You might also like
- Steel Production Process at SMS-IIDocument22 pagesSteel Production Process at SMS-IIRahul PandeyNo ratings yet
- RollingDocument24 pagesRollingFasil ParuvanathNo ratings yet
- Stretched Reduced PipeDocument5 pagesStretched Reduced PipeTJNo ratings yet
- Optimization of Cold Rolling Mill ParameDocument6 pagesOptimization of Cold Rolling Mill Paramevo thanh lam100% (1)
- PB Alumec EnglishDocument12 pagesPB Alumec EnglishByron RodriguezNo ratings yet
- Mechanised Tig Welding Gives Consistent Bead Geometry A Case Study 1439231303Document5 pagesMechanised Tig Welding Gives Consistent Bead Geometry A Case Study 1439231303A K SinghNo ratings yet
- Pre-Finishing Mill Modernization On The Sterling Steel Rod MillDocument12 pagesPre-Finishing Mill Modernization On The Sterling Steel Rod MillKhang 4444No ratings yet
- Processes Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringDocument29 pagesProcesses Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringSudeepHandikherkarNo ratings yet
- 8.1375E Wire Rod and BarDocument40 pages8.1375E Wire Rod and BarandreilocNo ratings yet
- 8.1375E Wire Rod and BarDocument0 pages8.1375E Wire Rod and BarSOUMENNo ratings yet
- Important Aspects of Rolling of Hot Rolled Coil in Hot Strip Mill - IspatGuruDocument7 pagesImportant Aspects of Rolling of Hot Rolled Coil in Hot Strip Mill - IspatGuruBoban RajkovicNo ratings yet
- Improving The Quality of The Machining Process Through New TechnologiesDocument4 pagesImproving The Quality of The Machining Process Through New TechnologiesKaitlynNo ratings yet
- New Rolling Method of Reversing Cold Rolling MillDocument10 pagesNew Rolling Method of Reversing Cold Rolling MillVikas SharmaNo ratings yet
- Gear Reducers: Design Notes For Course Project On Gear Reducer DesignDocument60 pagesGear Reducers: Design Notes For Course Project On Gear Reducer DesignronkabtNo ratings yet
- Experimental Comparison of The Flow Rate and Cooling Performance of Internal Cooling Channels Fabricated Via Selective Laser Melting and Conventional Drilling ProcessDocument11 pagesExperimental Comparison of The Flow Rate and Cooling Performance of Internal Cooling Channels Fabricated Via Selective Laser Melting and Conventional Drilling ProcessjNo ratings yet
- Aluminium CastingDocument11 pagesAluminium CastingArjun SharmaNo ratings yet
- High-Speed Sheet Metal WeldingDocument14 pagesHigh-Speed Sheet Metal WeldingJose JuanNo ratings yet
- Non-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationDocument12 pagesNon-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationAli RayyaNo ratings yet
- Am ItDocument27 pagesAm Itakalbhor90No ratings yet
- Design and Analysis of Connecting Rod With Catia & Ansys SoftwareDocument27 pagesDesign and Analysis of Connecting Rod With Catia & Ansys Softwaresatwik reddyNo ratings yet
- What Exactly is Rolling? The Process and Key FactsDocument39 pagesWhat Exactly is Rolling? The Process and Key FactsAshish12312No ratings yet
- A Liated Company of Sumitomo Heavy Industries, LTDDocument28 pagesA Liated Company of Sumitomo Heavy Industries, LTDBuciu Ioan BogdanNo ratings yet
- HSMM Overview Rel 2 0Document29 pagesHSMM Overview Rel 2 0Satpal SinghNo ratings yet
- Training Report - 1466958477542Document24 pagesTraining Report - 1466958477542Anuj JainNo ratings yet
- Imp Die ArticlesDocument64 pagesImp Die ArticlesprabhuNo ratings yet
- Development of Modern Hot Strip Mill and Its Main FeaturesDocument16 pagesDevelopment of Modern Hot Strip Mill and Its Main Featuresrocky mishraNo ratings yet
- Franz Holy on the Evolution of Wide Strip Mills and the Future of Steel ProductionDocument36 pagesFranz Holy on the Evolution of Wide Strip Mills and the Future of Steel ProductionprasenjitsayantanNo ratings yet
- FORGINGDocument55 pagesFORGINGhadiNo ratings yet
- NUCOR Paper-Round CasterDocument4 pagesNUCOR Paper-Round CasterJackthejackNo ratings yet
- ATL Kurzinfo Walzenschleifen EN RZ Final KomprimiertDocument4 pagesATL Kurzinfo Walzenschleifen EN RZ Final KomprimiertS.S.S. CLASSESNo ratings yet
- Railway wheels and tyres production guideDocument12 pagesRailway wheels and tyres production guideEl BaranNo ratings yet
- Extrusión-Rolling and Forming ProcessDocument50 pagesExtrusión-Rolling and Forming Processquiron2010No ratings yet
- Cold Rolling Mill For Aluminium Sheet: Dr. P. Mallesham, V.V. Ram BabuDocument5 pagesCold Rolling Mill For Aluminium Sheet: Dr. P. Mallesham, V.V. Ram BabuerpublicationNo ratings yet
- Rebar GradesDocument4 pagesRebar GradesGelbert Silot95% (19)
- AC 800PEC StudyDocument40 pagesAC 800PEC StudyAnonymous KFOfMbNANo ratings yet
- Alu ENDocument44 pagesAlu ENlelixNo ratings yet
- Mill ExtractionDocument10 pagesMill ExtractionBahtiar Yudhistira100% (1)
- Design of Liner Puller PresentationDocument29 pagesDesign of Liner Puller PresentationKirubel MogesNo ratings yet
- Cold Rolled Steel StripDocument40 pagesCold Rolled Steel StripshelarsanjayNo ratings yet
- Diagramas de EllinghamDocument6 pagesDiagramas de EllinghamrocktallicaNo ratings yet
- Accouplement MecDocument19 pagesAccouplement MecAli Ben Belgacem MahroukNo ratings yet
- CIGWELD DEPOSITION DATADocument7 pagesCIGWELD DEPOSITION DATAgitaNo ratings yet
- Alumec PDFDocument7 pagesAlumec PDFetamil87No ratings yet
- Cement Mill NotebookDocument32 pagesCement Mill NotebookNael92% (50)
- Rigid Flange Coupling Design & AnalysisDocument8 pagesRigid Flange Coupling Design & AnalysisAbhishek ChauhanNo ratings yet
- Worm Gear Sets enDocument30 pagesWorm Gear Sets enDimas Dwi HNo ratings yet
- HSM-EFFECTIVE MODERN CUTTINGDocument8 pagesHSM-EFFECTIVE MODERN CUTTINGVignesh WaranNo ratings yet
- Superior Performance Through Innovative Technology - VEGA IndustriesDocument72 pagesSuperior Performance Through Innovative Technology - VEGA IndustriesNael50% (2)
- Manufacturing of Automobile Wheel Rims: ME2030-Manufacturing Science-1 SeminarDocument18 pagesManufacturing of Automobile Wheel Rims: ME2030-Manufacturing Science-1 SeminarRonak100% (1)
- 25 KW - 15 KRPM - 6-4 PMSM - Optimal Design and Torque Pulsation Reduction Via FEM - A Doua Varianta BunaDocument8 pages25 KW - 15 KRPM - 6-4 PMSM - Optimal Design and Torque Pulsation Reduction Via FEM - A Doua Varianta Bunavladuzzu_007No ratings yet
- Catalogue of Plates NewDocument36 pagesCatalogue of Plates NewCarlo Ulises Conteras Siuentes0% (1)
- Experience With Large, High-Speed Load Gears: Erwin Dehner and Francois WeberDocument11 pagesExperience With Large, High-Speed Load Gears: Erwin Dehner and Francois WeberHernan GirautNo ratings yet
- 111 1400 Simon Black Jaguar Land RoverDocument29 pages111 1400 Simon Black Jaguar Land RoverseehariNo ratings yet
- MMC 1Document16 pagesMMC 1Manjunath ShettarNo ratings yet
- Drop Forging, Die Sinking and Machine Forming of Steel - Modern Shop Practice, Processes, Methods, Machines, Tools and DetailsFrom EverandDrop Forging, Die Sinking and Machine Forming of Steel - Modern Shop Practice, Processes, Methods, Machines, Tools and DetailsRating: 5 out of 5 stars5/5 (1)
- Machine Design Elements and AssembliesFrom EverandMachine Design Elements and AssembliesRating: 3.5 out of 5 stars3.5/5 (2)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Medium Frequency Coreless Induction Furnaces MFTDocument16 pagesMedium Frequency Coreless Induction Furnaces MFTCem AlpaslanNo ratings yet
- Sinamics g120 Training Booklet enDocument76 pagesSinamics g120 Training Booklet enCem AlpaslanNo ratings yet
- 13T EfficientDocument9 pages13T EfficientCem AlpaslanNo ratings yet
- SC02 Introduction 1Document7 pagesSC02 Introduction 1Cem AlpaslanNo ratings yet
- Weidmuller Analog Signal ConditionersDocument65 pagesWeidmuller Analog Signal ConditionersCem AlpaslanNo ratings yet
- Hot Metal Handling Equipment CarDocument4 pagesHot Metal Handling Equipment CarCem AlpaslanNo ratings yet
- Improving Induction Furnace Efficiency and Output Using Six Sigma DMAICDocument81 pagesImproving Induction Furnace Efficiency and Output Using Six Sigma DMAICCem AlpaslanNo ratings yet
- GA1000 Series User Manual v1Document132 pagesGA1000 Series User Manual v1Cem AlpaslanNo ratings yet
- Induction Furnace HandbookDocument163 pagesInduction Furnace HandbookRaja Bharath Donthi0% (1)
- 45PLCTSXPL7Document231 pages45PLCTSXPL7bagopercyNo ratings yet
- Comprehensive Industry Document On Electric Arc FurnacesDocument94 pagesComprehensive Industry Document On Electric Arc FurnacesCem AlpaslanNo ratings yet
- COP16 Issue 03Document7 pagesCOP16 Issue 03Cem AlpaslanNo ratings yet
- MiCOM P532 Modular Line Differential Protection and Bay Control Unit MICSDocument68 pagesMiCOM P532 Modular Line Differential Protection and Bay Control Unit MICSCem AlpaslanNo ratings yet
- 1113 JenaDocument6 pages1113 JenaCem AlpaslanNo ratings yet
- Advances in SX Superalloys ParsonsGlascow07 Wahl HarrisDocument11 pagesAdvances in SX Superalloys ParsonsGlascow07 Wahl HarrisCem AlpaslanNo ratings yet
- 20 F.Donsbach - 1875390212Document10 pages20 F.Donsbach - 1875390212Cem AlpaslanNo ratings yet
- PDFDocument28 pagesPDFCem AlpaslanNo ratings yet
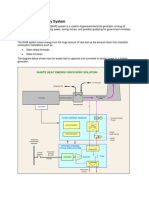
- Waste Heat Recovery 1311947494Document2 pagesWaste Heat Recovery 1311947494Cem AlpaslanNo ratings yet
- 07 Photodiodes 2015Document14 pages07 Photodiodes 2015Cem AlpaslanNo ratings yet
- Water Management Position Paper 2015Document6 pagesWater Management Position Paper 2015Cem AlpaslanNo ratings yet
- Datasheet VLF Meter IDR200Document1 pageDatasheet VLF Meter IDR200Cem AlpaslanNo ratings yet
- Sintering Pellet Is Ing Indian Iron OreDocument29 pagesSintering Pellet Is Ing Indian Iron OreAmit Shankar ChoudharyNo ratings yet
- Exposure of Workers To Electromagnetic Fields A Review of Open Questions On Exposure Assessment TechniquesDocument32 pagesExposure of Workers To Electromagnetic Fields A Review of Open Questions On Exposure Assessment TechniquesCem AlpaslanNo ratings yet
- Energy Efficiency in Steel Rerolling MillsDocument45 pagesEnergy Efficiency in Steel Rerolling MillsArpit100% (2)
- Document STULZ Direct Free Cooling DFC2 Brochure 0111 enDocument10 pagesDocument STULZ Direct Free Cooling DFC2 Brochure 0111 enCem Alpaslan100% (1)
- 24 Energy Management-From The Crucible Furnace To The Brainpool BU 02 2013 GBDocument6 pages24 Energy Management-From The Crucible Furnace To The Brainpool BU 02 2013 GBCem AlpaslanNo ratings yet
- ABB TechnicalGuide 8Document32 pagesABB TechnicalGuide 8eng_mhassan1No ratings yet
- Finned Tube Heat ExchangerDocument3 pagesFinned Tube Heat ExchangerShreya Sahajpal KaushalNo ratings yet
- Application of Particle Image Velocimetry To Investigate Pile-Soil Interaction Behaviour - Civil Engineering Project TopicsDocument4 pagesApplication of Particle Image Velocimetry To Investigate Pile-Soil Interaction Behaviour - Civil Engineering Project TopicsMohammad Imad Shahid KhanNo ratings yet
- Carbohydrate Polymers: A A B CDocument12 pagesCarbohydrate Polymers: A A B CEstudiante2346No ratings yet
- Engineering MaterialsDocument5 pagesEngineering MaterialsAbbas Soni14% (7)
- TILE QUOTEDocument3 pagesTILE QUOTEHarsh SathvaraNo ratings yet
- A2-Multitrac A2TFDocument2 pagesA2-Multitrac A2TFJuan RodriguezNo ratings yet
- Tos Science 7 1st Quater ExamDocument2 pagesTos Science 7 1st Quater Examlaydee claveria0% (1)
- Iron OreDocument9 pagesIron OreMuhammad Fiendy Rianoor AzmiNo ratings yet
- List of References Final PDFDocument7 pagesList of References Final PDFkevin smithNo ratings yet
- A 325 - 14Document8 pagesA 325 - 14jhon ortizNo ratings yet
- Fired Heater DesignDocument36 pagesFired Heater DesignBladimir Soliz PardoNo ratings yet
- Stainless Steel Mechanical PropertiesDocument4 pagesStainless Steel Mechanical PropertiesGonzalo MazaNo ratings yet
- Compressed Earth Block Reinforced With Coconut Fibers and Stabilized With Aloe Vera and LimeDocument13 pagesCompressed Earth Block Reinforced With Coconut Fibers and Stabilized With Aloe Vera and LimeYacine LabiadNo ratings yet
- 3CP C Section 5MDocument1 page3CP C Section 5MRohan ChunaraNo ratings yet
- Carbon Steel GradesDocument4 pagesCarbon Steel GradesKiky IchanafiNo ratings yet
- Stress-Strain Curve - Wikipedia, The Free EncyclopediaDocument4 pagesStress-Strain Curve - Wikipedia, The Free EncyclopediaKarthik PallavaliNo ratings yet
- Experiment 2Document6 pagesExperiment 2Rohann James Abrogueña ReañoNo ratings yet
- Combination Flame Arrester & Free VentDocument4 pagesCombination Flame Arrester & Free Ventyulianus_srNo ratings yet
- Pipes. Wall Thickness Calculation According ASME B31.3Document86 pagesPipes. Wall Thickness Calculation According ASME B31.3Jeannie Tatiana Pérez Sánchez100% (4)
- 1 s2.0 S1364032117308250 MainDocument27 pages1 s2.0 S1364032117308250 MainMohan KumarNo ratings yet
- Biodegradable Therapeutic Mofs For The Delivery of Bioactive MoleculesDocument4 pagesBiodegradable Therapeutic Mofs For The Delivery of Bioactive MoleculesJavier NeriNo ratings yet
- Donnee Exo SupplDocument5 pagesDonnee Exo SupplMohamud LhafNo ratings yet
- National Institute of Fashion Technology Hyderabad Fabric and garment finishing : Basic washes in denim fabricDocument13 pagesNational Institute of Fashion Technology Hyderabad Fabric and garment finishing : Basic washes in denim fabricSundaramoorthy ManickamNo ratings yet
- Fccu PDFDocument2 pagesFccu PDFSumit KaushikNo ratings yet
- ME 2201 MT 1 Short AnswersDocument40 pagesME 2201 MT 1 Short AnswersgurunathramNo ratings yet
- FX 081612Document4 pagesFX 081612zhiong1953No ratings yet
- Cello Pens AdvantagesDocument3 pagesCello Pens AdvantagesMJ ManojNo ratings yet
- Consolidated-Undrained Tri-Axial Test (Cu - Test) : Problem 1Document14 pagesConsolidated-Undrained Tri-Axial Test (Cu - Test) : Problem 1Jemuel FloresNo ratings yet
- 10 Provisional RestorationsDocument15 pages10 Provisional RestorationsDaniel Espinoza EspinozaNo ratings yet
- P-Block Elements Part 2Document5 pagesP-Block Elements Part 2Aakaash C.K.100% (1)