You might also like
- Forgings PDFDocument23 pagesForgings PDFrrameshsmitNo ratings yet
- Forging and Its TypesDocument9 pagesForging and Its TypesHarinath GowdNo ratings yet
- Manufacturing Process - Module2.0Document33 pagesManufacturing Process - Module2.0Fiza KamaNo ratings yet
- Presses N Press Work 1Document15 pagesPresses N Press Work 1Sankalp BhatiyaNo ratings yet
- Gray Iron Foundries Produce High-Strength CastingsDocument20 pagesGray Iron Foundries Produce High-Strength Castingsbebe3838No ratings yet
- Agarwal Fastners Pvt. Ltd.Document1 pageAgarwal Fastners Pvt. Ltd.satyam nagaichNo ratings yet
- Examining Steel CastingsDocument3 pagesExamining Steel Castingskaruna346100% (1)
- Solidification of MetalsDocument13 pagesSolidification of MetalsDalitso TemboNo ratings yet
- SMS Casting BreakoutsDocument20 pagesSMS Casting BreakoutsShubham KaushikNo ratings yet
- Hot Rolled SlittingDocument4 pagesHot Rolled SlittingVikas SinghNo ratings yet
- Yield Improvement Steel Castings PDFDocument321 pagesYield Improvement Steel Castings PDFMy Dad My WorldNo ratings yet
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- AISI 1050 Steel, As RolledDocument2 pagesAISI 1050 Steel, As RolledCristobal Gutierrez CarrascoNo ratings yet
- Spread Calculation of Rod RollingDocument6 pagesSpread Calculation of Rod RollingSubrata ChakrabortyNo ratings yet
- Arc Gouging Process GuideDocument6 pagesArc Gouging Process GuideP Sandana NaraNo ratings yet
- TOOL AND DIE STEEL FinalDocument73 pagesTOOL AND DIE STEEL FinalSapan KansaraNo ratings yet
- LIBRO3Document43 pagesLIBRO3Camilo LacoutureNo ratings yet
- 87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFDocument10 pages87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFAmir JoonNo ratings yet
- Difference Between Forging and CastingDocument2 pagesDifference Between Forging and CastingMOHAMMAD ALINo ratings yet
- Indian Standard: Specification FOR Foundry Moulding Boxes of Steel Construction (Document13 pagesIndian Standard: Specification FOR Foundry Moulding Boxes of Steel Construction (Muthusamy Arumugam100% (1)
- Metal Forming ProcessDocument27 pagesMetal Forming ProcessEDI PUTRANo ratings yet
- Application Manual Chapter 6 - Feeding & GatingDocument148 pagesApplication Manual Chapter 6 - Feeding & GatingVishal MaliNo ratings yet
- Mechanical ForgingDocument17 pagesMechanical Forgingjjonesche2100% (1)
- Sintered Metal Bush ProductionDocument5 pagesSintered Metal Bush Production124swadeshiNo ratings yet
- PART 166 What Is Spot WeldingDocument4 pagesPART 166 What Is Spot Weldingravindra_jivaniNo ratings yet
- Final ReportDocument25 pagesFinal ReportAdil SaleemNo ratings yet
- Materials in Metal FormingDocument42 pagesMaterials in Metal Formingasif100% (1)
- Roll Forging Process Shapes Metal Parts Under Compressive ForcesDocument6 pagesRoll Forging Process Shapes Metal Parts Under Compressive ForcesSaptarshi SinhaNo ratings yet
- Diamond Like Amorphous Carbon PDFDocument153 pagesDiamond Like Amorphous Carbon PDFமாத்தி யோசிப்பேன்No ratings yet
- Clean Cast Steel Technology Improves QualityDocument61 pagesClean Cast Steel Technology Improves QualitySUNDRAMNAGANo ratings yet
- Wear Analysis of Hard Faced Agricultural Equipment - Doc FFDocument15 pagesWear Analysis of Hard Faced Agricultural Equipment - Doc FFSunil BasavarajuNo ratings yet
- Gating Ratio: Choke EffectDocument9 pagesGating Ratio: Choke EffectSiddhant SharmaNo ratings yet
- Three Grades of Rivets and Bolts Used in Building ConstructionDocument4 pagesThree Grades of Rivets and Bolts Used in Building ConstructiontheDLordP15No ratings yet
- 5-Hot Tear PDFDocument9 pages5-Hot Tear PDFPeeka Prabhakara RaoNo ratings yet
- Gear Cutting AttachmentDocument40 pagesGear Cutting AttachmentGoutham Reddy100% (1)
- Nano Coating For Cutting ToolDocument26 pagesNano Coating For Cutting Toolisirajudeen17100% (1)
- Rolling Process Explained: Hot vs Cold Rolling and UsesDocument3 pagesRolling Process Explained: Hot vs Cold Rolling and UsesMuhammad YasirNo ratings yet
- Steel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingDocument86 pagesSteel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingOtoniel Reyes Galay100% (1)
- Forming ProcessesDocument8 pagesForming ProcessesKishor PatilNo ratings yet
- Siavashi 12 PHDDocument231 pagesSiavashi 12 PHDVikash SinghNo ratings yet
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- METALWORKINGDocument23 pagesMETALWORKINGDr Rajamani R - PSGCTNo ratings yet
- TB Grinding EnglishDocument20 pagesTB Grinding EnglishVk PrabakranNo ratings yet
- 1 s2.0 S0143974X21002212 MainDocument14 pages1 s2.0 S0143974X21002212 MainRavi PadmanabhanNo ratings yet
- Feeding Risering For Steel Casting Design PDFDocument10 pagesFeeding Risering For Steel Casting Design PDFHusen TaufiqNo ratings yet
- Electroplating Handbook GuideDocument13 pagesElectroplating Handbook GuideAbeerNo ratings yet
- Ethiopian Technical University Metal Cutting AssignmentDocument25 pagesEthiopian Technical University Metal Cutting AssignmentBizuayehu Tadesse100% (1)
- Assignment 2Document1 pageAssignment 2Laura RobayoNo ratings yet
- Design of Porthole DiesDocument14 pagesDesign of Porthole DiesKhaledNo ratings yet
- Forging Rolling DefectsDocument14 pagesForging Rolling DefectsRavichandran GNo ratings yet
- Sheet FormingDocument18 pagesSheet FormingBachar FouadNo ratings yet
- Advantages of Rolled ThreadsDocument3 pagesAdvantages of Rolled ThreadsAndrew PeterNo ratings yet
- Color Metallurgy of Cast IronDocument13 pagesColor Metallurgy of Cast Ironmahmoud_allam3No ratings yet
- Training Report 1 JindalDocument22 pagesTraining Report 1 JindalPoonam vaishnavNo ratings yet
- Extrusión-Rolling and Forming ProcessDocument50 pagesExtrusión-Rolling and Forming Processquiron2010No ratings yet
- Sheet Metal Puching Metal FormingDocument27 pagesSheet Metal Puching Metal FormingTarundeep SinghNo ratings yet
- Cement Mill NotebookDocument32 pagesCement Mill NotebookNael92% (50)
- CH03. Sheet Metal ProcessesDocument73 pagesCH03. Sheet Metal ProcesseshizanorhudaNo ratings yet
- Cara Hitung Vib ScreenDocument15 pagesCara Hitung Vib ScreenhadiNo ratings yet
- Hairise Modular Belt in Tyre Industry1Document22 pagesHairise Modular Belt in Tyre Industry1hadiNo ratings yet
- UNICHAINkat2004 UsDocument125 pagesUNICHAINkat2004 UshadiNo ratings yet
- DSS - Daesung Switch CatalogDocument27 pagesDSS - Daesung Switch CataloghadiNo ratings yet
- HX SeparatorDocument3 pagesHX SeparatorhadiNo ratings yet
- Rotary Joint: Long Operational Life・Compact・Low TorqueDocument24 pagesRotary Joint: Long Operational Life・Compact・Low TorquehadiNo ratings yet
- Katalog Zuk enDocument32 pagesKatalog Zuk enhadiNo ratings yet
- Understanding Gasket Pressure RatingsDocument13 pagesUnderstanding Gasket Pressure RatingshadiNo ratings yet
- Daftar Harga Lengkap Atap Baja RinganDocument10 pagesDaftar Harga Lengkap Atap Baja RinganhadiNo ratings yet
- GASKETDocument30 pagesGASKEThadiNo ratings yet
- Grain Size Prediction in Hot Forging of A 20MnCr5 SteelDocument27 pagesGrain Size Prediction in Hot Forging of A 20MnCr5 SteelhadiNo ratings yet
- Calculation of time needed to mix liquids with pitch blade impellersDocument10 pagesCalculation of time needed to mix liquids with pitch blade impellershadiNo ratings yet
- BSP vs NPT: A guide to British Standard Pipe and National Pipe ThreadsDocument3 pagesBSP vs NPT: A guide to British Standard Pipe and National Pipe ThreadshadiNo ratings yet
- Grain Growth Behavior of AISI 422 SteelDocument18 pagesGrain Growth Behavior of AISI 422 SteelhadiNo ratings yet
- Deep DrawingDocument7 pagesDeep DrawinghadiNo ratings yet
- Design calculations for 11m span crane gantry girderDocument20 pagesDesign calculations for 11m span crane gantry girderkushaljp8989No ratings yet
- Metal FormingDocument40 pagesMetal Formingsreeeram100% (1)
- S1 2017 319520 BibliographyDocument2 pagesS1 2017 319520 BibliographyhadiNo ratings yet
- PTRC1 Web Page 14-12-17Document1 pagePTRC1 Web Page 14-12-17himanshu7197No ratings yet
- Fluid Power ComponentsDocument4 pagesFluid Power ComponentshadiNo ratings yet
- 820 - 5 - X - Sample Inspection Checklists PDFDocument6 pages820 - 5 - X - Sample Inspection Checklists PDFAek JayNo ratings yet
- BFPDocument44 pagesBFPAmitava PalNo ratings yet
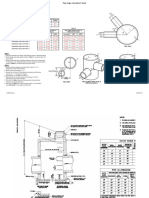
- Pipe Angle Calculation Sheet: Project: XL0000, Route / Project NameDocument4 pagesPipe Angle Calculation Sheet: Project: XL0000, Route / Project NameJas MerahNo ratings yet
- Pipe Angle Calculation Sheet: Project: XL0000, Route / Project NameDocument4 pagesPipe Angle Calculation Sheet: Project: XL0000, Route / Project NameJas MerahNo ratings yet
- Blower and Motor CalculationsDocument9 pagesBlower and Motor CalculationsChris LaytonNo ratings yet
- Fire Safety Equipment and PricesDocument60 pagesFire Safety Equipment and PriceshadiNo ratings yet
- Daftar Harga Lengkap Atap Baja RinganDocument10 pagesDaftar Harga Lengkap Atap Baja RinganhadiNo ratings yet
- Fire Safety Equipment and PricesDocument60 pagesFire Safety Equipment and PriceshadiNo ratings yet
- Design Multi Siklon: 114.3 Ds2 Diameter Minisiklon (M)Document10 pagesDesign Multi Siklon: 114.3 Ds2 Diameter Minisiklon (M)hadiNo ratings yet
- ARBURG Customer Service Contact List 2021Document2 pagesARBURG Customer Service Contact List 2021Moises GeberNo ratings yet
- Handout  - How To Stand Out From The CrowdDocument38 pagesHandout  - How To Stand Out From The CrowdSaquib Ul HaqueNo ratings yet
- AGRASOC ReviewerDocument30 pagesAGRASOC ReviewerSabrina YuNo ratings yet
- Internationalization CanvasDocument1 pageInternationalization CanvasRomulo Alexandre Soares - RASNo ratings yet
- MAS BackgroundDocument2 pagesMAS BackgroundJie FifieNo ratings yet
- FX Factsheet Leveraged Forward enDocument2 pagesFX Factsheet Leveraged Forward enPiyushKumarNo ratings yet
- Retainer Contract ServicesDocument2 pagesRetainer Contract ServicesAileen GaviolaNo ratings yet
- Contractor's taxable gross receipts include salaries, SSS contributionsDocument3 pagesContractor's taxable gross receipts include salaries, SSS contributionsSuzanne Pagaduan CruzNo ratings yet
- Financial assistance proposal for 108-acre farm projectDocument11 pagesFinancial assistance proposal for 108-acre farm projectDilip Devidas JoshiNo ratings yet
- CV of Asabea Tannor.Document2 pagesCV of Asabea Tannor.Naana TannorNo ratings yet
- Aws Qc5-91 - Standard For Certification of Welding EducatorsDocument12 pagesAws Qc5-91 - Standard For Certification of Welding Educatorscamelod555No ratings yet
- B.E - Spring Sem - 2019Document9 pagesB.E - Spring Sem - 2019Aritra MahatoNo ratings yet
- Dupont 5704 DielectricDocument2 pagesDupont 5704 DielectricdigiarkanandNo ratings yet
- Just Dial Limited Letter of OfferDocument68 pagesJust Dial Limited Letter of Offervarun_bhuNo ratings yet
- UBO - Lecture 03 - Mechanistic and Organic Forms of Organisational StructureDocument24 pagesUBO - Lecture 03 - Mechanistic and Organic Forms of Organisational StructureSerena AboNo ratings yet
- Iqcm 2019 PDFDocument151 pagesIqcm 2019 PDFshivam johri100% (1)
- Derivatives FundamentalsDocument1 pageDerivatives FundamentalsShailaja RaghavendraNo ratings yet
- Chap 123 AAADocument10 pagesChap 123 AAAHà Phương TrầnNo ratings yet
- Martin Pring On Market Momentum - IndicadoresDocument357 pagesMartin Pring On Market Momentum - IndicadoresÉdipo Henrique83% (6)
- Course Code Course Name Lecturer Assignment TitleDocument11 pagesCourse Code Course Name Lecturer Assignment TitleMuhd ArifNo ratings yet
- OST Report - Christ UniversityDocument44 pagesOST Report - Christ UniversityRNo ratings yet
- Pteroleum Economy Exercise - DepreciationDocument31 pagesPteroleum Economy Exercise - Depreciationshaziera omarNo ratings yet
- Faculty of Business and Management: Assignment/ Project Declaration FormDocument16 pagesFaculty of Business and Management: Assignment/ Project Declaration FormBukhari SuhaidinNo ratings yet
- Marketing Plan Final ReMarketing Plan of ACME Agrovet Beverage LTD PortDocument84 pagesMarketing Plan Final ReMarketing Plan of ACME Agrovet Beverage LTD PortNafiz FahimNo ratings yet
- Individual Assigment 1 - Enterpreneurship - Yosef Budiman - JB200230Document10 pagesIndividual Assigment 1 - Enterpreneurship - Yosef Budiman - JB200230Yosef Budiman yosefbudiman.2020No ratings yet
- Entrepreneurship Relevance to SHS StudentsDocument7 pagesEntrepreneurship Relevance to SHS StudentsAndrea Grace Bayot AdanaNo ratings yet
- Attendees discuss SEO strategies and tactics in online meetingDocument8 pagesAttendees discuss SEO strategies and tactics in online meetingCUSTOMER CARE ALIF PNLNo ratings yet
- Work: Waterproofing Works For The Proposed 'Residential & Commercial Complex at Mohili, Sakinaka Mumbai 400 072' ContractorDocument11 pagesWork: Waterproofing Works For The Proposed 'Residential & Commercial Complex at Mohili, Sakinaka Mumbai 400 072' ContractorShubham DubeyNo ratings yet
- Ez Mill: Low-Cost Portable Hammer Mill Helps Small FarmersDocument37 pagesEz Mill: Low-Cost Portable Hammer Mill Helps Small FarmersANIME CHANNo ratings yet
- E-Commerce Website Using MERN StackDocument5 pagesE-Commerce Website Using MERN StackIJRASETPublicationsNo ratings yet
- The Bible and the Qur'an: A Comparative StudyFrom EverandThe Bible and the Qur'an: A Comparative StudyRating: 5 out of 5 stars5/5 (8)
- Prey: Immigration, Islam, and the Erosion of Women's RightsFrom EverandPrey: Immigration, Islam, and the Erosion of Women's RightsRating: 4.5 out of 5 stars4.5/5 (14)
- Secrets of Divine Love: A Spiritual Journey into the Heart of IslamFrom EverandSecrets of Divine Love: A Spiritual Journey into the Heart of IslamRating: 5 out of 5 stars5/5 (116)
- Seeking Allah, Finding Jesus: Third Edition with Bonus Content, New ReflectionsFrom EverandSeeking Allah, Finding Jesus: Third Edition with Bonus Content, New ReflectionsRating: 5 out of 5 stars5/5 (1057)
- In the Shadow of the Sword: The Birth of Islam and the Rise of the Global Arab EmpireFrom EverandIn the Shadow of the Sword: The Birth of Islam and the Rise of the Global Arab EmpireRating: 4 out of 5 stars4/5 (137)
- Islamic History: A Very Short IntroductionFrom EverandIslamic History: A Very Short IntroductionRating: 4 out of 5 stars4/5 (81)
- Rumi's Little Book of Life: The Garden of the Soul, the Heart, and the SpiritFrom EverandRumi's Little Book of Life: The Garden of the Soul, the Heart, and the SpiritRating: 4.5 out of 5 stars4.5/5 (44)
- Stories of the Prophets of AllahFrom EverandStories of the Prophets of AllahRating: 4.5 out of 5 stars4.5/5 (4)
- The Gift of Rumi: Experiencing the Wisdom of the Sufi MasterFrom EverandThe Gift of Rumi: Experiencing the Wisdom of the Sufi MasterRating: 4.5 out of 5 stars4.5/5 (8)
- Unveiled: How the West Empowers Radical MuslimsFrom EverandUnveiled: How the West Empowers Radical MuslimsRating: 4.5 out of 5 stars4.5/5 (17)
- Sexual Ethics and Islam: Feminist Reflections on Qur'an, Hadith, and JurisprudenceFrom EverandSexual Ethics and Islam: Feminist Reflections on Qur'an, Hadith, and JurisprudenceRating: 4.5 out of 5 stars4.5/5 (8)
- The Sirah of the Prophet (pbuh): A Contemporary and Original AnalysisFrom EverandThe Sirah of the Prophet (pbuh): A Contemporary and Original AnalysisRating: 5 out of 5 stars5/5 (4)
- Philosophy in the Islamic World: A Very Short IntroductionFrom EverandPhilosophy in the Islamic World: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (2)
- The Complete Infidel's Guide to the KoranFrom EverandThe Complete Infidel's Guide to the KoranRating: 3.5 out of 5 stars3.5/5 (65)
- Morals and Manners in Islam: A Guide to Islamic AdabFrom EverandMorals and Manners in Islam: A Guide to Islamic AdabRating: 4.5 out of 5 stars4.5/5 (3)
- Fiqh Us Seerah: Understanding the Life of Prophet MuhammadFrom EverandFiqh Us Seerah: Understanding the Life of Prophet MuhammadRating: 5 out of 5 stars5/5 (9)
- No God but One: Allah or Jesus?: A Former Muslim Investigates the Evidence for Islam and ChristianityFrom EverandNo God but One: Allah or Jesus?: A Former Muslim Investigates the Evidence for Islam and ChristianityRating: 4.5 out of 5 stars4.5/5 (186)