You might also like
- Journal of Manufacturing ProcessesDocument10 pagesJournal of Manufacturing ProcessesanjaliNo ratings yet
- 2.aluminium Metal Foam Production Methods, Properties andDocument7 pages2.aluminium Metal Foam Production Methods, Properties andShinchan NoharaNo ratings yet
- Hollow Glass Microspheres Filled Aluminum Syntac Foams Made Through Stir CastingDocument6 pagesHollow Glass Microspheres Filled Aluminum Syntac Foams Made Through Stir Castingkt rajaNo ratings yet
- Advanced Powder Technology: Mina Sabzevari, Seyed Abdolkarim Sajjadi, Ahmad MoloodiDocument7 pagesAdvanced Powder Technology: Mina Sabzevari, Seyed Abdolkarim Sajjadi, Ahmad MoloodiSaliq ShahNo ratings yet
- Damping Properties of Open Pore Aluminum Foams Produced by Vacuum Casting and Nacl Dissolution ProcessDocument4 pagesDamping Properties of Open Pore Aluminum Foams Produced by Vacuum Casting and Nacl Dissolution ProcessKitana Hananda SuhattaNo ratings yet
- Production Methods of Aluminium Foam A Brief ReviewDocument4 pagesProduction Methods of Aluminium Foam A Brief ReviewJuan SarmientoNo ratings yet
- An Overview of Aluminum Foam Production MethodsDocument8 pagesAn Overview of Aluminum Foam Production Methodsgouhua yuanNo ratings yet
- The Study of Bonding Mechanism of Expandable Graphite Based Intumescent CoatingDocument6 pagesThe Study of Bonding Mechanism of Expandable Graphite Based Intumescent CoatingMatheus CiveiraNo ratings yet
- 9580-Article Text-35210-1-10-20120126Document7 pages9580-Article Text-35210-1-10-20120126Sang Ka KalaNo ratings yet
- Flexural Behaviour of Geopolymer Based Ferrocement Panels: AnushaDocument8 pagesFlexural Behaviour of Geopolymer Based Ferrocement Panels: Anushafaisal malookNo ratings yet
- Effect of Polyurea Coating On The Ductility of - 2022 - Materials Today CommuniDocument8 pagesEffect of Polyurea Coating On The Ductility of - 2022 - Materials Today CommuniRodrigoNo ratings yet
- A Review On Prodution of Aluminium Metal Foams PDFDocument13 pagesA Review On Prodution of Aluminium Metal Foams PDFSaliq ShahNo ratings yet
- 1 s2.0 S0924013621001412 MainDocument12 pages1 s2.0 S0924013621001412 MainUsman AhmadNo ratings yet
- 1 s2.0 S0924013621001412 MainDocument12 pages1 s2.0 S0924013621001412 MainUsman AhmadNo ratings yet
- Production of Graded Aluminum Foams Via Powder Space Holder TechniqueDocument6 pagesProduction of Graded Aluminum Foams Via Powder Space Holder TechniqueSamuel ArelianoNo ratings yet
- Enhanced Electromagnetic Interference Shielding Effectiveness of An Eco Friendly Cenosphere Filled Aluminum Matrix Syntactic FoamDocument13 pagesEnhanced Electromagnetic Interference Shielding Effectiveness of An Eco Friendly Cenosphere Filled Aluminum Matrix Syntactic Foamkt rajaNo ratings yet
- Technical Overview of Aluminum Alloy Foam: Dipen Kumar Rajak, L.A. Kumaraswamidhas and S. DasDocument19 pagesTechnical Overview of Aluminum Alloy Foam: Dipen Kumar Rajak, L.A. Kumaraswamidhas and S. DasAbdul HameedNo ratings yet
- 670901086669-Influence of Supplementary Cementitious Materials On Engineering Properties of High Strength ConcreteDocument11 pages670901086669-Influence of Supplementary Cementitious Materials On Engineering Properties of High Strength ConcreteNM2104TE06 PRATHURI SUMANTHNo ratings yet
- Materials and Design: Damith Mohotti, Tuan Ngo, Sudharshan N. Raman, Muneeb Ali, Priyan MendisDocument18 pagesMaterials and Design: Damith Mohotti, Tuan Ngo, Sudharshan N. Raman, Muneeb Ali, Priyan MendiskarthickNo ratings yet
- 1 s2.0 S0950061813002171 MainDocument9 pages1 s2.0 S0950061813002171 MainAtta MuhammadNo ratings yet
- High Strength Lightweight Foam Concrete: IOP Conference Series Materials Science and Engineering December 2020Document9 pagesHigh Strength Lightweight Foam Concrete: IOP Conference Series Materials Science and Engineering December 2020deniseraniellsemblanteNo ratings yet
- Composites Applied For PistonsDocument4 pagesComposites Applied For PistonsRajendra JadhavNo ratings yet
- Altan2016 Article ManufacturingPolymerMetalMacroDocument8 pagesAltan2016 Article ManufacturingPolymerMetalMacroMarcelo MartinussiNo ratings yet
- Steel BambooDocument5 pagesSteel Bamboohide techNo ratings yet
- Materials 16 04457Document17 pagesMaterials 16 04457Mithun KanishkaNo ratings yet
- Cement and Concrete Composites: Musaad Zaheer Nazir Khan, Yifei Hao, Hong Hao, Faiz Uddin Ahmed ShaikhDocument20 pagesCement and Concrete Composites: Musaad Zaheer Nazir Khan, Yifei Hao, Hong Hao, Faiz Uddin Ahmed ShaikhYoukhanna ZayiaNo ratings yet
- Al-Mulla 2020 IOP Conf. Ser. Mater. Sci. Eng. 671 012131Document13 pagesAl-Mulla 2020 IOP Conf. Ser. Mater. Sci. Eng. 671 012131THORAVI SARODENo ratings yet
- 12.basalt Fibers - ProjectDocument8 pages12.basalt Fibers - ProjectSahil GandhiNo ratings yet
- Review On Advances in Porous Al Composites and The Possible Way ForwardDocument22 pagesReview On Advances in Porous Al Composites and The Possible Way ForwardDr. Vishal S. PatilNo ratings yet
- A Comprehensive Review On Aluminium Syntactic Foams Obtained by Dispersion Fabrication MethodsDocument6 pagesA Comprehensive Review On Aluminium Syntactic Foams Obtained by Dispersion Fabrication MethodsRoland EndrészNo ratings yet
- Recycling of Seashell Waste in Concrete: A Review: Construction and Building Materials February 2018Document15 pagesRecycling of Seashell Waste in Concrete: A Review: Construction and Building Materials February 2018Khusnul khotimahNo ratings yet
- RRL 1Document15 pagesRRL 1Riko Dayle Keck OlorazaNo ratings yet
- Experimental Study On Strength Properties of Aluminium FibreDocument7 pagesExperimental Study On Strength Properties of Aluminium FibreEthan BoholstNo ratings yet
- Identifikasi Karakteristik Mekanis Bantalan Luncur Motor Starter Dari Serbuk Tembaga AlumuniumDocument6 pagesIdentifikasi Karakteristik Mekanis Bantalan Luncur Motor Starter Dari Serbuk Tembaga AlumuniumIyan ShinsetsuNo ratings yet
- 1 s2.0 S004316481100634X Main PDFDocument11 pages1 s2.0 S004316481100634X Main PDFVignesh RajaNo ratings yet
- 91 Effect of Fiber Type On Freeze Thaw Durability of SifconDocument4 pages91 Effect of Fiber Type On Freeze Thaw Durability of SifconMsheer Hasan AliNo ratings yet
- Paper 5 InglesDocument5 pagesPaper 5 InglesJosef GarciaNo ratings yet
- G2 - Concreto Con Latex - Art.1Document4 pagesG2 - Concreto Con Latex - Art.1Carlos Daniel FontechaNo ratings yet
- Fibre Reinforced Xoncrete - A State of The Art ReviewDocument10 pagesFibre Reinforced Xoncrete - A State of The Art ReviewGhina Fatikah SalimNo ratings yet
- Case Studies in Construction Materials: Eethar Thanon Dawood, Abdalaziz Saad Shawkat, Mafaz Hani AbdullahDocument19 pagesCase Studies in Construction Materials: Eethar Thanon Dawood, Abdalaziz Saad Shawkat, Mafaz Hani AbdullahVirender SehwagNo ratings yet
- S1-AZ91E+Al2O3-mechanical - Sameer SirDocument8 pagesS1-AZ91E+Al2O3-mechanical - Sameer SirDeva RajNo ratings yet
- Experimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameDocument11 pagesExperimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameIJRASETPublicationsNo ratings yet
- Effect of Steel Fibers On Strength of ConcreteDocument8 pagesEffect of Steel Fibers On Strength of ConcreteBlack KaiserNo ratings yet
- The Properties of Chopped Basalt Fibre Reinforced Self-CompactingDocument8 pagesThe Properties of Chopped Basalt Fibre Reinforced Self-CompactingEjaz RahimiNo ratings yet
- A Review On Cement-Based Materials Used in Steel Structures As Fireproof CoatingDocument14 pagesA Review On Cement-Based Materials Used in Steel Structures As Fireproof CoatingErnandes Macêdo PaivaNo ratings yet
- Basalt Rock FibreDocument8 pagesBasalt Rock FibreAditya MittalNo ratings yet
- 6 SiliconDocument8 pages6 SiliconferryNo ratings yet
- Afsaneh Dorri MoghadamDocument19 pagesAfsaneh Dorri MoghadamPratul DesouzaNo ratings yet
- Investigation On The Effect of Steel Fibers in Geopolymer ConcreteDocument9 pagesInvestigation On The Effect of Steel Fibers in Geopolymer Concretebamideleraheem1No ratings yet
- Compressive Properties and Failure Mechanisms of GradientDocument10 pagesCompressive Properties and Failure Mechanisms of GradientLuis Hernandez GonzalezNo ratings yet
- Meyyappan 2019 IOP Conf. Ser. Mater. Sci. Eng. 561 012064Document7 pagesMeyyappan 2019 IOP Conf. Ser. Mater. Sci. Eng. 561 012064shivanand hippargaNo ratings yet
- Mechanical Properties of Basalt and Glass Fiber Reinforced Polymer Hybrid CompositesDocument7 pagesMechanical Properties of Basalt and Glass Fiber Reinforced Polymer Hybrid Compositesroshni joshiNo ratings yet
- DF 12Document8 pagesDF 12tesfaye desalegnNo ratings yet
- Confrence Paper With CitationDocument9 pagesConfrence Paper With Citationanuj kumar kushwahaNo ratings yet
- Design Analysis and Fabrication of 4-Stroke Honda EngineDocument4 pagesDesign Analysis and Fabrication of 4-Stroke Honda EngineAgus WijayaNo ratings yet
- Effect of Nanoparticles On Tensile, Impact and Fatigue Properties of Fibre Reinforced PlasticsDocument4 pagesEffect of Nanoparticles On Tensile, Impact and Fatigue Properties of Fibre Reinforced PlasticsOliver RisteskiNo ratings yet
- Mechanical Engg. Minor ProjectDocument14 pagesMechanical Engg. Minor ProjectParas Thakur50% (2)
- Performance Optimization of Hybrid Fiber Concrete - Felxural - Compullout - High Temp.Document18 pagesPerformance Optimization of Hybrid Fiber Concrete - Felxural - Compullout - High Temp.Prasanth SekarNo ratings yet
- Rajan 2012Document7 pagesRajan 2012Artha fxNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Thermoelectric Cooling ModulesDocument8 pagesThermoelectric Cooling ModuleshabteabNo ratings yet
- Solid-State Previous-Years Hots Value-Based QuestionsDocument1 pageSolid-State Previous-Years Hots Value-Based Questionsilias19730% (1)
- Electronic Configuration: By: Cyra Eunicer. TanaelDocument17 pagesElectronic Configuration: By: Cyra Eunicer. TanaelDegala, Jan Marlou V.No ratings yet
- Formulation and Evaluation of Vilazodone Sublingual Tablets by Using Lyophilization TechniqueDocument9 pagesFormulation and Evaluation of Vilazodone Sublingual Tablets by Using Lyophilization Techniquealamia pharmNo ratings yet
- Reducing Eliminating ESD Hazards During PYRO OperationsDocument42 pagesReducing Eliminating ESD Hazards During PYRO OperationsAnonymous TI2bUTNo ratings yet
- Ecosystem CyclesDocument11 pagesEcosystem CyclesMohammad ShormanNo ratings yet
- Method of Statement For FRP Lining TankDocument5 pagesMethod of Statement For FRP Lining Tankmoytabura96100% (3)
- AlkanolamideDocument5 pagesAlkanolamidebellesuperNo ratings yet
- Opc Ecology A3 HL Revision-SheetmodelansDocument1 pageOpc Ecology A3 HL Revision-SheetmodelansFrancisNo ratings yet
- Brown ApplesDocument4 pagesBrown ApplesChristian PatriceNo ratings yet
- Revitex VAC40: Sleevings For Thermal, Electrical, Mechanical & Emi ApplicationsDocument2 pagesRevitex VAC40: Sleevings For Thermal, Electrical, Mechanical & Emi ApplicationsJesus VerduzcoNo ratings yet
- Din 8559Document1 pageDin 8559Kamal MulchandaniNo ratings yet
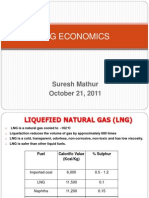
- LNG EconomicsDocument19 pagesLNG EconomicsCal67% (3)
- Compressor AM2Document3 pagesCompressor AM2Hendra KurniawanNo ratings yet
- Marine Adhesives Product CatalogueDocument35 pagesMarine Adhesives Product CatalogueDaniela TomovaNo ratings yet
- The Slope of A PH SensorDocument17 pagesThe Slope of A PH SensorMehdi SalariradNo ratings yet
- Keep 512Document17 pagesKeep 512rajaijahNo ratings yet
- Practical Chemistry Voumetric EstimationDocument9 pagesPractical Chemistry Voumetric EstimationSanjay Shirodkar100% (2)
- BL-1400ashless Group 2 03Document2 pagesBL-1400ashless Group 2 03M.ASNo ratings yet
- Astm B 366Document13 pagesAstm B 366AVINASH CHAVANNo ratings yet
- Minimum Thermal FlowDocument4 pagesMinimum Thermal Flowdk4monjureNo ratings yet
- European Cat 08 2009-10Document92 pagesEuropean Cat 08 2009-10sitiodossitesNo ratings yet
- CPP & Cqa PDFDocument71 pagesCPP & Cqa PDFanon_695264516100% (1)
- GT 2 Paper 1 SolutionsDocument26 pagesGT 2 Paper 1 SolutionsAnand MurugananthamNo ratings yet
- Katalog Pavna ANG Siebec-03-WEBDocument24 pagesKatalog Pavna ANG Siebec-03-WEBzanjan98No ratings yet
- Datasheet For Vent ScrubberDocument5 pagesDatasheet For Vent ScrubbercliffrajjoelNo ratings yet
- Nutritional GSO PDFDocument14 pagesNutritional GSO PDFjacky786No ratings yet
- Fiitjee: Solutions To JEE (Main) - 2020Document36 pagesFiitjee: Solutions To JEE (Main) - 2020srijan jhaNo ratings yet
- Refrigerant Selection CriteriaDocument7 pagesRefrigerant Selection CriteriazetseatNo ratings yet