You might also like
- Mainline Welding ProcedureDocument8 pagesMainline Welding ProcedureShubhamShuklaNo ratings yet
- Procedure For WeldingDocument7 pagesProcedure For WeldingMecon Hyderabad100% (1)
- PT-MCGDPL-MCGD-JP 07-Tie inDocument5 pagesPT-MCGDPL-MCGD-JP 07-Tie inANURAG YADAVNo ratings yet
- Repair Procedure Cbr 3lpe 00Document3 pagesRepair Procedure Cbr 3lpe 00Suresh KrishnanNo ratings yet
- Job Procedure For Mainline Welding: Document No.: CIPL-PNCPL-EIL-PL-WP-09Document7 pagesJob Procedure For Mainline Welding: Document No.: CIPL-PNCPL-EIL-PL-WP-09PNCPL PLANNINGNo ratings yet
- REPAIR PROCEDURE -ZPI-3LPE-01Document3 pagesREPAIR PROCEDURE -ZPI-3LPE-01Suresh KrishnanNo ratings yet
- Pump House Piping ProcedureDocument9 pagesPump House Piping ProcedureSaurabh Kumar VermaNo ratings yet
- Boiler RLADocument4 pagesBoiler RLAGaneshNo ratings yet
- PROCEDURE -3LPE -MSL-REV.00Document15 pagesPROCEDURE -3LPE -MSL-REV.00Suresh KrishnanNo ratings yet
- D/Stream Pipeline Corrosion Defects & Remedy: Pipeline & Storage Tanks Integrity Assessment WorkshopDocument45 pagesD/Stream Pipeline Corrosion Defects & Remedy: Pipeline & Storage Tanks Integrity Assessment Workshopshakirhamid6687No ratings yet
- DTTN DT2 PC MET EL 0011 A Method Statement For Hydraulic CrimpingDocument8 pagesDTTN DT2 PC MET EL 0011 A Method Statement For Hydraulic CrimpingTariq Ali SialNo ratings yet
- SS - Gen10 - Working On Gas LineDocument3 pagesSS - Gen10 - Working On Gas LinemadhulikaNo ratings yet
- BGRL (Satara-Sangli) - Spur Spread-3 - JP-Arc Strike - R0 - Code A - 26.02.2021Document6 pagesBGRL (Satara-Sangli) - Spur Spread-3 - JP-Arc Strike - R0 - Code A - 26.02.2021Aditya IngawaleNo ratings yet
- HAZOP HAZID Workshop Construction Gas PipelineDocument15 pagesHAZOP HAZID Workshop Construction Gas PipelineAndi Ade Putra SiregarNo ratings yet
- Lokring Fitting Guide Provides Details for Piping ConnectionsDocument7 pagesLokring Fitting Guide Provides Details for Piping ConnectionsJohn DryNo ratings yet
- PROCEDURE - 3LPE -MSL-REV.01Document15 pagesPROCEDURE - 3LPE -MSL-REV.01Suresh KrishnanNo ratings yet
- Client: Medco E & P Lematang Project Title: Singa Gas Development Project Location: Lematang Block, South SumateraDocument7 pagesClient: Medco E & P Lematang Project Title: Singa Gas Development Project Location: Lematang Block, South SumateraRohmat Benny IsmantoNo ratings yet
- Piping Supervisor - AmbeDocument8 pagesPiping Supervisor - Ambesharan21v0% (1)
- Important Factors in Pipe Butt Welding of Super Duplex Stainless Steel (SDSS) UNS S32760 Using The GTAW Welding Process (FINAL)Document18 pagesImportant Factors in Pipe Butt Welding of Super Duplex Stainless Steel (SDSS) UNS S32760 Using The GTAW Welding Process (FINAL)MubeenNo ratings yet
- Etame Platform Linepipes Data SheetsDocument6 pagesEtame Platform Linepipes Data SheetsWilliam O OkolotuNo ratings yet
- Technical Specification Carbon Steel Heat Exchangers: Project No: 338033Document14 pagesTechnical Specification Carbon Steel Heat Exchangers: Project No: 338033jdgh1986No ratings yet
- 1113 DWSDWSDDocument53 pages1113 DWSDWSDenjoygurujiNo ratings yet
- Gas Metal Arc Welding Used On Mainline 80 Ksi Pipeline in CanadaDocument19 pagesGas Metal Arc Welding Used On Mainline 80 Ksi Pipeline in CanadaAlex CunoNo ratings yet
- Gen-Spc-Pip-5100 - Rev. BDocument8 pagesGen-Spc-Pip-5100 - Rev. BAHMED AMIRANo ratings yet
- Technical Specification Stainless Steel Heat Exchangers: Project No: 338033Document13 pagesTechnical Specification Stainless Steel Heat Exchangers: Project No: 338033jdgh1986No ratings yet
- Gitl Iocl 58 PL Do Pro 0013 Pre HydroDocument8 pagesGitl Iocl 58 PL Do Pro 0013 Pre HydroilavarasanNo ratings yet
- Report On Industrial Training AT Dee Piping Systems Prithla (Palwal)Document20 pagesReport On Industrial Training AT Dee Piping Systems Prithla (Palwal)Amit PatelNo ratings yet
- CNOOC Southeast Sumatra Pipeline CoatingsDocument12 pagesCNOOC Southeast Sumatra Pipeline CoatingsRokan Pipeline100% (1)
- Cement Lined Piping SpecificationDocument167 pagesCement Lined Piping SpecificationvenkateshwaranNo ratings yet
- Index: Method Statement For Post Weld Heat TreatmentDocument8 pagesIndex: Method Statement For Post Weld Heat TreatmentsomiqatarNo ratings yet
- Kirloskar Oil Engines Ltd. Installation Manual Chapter 1 Drawing ListDocument94 pagesKirloskar Oil Engines Ltd. Installation Manual Chapter 1 Drawing ListShankar JhaNo ratings yet
- 028120-SPL-006 Linepipe and Riser Handling Rev. CDocument5 pages028120-SPL-006 Linepipe and Riser Handling Rev. CRokan PipelineNo ratings yet
- UntitledDocument400 pagesUntitledVeena NageshNo ratings yet
- Methodology For Installation of Fire Pro PDFDocument4 pagesMethodology For Installation of Fire Pro PDFswamyNo ratings yet
- Methodology For Installation of Fire ProDocument4 pagesMethodology For Installation of Fire Proswamy100% (1)
- 07 MV CableDocument54 pages07 MV CableXendex DexNo ratings yet
- Job Procedure For Procedure NoDocument7 pagesJob Procedure For Procedure NoUmesh SharmaNo ratings yet
- BHEL Non Metalic Bellows Specifications-1560309334Document22 pagesBHEL Non Metalic Bellows Specifications-1560309334xavierNo ratings yet
- Gas Pipeline & Instrumentation SystemDocument66 pagesGas Pipeline & Instrumentation Systemanon_484647789No ratings yet
- Piping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65Document64 pagesPiping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65epbamdad100% (1)
- Ml-09 Work Procedure For Field Joint Coating & RepairDocument11 pagesMl-09 Work Procedure For Field Joint Coating & RepairBrijesh Katariya VCSNo ratings yet
- Pipe Kote Coal TarDocument4 pagesPipe Kote Coal TarAnonymous YcAZv5qF67No ratings yet
- Welded Tube Joint SpecDocument8 pagesWelded Tube Joint SpecAvinash ShuklaNo ratings yet
- Field Joint CoatingDocument7 pagesField Joint Coatingkrishna3794No ratings yet
- Procedure For WeldingDocument7 pagesProcedure For Weldingshikh vasimNo ratings yet
- Auto UT PIpe InspectionDocument16 pagesAuto UT PIpe InspectionMohd Azrul AzmanNo ratings yet
- Repair Underground Fire LineDocument10 pagesRepair Underground Fire LineBoj MingiNo ratings yet
- PWHT PROCEDURE (11) Rev 0Document14 pagesPWHT PROCEDURE (11) Rev 0AbdulNeyasNo ratings yet
- Line Pipe Vol IIDocument299 pagesLine Pipe Vol IINarotam Kumar GupteshwarNo ratings yet
- API 510 9-2022Document16 pagesAPI 510 9-2022Android Games Iraq MobileNo ratings yet
- Stress Analysis of Steam Generator Shell Nozzle Junction For Sodium Cooled Fast Breeder ReactorDocument9 pagesStress Analysis of Steam Generator Shell Nozzle Junction For Sodium Cooled Fast Breeder ReactorVinh Do Thanh100% (1)
- Pipelines and City Gate Natural Gas Ram Station - Nigeria: Cable ScheduleDocument7 pagesPipelines and City Gate Natural Gas Ram Station - Nigeria: Cable ScheduleDanilo QuevedoNo ratings yet
- PWPS 013 PRDocument2 pagesPWPS 013 PRRenjith Gopan100% (1)
- Gaseous Hydrogen Piping SpecificationDocument5 pagesGaseous Hydrogen Piping SpecificationAndri DoemeriNo ratings yet
- 12 Procedure For Coating Wrapping Rev 01Document6 pages12 Procedure For Coating Wrapping Rev 01dnbinh100% (2)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- PrescriptionDocument2 pagesPrescriptionShubhamShuklaNo ratings yet
- PrintDocument2 pagesPrintShubhamShuklaNo ratings yet
- 04 ItpDocument1 page04 ItpShubhamShuklaNo ratings yet
- Asme B31.11 PDFDocument106 pagesAsme B31.11 PDFdeivisbtsNo ratings yet
- ISO 19011 Terms-1Document3 pagesISO 19011 Terms-1ShubhamShuklaNo ratings yet
- QUZIZZZDocument3 pagesQUZIZZZShubhamShuklaNo ratings yet
- F07 (PNG-P-03) Fit-Up&weld VisualDocument1 pageF07 (PNG-P-03) Fit-Up&weld VisualShubhamShuklaNo ratings yet
- Basic Excel FormulasDocument164 pagesBasic Excel FormulasShubhamShuklaNo ratings yet
- ISO 19011 Terms-1Document3 pagesISO 19011 Terms-1ShubhamShuklaNo ratings yet
- 14 - Introduction To Rotating Equipment Maintenance PDFDocument456 pages14 - Introduction To Rotating Equipment Maintenance PDFShubhamShukla100% (1)
- 6Document1 page6ShubhamShuklaNo ratings yet
- Iso 9001 KeyDocument13 pagesIso 9001 KeyShubhamShuklaNo ratings yet
- Scope 2. General Procedure 3. Base Material Repair ProcedureDocument4 pagesScope 2. General Procedure 3. Base Material Repair ProcedureShubhamShukla100% (3)
- Final Jacking MethodDocument15 pagesFinal Jacking MethodShubhamShuklaNo ratings yet
- RTR Piping Inspection GuideDocument17 pagesRTR Piping Inspection GuideFlorante NoblezaNo ratings yet
- Technology Class ResumeDocument4 pagesTechnology Class Resumeapi-259588430No ratings yet
- Bài Tập Phần Project ManagementDocument11 pagesBài Tập Phần Project ManagementhunfgNo ratings yet
- MINTZBERGDocument32 pagesMINTZBERGgeezee10004464100% (2)
- Rg213 Rgflex Coax Braided Cable: Product Data Sheet RG213-50JFDocument1 pageRg213 Rgflex Coax Braided Cable: Product Data Sheet RG213-50JFPancho BerríosNo ratings yet
- If Sentences Type 1 First Type Conditionals Grammar Drills - 119169Document2 pagesIf Sentences Type 1 First Type Conditionals Grammar Drills - 119169Ivanciu DanNo ratings yet
- JKSTREGIESDocument59 pagesJKSTREGIESmss_singh_sikarwarNo ratings yet
- Atlas Ci30002Tier-PropanDocument3 pagesAtlas Ci30002Tier-PropanMarkus JeremiaNo ratings yet
- BTEC International Level 3 IT Pearson Set Assignment Unit 11 Cyber SecurityDocument8 pagesBTEC International Level 3 IT Pearson Set Assignment Unit 11 Cyber SecurityGergana Stamenova100% (1)
- Amazon Invoice Books 4Document1 pageAmazon Invoice Books 4raghuveer9303No ratings yet
- Ce Brochure 20july16Document76 pagesCe Brochure 20july16Yogesh SharmaNo ratings yet
- Forecast Time Series-NotesDocument138 pagesForecast Time Series-NotesflorinNo ratings yet
- Concise Operating Instructions: Frequency Converter For HOISTING - TRAVEL (Siemens)Document9 pagesConcise Operating Instructions: Frequency Converter For HOISTING - TRAVEL (Siemens)Pablo Hidalgo ValenzuelaNo ratings yet
- bk978 1 6817 4068 3ch1Document28 pagesbk978 1 6817 4068 3ch1fysmaNo ratings yet
- Atomic Structure QuestionsDocument1 pageAtomic Structure QuestionsJames MungallNo ratings yet
- Satisfaction ExtraDocument2 pagesSatisfaction ExtraFazir AzlanNo ratings yet
- X-Ray Generator Communication User's Manual - V1.80 L-IE-4211Document66 pagesX-Ray Generator Communication User's Manual - V1.80 L-IE-4211Marcos Peñaranda TintayaNo ratings yet
- NABARD Dairy Farming Project - PDF - Agriculture - Loans PDFDocument7 pagesNABARD Dairy Farming Project - PDF - Agriculture - Loans PDFshiba prasad panjaNo ratings yet
- Search Engine Marketing Course Material 2t4d9Document165 pagesSearch Engine Marketing Course Material 2t4d9Yoga Guru100% (2)
- Lecture01 PushkarDocument27 pagesLecture01 PushkarabcdNo ratings yet
- Taylor Introms11GE PPT 03Document40 pagesTaylor Introms11GE PPT 03hddankerNo ratings yet
- T WiZ60Document6 pagesT WiZ60leon liNo ratings yet
- RIBA Outline Plan of Work ExplainedDocument20 pagesRIBA Outline Plan of Work ExplainedkenNo ratings yet
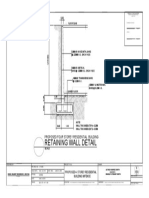
- Retaining Wall DetailsDocument1 pageRetaining Wall DetailsWilbert ReuyanNo ratings yet
- G7-UNIT - I. (Module - 1 (Week 1 - 3 (Microscopy & Levels of Org.)Document8 pagesG7-UNIT - I. (Module - 1 (Week 1 - 3 (Microscopy & Levels of Org.)Margie Gabo Janoras - DaitolNo ratings yet
- FSRE SS AppendixGlossariesDocument27 pagesFSRE SS AppendixGlossariessachinchem020No ratings yet
- Plant Disease Detection Using Deep LearningDocument5 pagesPlant Disease Detection Using Deep LearningIJRASETPublicationsNo ratings yet
- Manual PDFDocument9 pagesManual PDFRuth ResuelloNo ratings yet
- What Is Your Road, Man?Document232 pagesWhat Is Your Road, Man?Oana AndreeaNo ratings yet
- Samsung RAM Product Guide Feb 11Document24 pagesSamsung RAM Product Guide Feb 11Javed KhanNo ratings yet