You might also like
- GF - Installation Instructions For FlangesDocument6 pagesGF - Installation Instructions For FlangesHafiz KamalNo ratings yet
- Section 22 - Bilging: Similarity of High Block Coefficient Hull Forms To Box-Shaped VesselsDocument26 pagesSection 22 - Bilging: Similarity of High Block Coefficient Hull Forms To Box-Shaped Vesselsfaisal100% (1)
- Pipe GuideDocument231 pagesPipe GuidegeorgD2010100% (1)
- Advancement in Welding Technology and Materials Improving ProductivityDocument13 pagesAdvancement in Welding Technology and Materials Improving ProductivityJessica AyaoNo ratings yet
- Pipe Support TemplatesDocument31 pagesPipe Support TemplatesasdfdfNo ratings yet
- Flanges - Hydrostatic Test Pressure PDFDocument8 pagesFlanges - Hydrostatic Test Pressure PDFnoha azamaliNo ratings yet
- Work Instruction FOR: Tensile TestDocument4 pagesWork Instruction FOR: Tensile TestmahendraNo ratings yet
- Perfiles AceroDocument156 pagesPerfiles AceroJuan CastilloNo ratings yet
- Hydrostatic Test Pressure For Flanges PDFDocument2 pagesHydrostatic Test Pressure For Flanges PDFChegg ChemNo ratings yet
- Duplex Material PDFDocument4 pagesDuplex Material PDFmengelito almonteNo ratings yet
- Standards Scope PDFDocument6 pagesStandards Scope PDFaravindhcamNo ratings yet
- Code Construction: ASME B16.49 (Induction Bend) Outside Diameter O.D. (MM) Angle Bending Ø Tangent Length at Each End Wall Thickness (MM)Document4 pagesCode Construction: ASME B16.49 (Induction Bend) Outside Diameter O.D. (MM) Angle Bending Ø Tangent Length at Each End Wall Thickness (MM)Edwardhutauruk100% (1)
- Pipe Weight CalculatorDocument1 pagePipe Weight Calculatorkenho2No ratings yet
- Lethal ServiceDocument24 pagesLethal Servicewylie01No ratings yet
- UHV Chambers - BirnbaumDocument16 pagesUHV Chambers - Birnbaumpique86No ratings yet
- 1 s2.0 S092037961000092X Main PDFDocument6 pages1 s2.0 S092037961000092X Main PDFevo2005_2006No ratings yet
- Lpile Technical ManualDocument217 pagesLpile Technical ManualLuoYun100% (6)
- Go Back To Wilson Supply Gas - Welding Supplies Page: AWS Class Polarity DescriptionDocument2 pagesGo Back To Wilson Supply Gas - Welding Supplies Page: AWS Class Polarity DescriptionmohamedabubackerNo ratings yet
- Draft Appendix P - Hydrostatic Test PlanDocument10 pagesDraft Appendix P - Hydrostatic Test PlanTashrif YusufNo ratings yet
- Engineering All in OneDocument245 pagesEngineering All in OneozchrisNo ratings yet
- API - Introduction - StandardsDocument29 pagesAPI - Introduction - Standardsrafael0j0moreno0r100% (1)
- Articulated Trunnion in The RodDocument6 pagesArticulated Trunnion in The RodEng-CalculationsNo ratings yet
- Cylindrical ShellsDocument3 pagesCylindrical ShellsEng-CalculationsNo ratings yet
- Thermoplastic Support Catalog 1st Edition PDFDocument38 pagesThermoplastic Support Catalog 1st Edition PDFlaguna028No ratings yet
- Special Pipe SupportsDocument293 pagesSpecial Pipe Supportsbkm dizaynNo ratings yet
- UHV Standard ComponentsDocument101 pagesUHV Standard Componentschipulino100% (1)
- Orbu SPC 44 0 22Document98 pagesOrbu SPC 44 0 22geverett2765No ratings yet
- Conical ShellsDocument3 pagesConical ShellsEng-CalculationsNo ratings yet
- Examen VisualDocument1 pageExamen VisualJorge VeraNo ratings yet
- Report On Industrial Training AT Dee Piping Systems Prithla (Palwal)Document20 pagesReport On Industrial Training AT Dee Piping Systems Prithla (Palwal)Amit PatelNo ratings yet
- Content of Standard 4S-10.02: FRP Pressure Pipe, Fittings and FlangesDocument24 pagesContent of Standard 4S-10.02: FRP Pressure Pipe, Fittings and FlangesJuan Ayala ValdebenitoNo ratings yet
- DLP Science 8 Q1 W1Document12 pagesDLP Science 8 Q1 W1MYLENE B. ZABALLERONo ratings yet
- Science Quarter 4 ReviewerDocument8 pagesScience Quarter 4 Reviewercali anna75% (4)
- Piping Class - F1E0U2Document3 pagesPiping Class - F1E0U2AMBYNo ratings yet
- M-2006 Weld KGDocument8 pagesM-2006 Weld KGDinesh ShahNo ratings yet
- Flanges - Introduction: Flanges I Boltings I Gaskets I Flanged Fittings FlangesDocument6 pagesFlanges - Introduction: Flanges I Boltings I Gaskets I Flanged Fittings FlangesshyamNo ratings yet
- Metric Fine Screw Threads Taper Pipe ThreadsDocument1 pageMetric Fine Screw Threads Taper Pipe Threadsmanuelq9100% (1)
- Pipeline Analysis & Calculation Environment: Pipe SelectionDocument6 pagesPipeline Analysis & Calculation Environment: Pipe SelectionalvinchuanNo ratings yet
- Tn-38 Bolt Torque Flanged JointsDocument37 pagesTn-38 Bolt Torque Flanged Jointshufuents-1No ratings yet
- Ce0034-Wps PQR02 E7.62 P01 01 PDFDocument1 pageCe0034-Wps PQR02 E7.62 P01 01 PDFKhaled BouhlelNo ratings yet
- Erection Proc of FRPDocument10 pagesErection Proc of FRPHalim IrhamiNo ratings yet
- Tecnocentro Eng SRL - Minimum Distance Between Centre Pipes TableDocument1 pageTecnocentro Eng SRL - Minimum Distance Between Centre Pipes TableJhonny BNo ratings yet
- UntitledDocument108 pagesUntitledM-NCPPCNo ratings yet
- Calculo de Refuerzos Stub-OnDocument11 pagesCalculo de Refuerzos Stub-OnRoni Oscar Olaza OrtizNo ratings yet
- Ipex FlangeDocument1 pageIpex FlangeNabil RamehNo ratings yet
- Solid Wire On Cast Irons (MAG Welding) : Welding Consumables Sales Department Weldtech@hishiko - Co.jpDocument1 pageSolid Wire On Cast Irons (MAG Welding) : Welding Consumables Sales Department Weldtech@hishiko - Co.jpKamranEhsanNo ratings yet
- Praveen Piping Field ResumeDocument5 pagesPraveen Piping Field ResumeprvnpgNo ratings yet
- Asme B31.4 - Allow Stress Sa - Factor FDocument1 pageAsme B31.4 - Allow Stress Sa - Factor Fjoaquin torrano veraNo ratings yet
- Support Detail PDFDocument139 pagesSupport Detail PDFSumanNo ratings yet
- Saudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorDocument1 pageSaudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorSiddiqui Abdul Khaliq100% (1)
- 031 DG Pi05 0301 0Document28 pages031 DG Pi05 0301 0powerclean ctgNo ratings yet
- Catalogo Niple Swage 03Document1 pageCatalogo Niple Swage 03BuenDíaNo ratings yet
- API-1000-11 Rev 0Document3 pagesAPI-1000-11 Rev 0Mahesh MishraNo ratings yet
- Plaster Calculation V6Document34 pagesPlaster Calculation V6bedianchoiNo ratings yet
- Fiberstrong Wavistrong: Flange GuideDocument1 pageFiberstrong Wavistrong: Flange Guidesiva8000No ratings yet
- Metal Chemical CompositionDocument1 pageMetal Chemical CompositionprathmeshNo ratings yet
- NDT Request Form (Piping) : Wara Pressure Maintenance ProjectDocument7 pagesNDT Request Form (Piping) : Wara Pressure Maintenance ProjectVimin PrakashNo ratings yet
- Aws Classificati v991NDocument1 pageAws Classificati v991NMax RosasNo ratings yet
- Excel Project Schedule Template: Mar-30 Apr-6 Apr-13 Apr-20 Apr-27 May-4 May-11 26-Mar-2018 (Monday) 1Document3 pagesExcel Project Schedule Template: Mar-30 Apr-6 Apr-13 Apr-20 Apr-27 May-4 May-11 26-Mar-2018 (Monday) 1Mary Rose MejillanoNo ratings yet
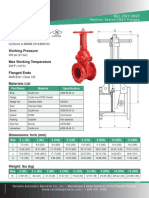
- OS&Y Gate Valve PDFDocument1 pageOS&Y Gate Valve PDFAhmed Mohamed Abd Elhakam100% (1)
- Contents Dossier Painting of PipesDocument1 pageContents Dossier Painting of PipesDemetrio RodriguezNo ratings yet
- PipeClass NG 11.08.09 PDFDocument138 pagesPipeClass NG 11.08.09 PDFbadelitamariusNo ratings yet
- 3 Week Look AheadDocument4 pages3 Week Look AheadThanasak PromsarnNo ratings yet
- Installing Plastic Pipes: Butt Fusion Welding of PolypropyleneDocument6 pagesInstalling Plastic Pipes: Butt Fusion Welding of Polypropylenecrys suryo prayogoNo ratings yet
- MOS - Pipe Pressure TestDocument6 pagesMOS - Pipe Pressure TestKAY UNANo ratings yet
- Method Statement For HoistingDocument5 pagesMethod Statement For HoistingKAY UNANo ratings yet
- Handling Manual For Rubber JointDocument5 pagesHandling Manual For Rubber JointKAY UNANo ratings yet
- MOS-Fabrication of GEX StackDocument3 pagesMOS-Fabrication of GEX StackKAY UNANo ratings yet
- PVAC Tie in Method of StatementDocument8 pagesPVAC Tie in Method of StatementKAY UNANo ratings yet
- HT MOS Chilled Water LineDocument2 pagesHT MOS Chilled Water LineKAY UNANo ratings yet
- Electric Circuits 10th Edition Nilsson Solutions ManualDocument37 pagesElectric Circuits 10th Edition Nilsson Solutions ManualVernon Hilton100% (36)
- Module IIDocument226 pagesModule IIriyasNo ratings yet
- D8R TRACK-TYPE TRACTOR 9EM00001-UP (MACHINE) POWERED BY 3406C Engine (SEBP2536Document3 pagesD8R TRACK-TYPE TRACTOR 9EM00001-UP (MACHINE) POWERED BY 3406C Engine (SEBP2536Miguel Angel Garrido CardenasNo ratings yet
- VF MicroVLT DanfossDocument102 pagesVF MicroVLT DanfossJose Arley Gil Machado100% (1)
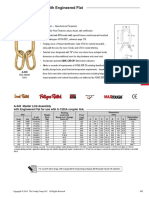
- Master Link A345Document1 pageMaster Link A345Hunnymijie NorNo ratings yet
- UntitledDocument307 pagesUntitledkevinchu021195No ratings yet
- Putting Energy To WorkDocument1 pagePutting Energy To WorkMicah KlugNo ratings yet
- Aeroelastic AnalysisDocument108 pagesAeroelastic AnalysisSunil Mike VictorNo ratings yet
- Methodology - Reinforcement - R2Document39 pagesMethodology - Reinforcement - R2seshadri buttappaNo ratings yet
- Appendix 1 PHY094 - QuizDocument2 pagesAppendix 1 PHY094 - QuizAMIRUL HAFEEZ YUSNAZERYNo ratings yet
- GTP and Tech Spec of Polymer Disc Insulator 979Document21 pagesGTP and Tech Spec of Polymer Disc Insulator 979Sourav RanaNo ratings yet
- Nuclear Chemistry and Radioactivity: Stable ParticlesDocument48 pagesNuclear Chemistry and Radioactivity: Stable ParticlesAdityaNo ratings yet
- Steam Turbine Working and TypesDocument1 pageSteam Turbine Working and Typesbekaen bekaenNo ratings yet
- Doesthe Sun Transfer Heat Science Experiment Adobe ReaderDocument3 pagesDoesthe Sun Transfer Heat Science Experiment Adobe ReaderSurbhi MainiNo ratings yet
- Experiment No.: 06 Name of The Experiment: Implementation of Envelope Detection of AM Signal Using MATLAB Coding and Simulink Model ObjectiveDocument6 pagesExperiment No.: 06 Name of The Experiment: Implementation of Envelope Detection of AM Signal Using MATLAB Coding and Simulink Model ObjectiveAshikul islam shiponNo ratings yet
- Mindtap General Chemistry 4 Terms 24 Months Instant Access 1st Edition Vining Test BankDocument32 pagesMindtap General Chemistry 4 Terms 24 Months Instant Access 1st Edition Vining Test Bankarthrosisretake8hro100% (32)
- Hcd-Grx90Av/Rxd10Av: Service ManualDocument74 pagesHcd-Grx90Av/Rxd10Av: Service ManualpanmihNo ratings yet
- Required Practical - Young's Slit Experiment & Diffraction GratingsDocument31 pagesRequired Practical - Young's Slit Experiment & Diffraction GratingsrizwanNo ratings yet
- Rate of Penetration Vs Chip Down HoleDocument3 pagesRate of Penetration Vs Chip Down Holemohd isham shahril bin ismailNo ratings yet
- A DC-DC Converter With High Voltage Gain and Two Input Boost StagesDocument11 pagesA DC-DC Converter With High Voltage Gain and Two Input Boost StagesNaveen Kumar PNo ratings yet
- 24.12.2022 - Ball Swinging While Hung From A Moving TrollyDocument2 pages24.12.2022 - Ball Swinging While Hung From A Moving TrollyMohammad amin qasemiNo ratings yet
- Compound Stress and Strain Part 1Document8 pagesCompound Stress and Strain Part 1shweta_7705870% (1)
- CIE PhysicsDocument14 pagesCIE PhysicsengrroyNo ratings yet
- Chapter 2 - Law of MechanicsDocument20 pagesChapter 2 - Law of MechanicssanthiyaperemelNo ratings yet
- Action Plan RDSS Bantwal DivnDocument341 pagesAction Plan RDSS Bantwal DivnRamadevi DNo ratings yet
- 28 Mole ConversionsDocument14 pages28 Mole ConversionsCarmina TanNo ratings yet