You might also like
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Isa 75.01.01-2012Document70 pagesIsa 75.01.01-2012moejamal80100% (1)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- FLO-2D Storm Drain Manual - Build 18 PDFDocument184 pagesFLO-2D Storm Drain Manual - Build 18 PDFColleen CallahanNo ratings yet
- Head Loss Due To Pipe FittingsDocument7 pagesHead Loss Due To Pipe Fittingsazamat100% (2)
- Introduction To Gate Valves and Gate Valve TypesDocument16 pagesIntroduction To Gate Valves and Gate Valve TypesVinay Sharma100% (1)
- Ball Valves Issues and Material Selectio PDFDocument19 pagesBall Valves Issues and Material Selectio PDFKelvin Octavianus DjohanNo ratings yet
- Introduction To Gate Valves and Gate Valve TypesDocument14 pagesIntroduction To Gate Valves and Gate Valve Typesramyatan SinghNo ratings yet
- Isolation Valves - Linear MovementDocument9 pagesIsolation Valves - Linear MovementEmad A.AhmadNo ratings yet
- Isolation Valve Linear MovementDocument8 pagesIsolation Valve Linear MovementAjit PatilNo ratings yet
- Valves Used in Pipelines: Valve Specification Siemens Energy Gas Turbine Inlet FiltersDocument13 pagesValves Used in Pipelines: Valve Specification Siemens Energy Gas Turbine Inlet Filtersravikumar_jamiNo ratings yet
- Isolation ValvesDocument10 pagesIsolation ValvesnotiadraNo ratings yet
- Control ValvesDocument32 pagesControl ValvesParmeshwar Nath Tripathi100% (1)
- Introduction To Valve ElectricDocument16 pagesIntroduction To Valve ElectricNguyễn Dương Anh NgọcNo ratings yet
- Valve Types and ApplicationsDocument82 pagesValve Types and Applicationsrajeshn1No ratings yet
- "Dual Plate Check Valve PDFDocument16 pages"Dual Plate Check Valve PDFMohaab NasrNo ratings yet
- Proces ValveDocument98 pagesProces Valvehimansh871100% (1)
- Introduction To Electric / Pneumatic ControlsDocument17 pagesIntroduction To Electric / Pneumatic ControlsVipin KrishnanNo ratings yet
- Equi - Design DistillationDocument22 pagesEqui - Design Distillationjoker princeNo ratings yet
- Globe Valves Explained: Types and UsesDocument4 pagesGlobe Valves Explained: Types and UsesMohamed AtefNo ratings yet
- Fisher Control Valve Sourcebook - Power and Severe ServiceDocument220 pagesFisher Control Valve Sourcebook - Power and Severe Servicemtrj59No ratings yet
- Design and Analysis of High Pressure Globe Valve Body With Two ElementsDocument6 pagesDesign and Analysis of High Pressure Globe Valve Body With Two ElementsCarlos HinostrozaNo ratings yet
- Design of Petroleum Refining Equipment-1Document20 pagesDesign of Petroleum Refining Equipment-1sherifelbayoumy266No ratings yet
- Control Valves PDFDocument69 pagesControl Valves PDFadel100% (2)
- Finite Element Analysis On Gate ValveDocument5 pagesFinite Element Analysis On Gate ValvemanjunathbagaliNo ratings yet
- Large Size Quarter Turn Control Valves Can Improve Safety in PipelinesDocument19 pagesLarge Size Quarter Turn Control Valves Can Improve Safety in PipelinesgpuzoneNo ratings yet
- P&Id-Piping and Instrumentation DesignDocument4 pagesP&Id-Piping and Instrumentation DesignJash DesaiNo ratings yet
- Valvula Usada en PipelineDocument10 pagesValvula Usada en PipelineRicNo ratings yet
- Control Valve Sourcebook Power & Servere ServicesDocument220 pagesControl Valve Sourcebook Power & Servere ServicesErica HenryNo ratings yet
- Gate ValveDocument19 pagesGate ValveMohammed Jawad AyubNo ratings yet
- Valves in Industry (Part 2)Document75 pagesValves in Industry (Part 2)Osvaldo Junges BomfimNo ratings yet
- 1.1 Introduction To Gate ValveDocument15 pages1.1 Introduction To Gate ValveSURESHNo ratings yet
- ValvesDocument82 pagesValvespuru55980No ratings yet
- Valve & Type of ValesDocument82 pagesValve & Type of Valesvipinct83% (6)
- Control ValveDocument98 pagesControl ValveUtku KepcenNo ratings yet
- VALVE TYPES AssignmentDocument10 pagesVALVE TYPES Assignmentbabe100% (2)
- CONTROL VALVES Complete Study PDFDocument99 pagesCONTROL VALVES Complete Study PDFMubarik AliNo ratings yet
- Chapter 8Document19 pagesChapter 8Ronald Zapata VásquezNo ratings yet
- Introduction To ValvesDocument6 pagesIntroduction To ValvesMohamed Al-OdatNo ratings yet
- Valves Report: Types and FunctionsDocument15 pagesValves Report: Types and FunctionsAnonymous b9J5NMNo ratings yet
- Various Types of ValvesDocument3 pagesVarious Types of ValvesAnonymous DKv8vpNo ratings yet
- Control ValveDocument98 pagesControl ValveawanishupNo ratings yet
- Process Piping and Instrumentation EssentialsDocument12 pagesProcess Piping and Instrumentation EssentialsarchitNo ratings yet
- (A) 12.02 Pipeline Ancillaries - Isolation Valves - Rotary Movement (Spirax-Sarco, 2005)Document14 pages(A) 12.02 Pipeline Ancillaries - Isolation Valves - Rotary Movement (Spirax-Sarco, 2005)lyly209No ratings yet
- Tailoring The Specifications For Pressure Reducing ValvesDocument13 pagesTailoring The Specifications For Pressure Reducing ValvesSuperstarVirgoNo ratings yet
- Valves: Training Centre Wednesday, December 7, 2 016Document77 pagesValves: Training Centre Wednesday, December 7, 2 016Hoang DucNo ratings yet
- WWW Spiraxsarco Com Check ValveDocument8 pagesWWW Spiraxsarco Com Check ValveMashudi FikriNo ratings yet
- Prevention of Actuator Emissions in the Oil and Gas IndustryFrom EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IiFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNo ratings yet
- Operational RM She Nov 13Document41 pagesOperational RM She Nov 13JNo ratings yet
- Dynamic Shaft Sealing in Centrifugal Pump and CompressorDocument1 pageDynamic Shaft Sealing in Centrifugal Pump and CompressorJNo ratings yet
- VTG General Report WP6 Rev.3Document280 pagesVTG General Report WP6 Rev.3JNo ratings yet
- Gas Lift SystemDocument27 pagesGas Lift SystemShehzad khanNo ratings yet
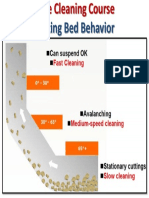
- Cutting Bed BehaviorDocument1 pageCutting Bed BehaviorJNo ratings yet
- Well Test InterpretationDocument31 pagesWell Test InterpretationJNo ratings yet
- What Is The Purpose of Minimum FlowDocument7 pagesWhat Is The Purpose of Minimum FlowJNo ratings yet
- Journey To ALARPDocument52 pagesJourney To ALARPJNo ratings yet
- Fundamentals of Fire & ExplosionDocument79 pagesFundamentals of Fire & ExplosionJNo ratings yet
- Primary Well Control PlanningDocument170 pagesPrimary Well Control PlanningJNo ratings yet
- Coker Heater Performance Improvements DCU Galveston 2018 CompressedDocument27 pagesCoker Heater Performance Improvements DCU Galveston 2018 CompressedJNo ratings yet
- AHJ HandbookDocument53 pagesAHJ HandbookJNo ratings yet
- Dominic Et Al. (2019) Computational Investigation of Hydraulic PerformanceDocument11 pagesDominic Et Al. (2019) Computational Investigation of Hydraulic PerformanceCarlos Arturo Gomez JimenezNo ratings yet
- Fluid Mechanics Assignment on Flow Rate, Pipe Flow, Hydropower & Fuel PumpsDocument2 pagesFluid Mechanics Assignment on Flow Rate, Pipe Flow, Hydropower & Fuel PumpsPeter AdamNo ratings yet
- Ri Ha Definitivo InglesDocument16 pagesRi Ha Definitivo InglesPopoola Olalekan MansoorNo ratings yet
- Wk11 2 Empirical Equations For Friction HeadLossDocument30 pagesWk11 2 Empirical Equations For Friction HeadLossDeniz ZeynepNo ratings yet
- Exploitation of AquifersDocument12 pagesExploitation of AquifersAlexandra TeránNo ratings yet
- Pump Sizing Calculation (Photo)Document25 pagesPump Sizing Calculation (Photo)anto3harrish3fdoNo ratings yet
- Multi Pump 2Document13 pagesMulti Pump 2Dayu Zaty50% (4)
- Fundamentals of Fluid Flow: V S V SDocument30 pagesFundamentals of Fluid Flow: V S V SMary Rose ParagosoNo ratings yet
- CVE312 Fluid Mechanics II New NOTEDocument28 pagesCVE312 Fluid Mechanics II New NOTEOyedotun TundeNo ratings yet
- D5084-00e Measurement of Hydraulic Conductivity of Saturated Porous Materials Using A Flexible Wall PermDocument23 pagesD5084-00e Measurement of Hydraulic Conductivity of Saturated Porous Materials Using A Flexible Wall PermYajaira SandovalNo ratings yet
- Wall Shear Stress and Flow Behaviour Under Transient Flow in A PipeDocument19 pagesWall Shear Stress and Flow Behaviour Under Transient Flow in A PipeAwais Ahmad ShahNo ratings yet
- KSB Selecting Centrifugal PumpsDocument92 pagesKSB Selecting Centrifugal Pumps윤홍민100% (1)
- Lab 2 Permeability PDFDocument13 pagesLab 2 Permeability PDFhoney arguellesNo ratings yet
- Topic T4: Pumps and Turbines AUTUMN 2013 Objectives: Laws To Calculate Pump Characteristics at Different SpeedsDocument19 pagesTopic T4: Pumps and Turbines AUTUMN 2013 Objectives: Laws To Calculate Pump Characteristics at Different SpeedsTeguh SetionoNo ratings yet
- Pipe Flow Friction Factor Calculations With Excel Spreadsheets 3 June 15 Final PDFDocument29 pagesPipe Flow Friction Factor Calculations With Excel Spreadsheets 3 June 15 Final PDFFernando GarciaNo ratings yet
- Design of PumpDocument4 pagesDesign of PumpTajamul HussainNo ratings yet
- HPC Template Revised Final 310518Document44 pagesHPC Template Revised Final 310518Jadeja DivyarajsinhNo ratings yet
- Pump Fundamentals: Darwin S. IbanezDocument58 pagesPump Fundamentals: Darwin S. IbanezYsaiNo ratings yet
- Energy ConservationDocument9 pagesEnergy ConservationEstherNo ratings yet
- Domestic Water Demand CalculationDocument7 pagesDomestic Water Demand CalculationAboobackerEriyadan100% (10)
- VMOD Surfact TutorialDocument24 pagesVMOD Surfact TutorialsdfsdfNo ratings yet
- GPSA m12 PumpDocument20 pagesGPSA m12 PumpGift Piyapong88% (8)
- ch2 p2 PDFDocument31 pagesch2 p2 PDFYahya Abdulsalam0% (1)
- IMWA2015 Palmer 278Document12 pagesIMWA2015 Palmer 278Zhu XinghuaNo ratings yet
- Https Communities - BentleyDocument14 pagesHttps Communities - Bentley2009tamerNo ratings yet
- Reduced Efficiency Cavitation Damage: Suction HeadDocument8 pagesReduced Efficiency Cavitation Damage: Suction Head1988nutanNo ratings yet
- Bell & Gossett-Parallel and Series Pump Application PDFDocument18 pagesBell & Gossett-Parallel and Series Pump Application PDFrenoyaboNo ratings yet