aco Lbs and CB - PLN Disjaya: Panel Note QTY 150 SETDocument7 pagesStock Aco Lbs and CB - PLN Disjaya: Panel Note QTY 150 SETRioNo ratings yet
- Company LogoDocument1 pageCompany LogoPaulo AraújoNo ratings yet
- Cubicle Pix GH PLTD Kairatu: Pt. Schneider IndonesiaDocument7 pagesCubicle Pix GH PLTD Kairatu: Pt. Schneider IndonesiaMUH ILHAM MARZUKINo ratings yet
- PVP2020-21043 Fatigue Benchmark ComparisonDocument10 pagesPVP2020-21043 Fatigue Benchmark Comparisonnahla0helmyNo ratings yet
- Bay Trafo - Po002-L301 - 00Document137 pagesBay Trafo - Po002-L301 - 00Fadly Fachrul RozyNo ratings yet
- 220kV Thaltej Substation 220 132 33kV, 250MVA ICT-2 HV (BAY-203) 203Document133 pages220kV Thaltej Substation 220 132 33kV, 250MVA ICT-2 HV (BAY-203) 203Ragul VNo ratings yet
- LA-B016P r1.0 2014Document56 pagesLA-B016P r1.0 2014Hai Trieu Dinh100% (1)
- Pareto Analysis What It IsDocument7 pagesPareto Analysis What It IsManjunath MNo ratings yet
- Pareto Analysis What It IsDocument7 pagesPareto Analysis What It Issudar1477No ratings yet
- SM-T285 Esquematico Completo Anibal Garcia IrepairDocument10 pagesSM-T285 Esquematico Completo Anibal Garcia IrepairJ Ignacio MartinezNo ratings yet
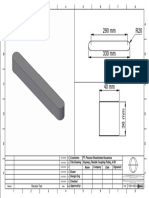
- Key Way - Flexible Coupling Pulley Ke Drive - H-D1-Template - A4 - LandscapeDocument1 pageKey Way - Flexible Coupling Pulley Ke Drive - H-D1-Template - A4 - LandscapeArief supriyatnoNo ratings yet
- SPS Ga of RTCC Panel (5021)Document1 pageSPS Ga of RTCC Panel (5021)Devi Prasad100% (2)
- 03 - Mux Gen 5 RTS - 20001-A Adaptor 15-20 SketchDocument1 page03 - Mux Gen 5 RTS - 20001-A Adaptor 15-20 SketchDaniel Paizante Silva de CarvalhoNo ratings yet
- Diagramas Boomer s2Document156 pagesDiagramas Boomer s2Sebastián Rojas Martínez100% (1)
- Measurement Protocol/ Quality Control Report Required: Date - 15.01.2024 Ver. - 01 Xometry EuropeDocument1 pageMeasurement Protocol/ Quality Control Report Required: Date - 15.01.2024 Ver. - 01 Xometry EuropemucahitkaraballNo ratings yet
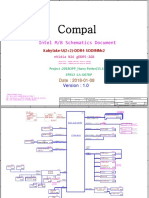
- Compal LA-G07EP Rev 1.0Document43 pagesCompal LA-G07EP Rev 1.0Alejandro clericoNo ratings yet
- ITP Format - Excel GEP 1120Document22 pagesITP Format - Excel GEP 1120raghuvarma100% (1)
- Elitegroup Computer Systems Elitegroup Computer Systems Elitegroup Computer SystemsDocument28 pagesElitegroup Computer Systems Elitegroup Computer Systems Elitegroup Computer SystemsMarceloNo ratings yet
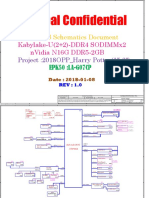
- Confidential For KS - DFB at 1024: Schematic DocumentDocument56 pagesConfidential For KS - DFB at 1024: Schematic Documentcompu centerNo ratings yet
- 220kV Thaltej Substation 220 132 33kV, 250MVA ICT-3 HV (BAY-206) 206Document134 pages220kV Thaltej Substation 220 132 33kV, 250MVA ICT-3 HV (BAY-206) 206Ragul VNo ratings yet
- Vehicles Specs - 5Document2 pagesVehicles Specs - 5Ahmed MostafaNo ratings yet
- Organizational APQP Responsibilities and Interfaces: ElementDocument2 pagesOrganizational APQP Responsibilities and Interfaces: ElementTutis05No ratings yet
- Epk50 La-G07cp (Rev 1.0) - PDFDocument43 pagesEpk50 La-G07cp (Rev 1.0) - PDFRody CaceresNo ratings yet
- Assem1: Item No. Part Number Description Qty. 1 1 2 1 3 1 4 1Document2 pagesAssem1: Item No. Part Number Description Qty. 1 1 2 1 3 1 4 1Qaz PlmNo ratings yet
- IndraDocument2 pagesIndravsv mnaNo ratings yet
- Carrier Month Planning - FormatDocument4 pagesCarrier Month Planning - Formatcalvin.bloodaxe4478No ratings yet
- Fmea Synthesis: Name FunctionDocument11 pagesFmea Synthesis: Name FunctionFida GhanmiNo ratings yet
- LTRO 1B Compressore Package Rental Project (Pipe Support Priority 1) Periode: 26 Februari 2021Document5 pagesLTRO 1B Compressore Package Rental Project (Pipe Support Priority 1) Periode: 26 Februari 2021HENRY HT VICNo ratings yet
- Remark: - See Flat Pattern From DXF File For Laser CuttingDocument1 pageRemark: - See Flat Pattern From DXF File For Laser CuttingSek PyroNo ratings yet
- Imp Ring Fire Pum No 3Document1 pageImp Ring Fire Pum No 3Ade ImanudinNo ratings yet
- 50 Kva DG GaDocument1 page50 Kva DG GaTiwari PradeepNo ratings yet
- Reference Documents:: 100 KBPD Topping Refinery, EbedDocument1 pageReference Documents:: 100 KBPD Topping Refinery, EbedGokulprabhuNo ratings yet
- Project Report: IT & IT Enabled UnitDocument58 pagesProject Report: IT & IT Enabled Unitdeshdeepak srivastavaNo ratings yet
- SM-P555 Esquematico Completo Anibal Garcia IrepairDocument11 pagesSM-P555 Esquematico Completo Anibal Garcia IrepairCris CellNo ratings yet
- Aida Cruises: AidaprimaDocument5 pagesAida Cruises: AidaprimaLaurentiu Dumitrache100% (1)
- Geovision PMP5597D DuoDocument16 pagesGeovision PMP5597D DuoOldman TestNo ratings yet
- AIDAPRIMA - Passenger (Cruise) Ship - IMO 9636955 - Technical Operating ManualDocument240 pagesAIDAPRIMA - Passenger (Cruise) Ship - IMO 9636955 - Technical Operating Manualseawolf50No ratings yet
- Rev. Change Description Date Drawn: Notes 1. MUST MEET DELTA SPEC. 10000-0162 2. Eltek P/N: N/A 3. Eltek Doc No. N/ADocument4 pagesRev. Change Description Date Drawn: Notes 1. MUST MEET DELTA SPEC. 10000-0162 2. Eltek P/N: N/A 3. Eltek Doc No. N/AIsac ClaroNo ratings yet
- Gde01 03 036 ADocument1 pageGde01 03 036 Aluca.laniNo ratings yet
- 6 Sigma SD Shaft Dia. VariationDocument32 pages6 Sigma SD Shaft Dia. Variationsageershaikh100% (1)
- Bakrie Autoparts: Assy ConveyorDocument11 pagesBakrie Autoparts: Assy ConveyorArviansyah AdhiNo ratings yet
- 522067-A-Main Buildig Elevation & Section R1 20.10.2023Document9 pages522067-A-Main Buildig Elevation & Section R1 20.10.2023monaliNo ratings yet
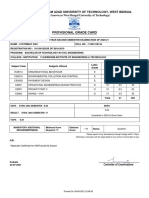
- Provisional Grade Card: Maulana Abul Kalam Azad University of Technology, West BengalDocument2 pagesProvisional Grade Card: Maulana Abul Kalam Azad University of Technology, West BengalJYOTIRMAY DASNo ratings yet
- Chapter 8 Supply Chain Design and Location PlanningDocument27 pagesChapter 8 Supply Chain Design and Location PlanningaxlbarrettphNo ratings yet
- Weekly Mold Progress Report 1Document1 pageWeekly Mold Progress Report 1Ka Wing LeeNo ratings yet
- Reporte Conta1Document1 pageReporte Conta1Lavado MiguelNo ratings yet
- X4029420-302 Outgoing SchneiderDocument34 pagesX4029420-302 Outgoing SchneiderGitaNo ratings yet
- Option 2Document2 pagesOption 2Chien Dang VanNo ratings yet
- Concrete Quality Control Plan SampleDocument28 pagesConcrete Quality Control Plan SampleaghamshahidNo ratings yet
- Pruksa Real Estate Public Company Limited Valuable Engineer TeamDocument73 pagesPruksa Real Estate Public Company Limited Valuable Engineer TeamFranklin Plinio Delgado ArenasNo ratings yet
- Six Sigma Project On Curing ProcessDocument13 pagesSix Sigma Project On Curing ProcessFranklin Plinio Delgado ArenasNo ratings yet
- Rejects Reduction in A Retail Bank Using Lean Six SigmaDocument14 pagesRejects Reduction in A Retail Bank Using Lean Six SigmaFranklin Plinio Delgado ArenasNo ratings yet
- Channel Tunnel Rail LinkDocument10 pagesChannel Tunnel Rail LinkFranklin Plinio Delgado ArenasNo ratings yet
- Service Quality Six Sigma Case StudyDocument7 pagesService Quality Six Sigma Case StudyFranklin Plinio Delgado ArenasNo ratings yet
- Caso Designing New Housing Al The University of MIamiDocument25 pagesCaso Designing New Housing Al The University of MIamiFranklin Plinio Delgado ArenasNo ratings yet
- Anheuser BuschDocument65 pagesAnheuser BuschFranklin Plinio Delgado ArenasNo ratings yet
- 263 804 1 PBDocument11 pages263 804 1 PBUmamageswari KumaresanNo ratings yet
- Questions For Pre-RetreatDocument7 pagesQuestions For Pre-RetreatNatalie BrownNo ratings yet
- 26208-Article Text-30589-1-10-20181210Document10 pages26208-Article Text-30589-1-10-20181210mrizzqi22No ratings yet
- Mechanical Summer Training Report NE Railway GorakhpurDocument51 pagesMechanical Summer Training Report NE Railway GorakhpurAbhi082576% (17)
- Computerized Accounting in Ghana The Shi PDFDocument8 pagesComputerized Accounting in Ghana The Shi PDFKhalid AhmedNo ratings yet
- Assignment - Entrepreneurial SkillsDocument2 pagesAssignment - Entrepreneurial SkillsGuruSeeker1150% (2)
- BSC Template: Instructions & CautionsDocument5 pagesBSC Template: Instructions & CautionsAllan VillagonzaloNo ratings yet
- Number of Posts: 3 Contract Type: Indefinite About Us: Forex DealerDocument2 pagesNumber of Posts: 3 Contract Type: Indefinite About Us: Forex DealerArmando GuerraNo ratings yet
- Payroll Canadian 1St Edition Dryden Test Bank Full Chapter PDFDocument37 pagesPayroll Canadian 1St Edition Dryden Test Bank Full Chapter PDFhebexuyenod8q100% (6)
- Natural D-to-Z Diamond ServicesDocument3 pagesNatural D-to-Z Diamond Servicesadzim zakariyaNo ratings yet
- Spa For PRC Id AuthorizationDocument2 pagesSpa For PRC Id AuthorizationJULEBIE LARIDE100% (1)
- Nota Kuliah (2) MAINTAIN QUALITY CONTROL (QC) SERVICED PRODUCTDocument14 pagesNota Kuliah (2) MAINTAIN QUALITY CONTROL (QC) SERVICED PRODUCTMohd HakimNo ratings yet
- Bullet Notes 9 - Other Percentage TaxDocument4 pagesBullet Notes 9 - Other Percentage TaxFlores Renato Jr. S.No ratings yet
- Fast Food Nation by Eric Schlosser - Discussion QuestionsDocument8 pagesFast Food Nation by Eric Schlosser - Discussion QuestionsHoughton Mifflin HarcourtNo ratings yet
- FX Training ManualDocument284 pagesFX Training ManualElputoAmo XDNo ratings yet
- Case Study Mango - QuestionDocument7 pagesCase Study Mango - QuestionVi Phạm Thị HàNo ratings yet
- Adobe Scan 21 Sep 2022Document2 pagesAdobe Scan 21 Sep 2022ACNo ratings yet
- Chapter 15Document34 pagesChapter 15IstikharohNo ratings yet
- TestDocument3 pagesTestDani VatsalNo ratings yet
- Shaik Saleem PMP® & PGMP®: Sr. Project'S (Portfolio) Control Manager / Senior Program ManagerDocument5 pagesShaik Saleem PMP® & PGMP®: Sr. Project'S (Portfolio) Control Manager / Senior Program ManagerShaik SaleemNo ratings yet
- Bititci, 1997 Integrated Performance PDFDocument13 pagesBititci, 1997 Integrated Performance PDFEdson KogachiNo ratings yet
- SamsungDocument2 pagesSamsungArshdeep SinghNo ratings yet
- Controversies in Digital EthicsDocument393 pagesControversies in Digital EthicsAlyssa Marie SantosNo ratings yet
- Accounting Chapter 1 QuestionsDocument5 pagesAccounting Chapter 1 Questionsjoe smithNo ratings yet
- Blockchain - The Solution For Enhancing Brands of Vietnamese Agricultural Products - WOWTRACE PDFDocument5 pagesBlockchain - The Solution For Enhancing Brands of Vietnamese Agricultural Products - WOWTRACE PDFjunemrsNo ratings yet
- Name Engineering Standard Number: Cummins Internal Use OnlyDocument9 pagesName Engineering Standard Number: Cummins Internal Use OnlypathinathanNo ratings yet
- Running Head: SEGMENT REPORTINGDocument6 pagesRunning Head: SEGMENT REPORTINGRajshekhar BoseNo ratings yet
- DAVID - Strategic Management - Concepts and Cases - A Competitive Advantage ApproachDocument12 pagesDAVID - Strategic Management - Concepts and Cases - A Competitive Advantage ApproachKhoerul NasyikinNo ratings yet
- 12-Project Procurement Management-2019!06!13 13-23-21Document79 pages12-Project Procurement Management-2019!06!13 13-23-21AhmadKkawaldeh100% (1)
- Mobile Virtual Network Operators in The Sultanate of OmanDocument9 pagesMobile Virtual Network Operators in The Sultanate of Omanknpsingh7092No ratings yet
- Project Proposal Under Waste Management Technology (WMT) ProgramDocument19 pagesProject Proposal Under Waste Management Technology (WMT) ProgramBollu SatyanarayanaNo ratings yet