You might also like
- TABLE: Joint Reactions يضرلاا هدمعا لولاا هدمعا يناثلا هدمعا ثلاثلا هدمعاDocument4 pagesTABLE: Joint Reactions يضرلاا هدمعا لولاا هدمعا يناثلا هدمعا ثلاثلا هدمعاIbrrahim AhmedNo ratings yet
- TABLE: Joint Reactions يضرلاا هدمعا لولاا هدمعا يناثلا هدمعا ثلاثلا هدمعاDocument4 pagesTABLE: Joint Reactions يضرلاا هدمعا لولاا هدمعا يناثلا هدمعا ثلاثلا هدمعاIbrrahim AhmedNo ratings yet
- TABLE: Joint Reactions يضرلاا هدمعا لولاا هدمعا يناثلا هدمعا ثلاثلا هدمعاDocument4 pagesTABLE: Joint Reactions يضرلاا هدمعا لولاا هدمعا يناثلا هدمعا ثلاثلا هدمعاIbrrahim AhmedNo ratings yet
- TABLE: Joint Reactions يضرلاا هدمعا لولاا هدمعا يناثلا هدمعا ثلاثلا هدمعاDocument4 pagesTABLE: Joint Reactions يضرلاا هدمعا لولاا هدمعا يناثلا هدمعا ثلاثلا هدمعاIbrrahim AhmedNo ratings yet
- Lecture On C - Chart - ProblemsDocument8 pagesLecture On C - Chart - ProblemsJasim UddinNo ratings yet
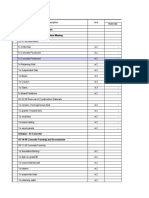
- Annual Program 2017 Divisi F3+++Document436 pagesAnnual Program 2017 Divisi F3+++taufik purnomoNo ratings yet
- Estimation For CargoDocument5 pagesEstimation For Cargomosesdecierdo000No ratings yet
- Reno StartrDocument5 pagesReno StartrKagak AjekNo ratings yet
- Data Statistik Tal Barat r2Document74 pagesData Statistik Tal Barat r2RendiNo ratings yet
- Pult-total Ac b t TABLE: Joint Reactions يضرلاا هدمعا لولاا هدمعا يناثلا هدمعا ثلاثلا هدمعاDocument1 pagePult-total Ac b t TABLE: Joint Reactions يضرلاا هدمعا لولاا هدمعا يناثلا هدمعا ثلاثلا هدمعاIbrrahim AhmedNo ratings yet
- DaveDocument4 pagesDaveObatarhe OgraNo ratings yet
- Healthy Lifestyle City 2021Document2 pagesHealthy Lifestyle City 2021zNo ratings yet
- EXCEL EXERCISE #10: Statistical Analysis: I Bar 2Document12 pagesEXCEL EXERCISE #10: Statistical Analysis: I Bar 2Akanni Samuel ONo ratings yet
- Descriptive statistics and correlation of rainfall and umbrella sales dataDocument4 pagesDescriptive statistics and correlation of rainfall and umbrella sales dataAbdul SamadNo ratings yet
- ANALYSIS OF RAINFALL INTENSITYDocument28 pagesANALYSIS OF RAINFALL INTENSITYErick Khrisma UtamaNo ratings yet
- Rezistenta La InaintareDocument5 pagesRezistenta La InaintareCip GrecuNo ratings yet
- Jawaban Mid Ekonomi Mikro Ir. H.M. NuriDocument24 pagesJawaban Mid Ekonomi Mikro Ir. H.M. NuriperiskarasmaNo ratings yet
- Data ProcessingDocument9 pagesData ProcessingDaddy BumNo ratings yet
- Quality Control Process ChartsDocument8 pagesQuality Control Process ChartsLeidy DiazNo ratings yet
- Nama Alber Erfan Mohammad No. BP 1610413003Document12 pagesNama Alber Erfan Mohammad No. BP 1610413003studynyetNo ratings yet
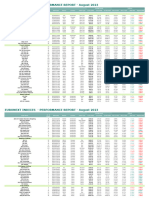
- Indices Performances 202308Document5 pagesIndices Performances 202308violetafernandez2002No ratings yet
- Garware TechDocument13 pagesGarware TechShashwat DesaiNo ratings yet
- Tabel: Temperatur, Tekanan Maksimum, Dan Massa Jenis Uap Air Jenuh No (C) (MMHG) (GR/CM)Document2 pagesTabel: Temperatur, Tekanan Maksimum, Dan Massa Jenis Uap Air Jenuh No (C) (MMHG) (GR/CM)Lembayung SenjaNo ratings yet
- Data Mentah Kemejan BetinaDocument3 pagesData Mentah Kemejan Betinayog idNo ratings yet
- Kondisi Setelah BanjirDocument6 pagesKondisi Setelah BanjirRestu DwiyantamaNo ratings yet
- Ceng431 Final ProjectDocument26 pagesCeng431 Final ProjectDuaa SalehNo ratings yet
- DispersionDocument3 pagesDispersionstirbu1983No ratings yet
- Reactorpfr 1 Practica 4 ReactoresDocument6 pagesReactorpfr 1 Practica 4 ReactoresLeticia AlvaradoNo ratings yet
- Regression StatisticsDocument4 pagesRegression StatisticsAnkur KulkarniNo ratings yet
- Surface Area of DuctsDocument6 pagesSurface Area of Ductsanwerquadri40% (5)
- Prameters of Gyroplane: Weight EstimationDocument22 pagesPrameters of Gyroplane: Weight EstimationAnas AlbasarhNo ratings yet
- GAMS Directory: Working Directory: C:/TMP/ SolverDocument44 pagesGAMS Directory: Working Directory: C:/TMP/ SolverDeivison Arley Rodriguez VillamilNo ratings yet
- Caso 4 Simulación SoluciónDocument28 pagesCaso 4 Simulación SoluciónIrene RodriguezNo ratings yet
- Calibration of hydrometer for soil particle analysisDocument3 pagesCalibration of hydrometer for soil particle analysisabinNo ratings yet
- Chapter 19 - Cooling Towers and Evaporative CondensersDocument10 pagesChapter 19 - Cooling Towers and Evaporative CondensersjovanniNo ratings yet
- Data Analysis of Multiple Data SetsDocument7 pagesData Analysis of Multiple Data SetsEmmanuelle MazaNo ratings yet
- Regresión Lineal MúltipleDocument5 pagesRegresión Lineal MúltipleCleider Santos FloresNo ratings yet
- STABILITYDocument11 pagesSTABILITYafzal.psd22012No ratings yet
- Statistics Assignment 4Document6 pagesStatistics Assignment 4rhlvajpayeeNo ratings yet
- Mortgage Amount: Current PMT Interest Rate: Term in MonthsDocument12 pagesMortgage Amount: Current PMT Interest Rate: Term in MonthsOmer CrestianiNo ratings yet
- Parachute Gore Size CalculatorDocument5 pagesParachute Gore Size CalculatorLeonardo Santos AndradeNo ratings yet
- ATENÇÃO: Preencha As Células emDocument31 pagesATENÇÃO: Preencha As Células emtyagoNo ratings yet
- Distribucion de Frecuencia Del PesoDocument12 pagesDistribucion de Frecuencia Del PesoDANIELNo ratings yet
- Consum X-Bar Data Chart ExcelDocument4 pagesConsum X-Bar Data Chart ExcelDearRed FrankNo ratings yet
- Sampel Jumlah Cacat Rata-Rata Kerusakan ProdukDocument9 pagesSampel Jumlah Cacat Rata-Rata Kerusakan ProdukRina SilvianaNo ratings yet
- Inventory parts list with pricesDocument10 pagesInventory parts list with pricesIoan PopescuNo ratings yet
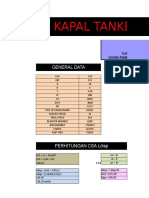
- Kapal Tanker: Ocean Pioner: General DataDocument14 pagesKapal Tanker: Ocean Pioner: General DataTesalonika DebyNo ratings yet
- Curva 1, 2 e 3 de TerraplenagemDocument17 pagesCurva 1, 2 e 3 de TerraplenagemtyagoNo ratings yet
- PBS Air Kelompok B Insyaallah FIXDocument115 pagesPBS Air Kelompok B Insyaallah FIXMukhammad Adam BalansiNo ratings yet
- Waktu Trading Saldo Modal Profit 10% Total SaldoDocument4 pagesWaktu Trading Saldo Modal Profit 10% Total Saldoarif rohmanNo ratings yet
- Flotation Tests (NH 4) 2SO4 and NaHSDocument6 pagesFlotation Tests (NH 4) 2SO4 and NaHSJerry TshimonaNo ratings yet
- Visualisation of Flows and Reynolds NumberDocument14 pagesVisualisation of Flows and Reynolds NumberKiran KumarNo ratings yet
- Libro 1Document4 pagesLibro 1yemeneses126No ratings yet
- Hydrometer analysis testDocument4 pagesHydrometer analysis testsantanu2020barikNo ratings yet
- Maximum Total Uniform Load, Kips: Table 3-9 (Continued)Document1 pageMaximum Total Uniform Load, Kips: Table 3-9 (Continued)rondana1No ratings yet
- Power Electronics 2Document9 pagesPower Electronics 2Jontelli SimonNo ratings yet
- Control ChartDocument5 pagesControl ChartshuboxracingNo ratings yet
- Calibration of An Orifice Plate by Free Jet Method: "Thermo Fluids Hydraulics Lab"Document5 pagesCalibration of An Orifice Plate by Free Jet Method: "Thermo Fluids Hydraulics Lab"Kumar AnishNo ratings yet
- Variation in sales targets graphDocument11 pagesVariation in sales targets graphAbi Alex VelNo ratings yet
- Technical Tables for Schools and Colleges: The Commonwealth and International Library Mathematics DivisionFrom EverandTechnical Tables for Schools and Colleges: The Commonwealth and International Library Mathematics DivisionNo ratings yet
- Poem AnalysisDocument2 pagesPoem AnalysisJimmuel DantisNo ratings yet
- 1 STDocument2 pages1 STJimmuel DantisNo ratings yet
- CorrelationsDocument4 pagesCorrelationsJimmuel DantisNo ratings yet
- Keyway Depth Measurements AnalysisDocument3 pagesKeyway Depth Measurements AnalysisJimmuel DantisNo ratings yet
- Year 12 Holiday Homework Term 3Document4 pagesYear 12 Holiday Homework Term 3Lucas GauciNo ratings yet
- Raiseyourvoice SFDocument26 pagesRaiseyourvoice SFAttila Engin100% (1)
- Design and Analysis of Buck ConverterDocument18 pagesDesign and Analysis of Buck Converterk rajendraNo ratings yet
- 2019 Implementasie-SamsatdiBaliDocument10 pages2019 Implementasie-SamsatdiBaliDiannita SusantiNo ratings yet
- Research on Comparisons between Sabah and Diesel CyclesDocument8 pagesResearch on Comparisons between Sabah and Diesel CyclesjorgeNo ratings yet
- Surge arrester protects electrical equipmentDocument25 pagesSurge arrester protects electrical equipmentSyed Ahsan Ali Sherazi100% (3)
- Unit 2 Water Treatment Ce3303Document18 pagesUnit 2 Water Treatment Ce3303shivaNo ratings yet
- Definition and Scope of Public FinanceDocument2 pagesDefinition and Scope of Public FinanceArfiya MubeenNo ratings yet
- 03 Authority To TravelDocument5 pages03 Authority To TravelDiana Marie Vidallon AmanNo ratings yet
- BTEC International Level 3 IT Pearson Set Assignment Unit 11 Cyber SecurityDocument8 pagesBTEC International Level 3 IT Pearson Set Assignment Unit 11 Cyber SecurityGergana Stamenova100% (1)
- Amazon Invoice Books 4Document1 pageAmazon Invoice Books 4raghuveer9303No ratings yet
- Chinese in The PHDocument15 pagesChinese in The PHMandalihan GepersonNo ratings yet
- Application of Gis in Electrical Distribution Network SystemDocument16 pagesApplication of Gis in Electrical Distribution Network SystemMelese Sefiw100% (1)
- Teaching Vocabulary Through TPR Method ToDocument41 pagesTeaching Vocabulary Through TPR Method ToAan Safwandi100% (3)
- HonorDishonorProcess - Victoria Joy-1 PDFDocument126 pagesHonorDishonorProcess - Victoria Joy-1 PDFarjay1266100% (3)
- Spare Parts List: WarningDocument5 pagesSpare Parts List: WarningÃbdøū Èqúípmeńť MédîcàlNo ratings yet
- Daftar Pustaka DaniDocument3 pagesDaftar Pustaka Danidokter linggauNo ratings yet
- The Manning EquationDocument10 pagesThe Manning EquationFederico LeonNo ratings yet
- Introduction to Globalization ExplainedDocument27 pagesIntroduction to Globalization ExplainedMichael Ron DimaanoNo ratings yet
- Online Test Series Syllabus Class 10 2019Document6 pagesOnline Test Series Syllabus Class 10 2019ABHISHEK SURYANo ratings yet
- 06 Dielectrics Capacitance 2018mkDocument41 pages06 Dielectrics Capacitance 2018mkTrần ĐứcAnhNo ratings yet
- Cisco Series SWCFG Xe 16 12 XDocument416 pagesCisco Series SWCFG Xe 16 12 XWagner SantiagoNo ratings yet
- High Speed Board Design: Signal Integrity AnalysisDocument35 pagesHigh Speed Board Design: Signal Integrity Analysissrikanth chundiNo ratings yet
- Why it's important to guard your free timeDocument2 pagesWhy it's important to guard your free timeLaura Camila Garzón Cantor100% (1)
- MKTG 2126 - Assignment 3Document2 pagesMKTG 2126 - Assignment 3omar mcintoshNo ratings yet
- Introduction To Drug DiscoveryDocument45 pagesIntroduction To Drug Discoveryachsanuddin100% (5)
- Cheat Codes SkyrimDocument13 pagesCheat Codes SkyrimDerry RahmaNo ratings yet
- Unit Rates and Cost Per ItemDocument213 pagesUnit Rates and Cost Per ItemDesiree Vera GrauelNo ratings yet
- Lab Experiment 2Document6 pagesLab Experiment 2api-309262457No ratings yet
- Rock Support Optimization in Himalayan TunnelsDocument7 pagesRock Support Optimization in Himalayan TunnelsHarold TaylorNo ratings yet