You might also like
- 21-PS Iec 62040-3-2013 - FinalDocument102 pages21-PS Iec 62040-3-2013 - FinalMaLik AtifNo ratings yet
- QP STD R 008 Part 2 - NDTDocument15 pagesQP STD R 008 Part 2 - NDTvijimurugan2003No ratings yet
- Practical Machinery Vibration Analysis and Predictive MaintenanceFrom EverandPractical Machinery Vibration Analysis and Predictive MaintenanceRating: 4.5 out of 5 stars4.5/5 (10)
- Visual Inspection of Tanks & Pressure VesselsDocument29 pagesVisual Inspection of Tanks & Pressure VesselsShahul Hameed Razik100% (5)
- Erbium-Doped Fiber Amplifiers: Fundamentals and TechnologyFrom EverandErbium-Doped Fiber Amplifiers: Fundamentals and TechnologyRating: 5 out of 5 stars5/5 (3)
- Saep 1144Document23 pagesSaep 1144Amit shahNo ratings yet
- Practical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansFrom EverandPractical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansRating: 4 out of 5 stars4/5 (8)
- 17F - E5 - Ballot DraftDocument300 pages17F - E5 - Ballot DraftSon DDarrellNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Ut b-01-04Document62 pagesUt b-01-04Veeraiah AnbuNo ratings yet
- Handbook of Microwave Component Measurements: with Advanced VNA TechniquesFrom EverandHandbook of Microwave Component Measurements: with Advanced VNA TechniquesRating: 4 out of 5 stars4/5 (1)
- RelayTestingProcedure PDFDocument39 pagesRelayTestingProcedure PDFsdvijay100% (2)
- Practical Modern SCADA Protocols: DNP3, 60870.5 and Related SystemsFrom EverandPractical Modern SCADA Protocols: DNP3, 60870.5 and Related SystemsRating: 5 out of 5 stars5/5 (6)
- Dod STD 1376aDocument34 pagesDod STD 1376aMarcelino Navarrete EvaristoNo ratings yet
- Saso-2874 2016Document34 pagesSaso-2874 2016Anand GkNo ratings yet
- 45 Samss 013Document23 pages45 Samss 013Waleed MedhatNo ratings yet
- Construction Standard: IPS-C-PI-290Document21 pagesConstruction Standard: IPS-C-PI-290chvvn_kirankumarNo ratings yet
- Iec 62353 - 2007-05Document49 pagesIec 62353 - 2007-05alvin vernandoNo ratings yet
- Relay TestingDocument39 pagesRelay Testingmuchinda67% (6)
- Saep 1144Document22 pagesSaep 1144MasudhBashaNo ratings yet
- QAM-SU-6086-A Full Length Automated Ultrasonic Test Equipment Qualification For Line Pipe, Drill Pipe, and Oil Country Tubular GoodsDocument24 pagesQAM-SU-6086-A Full Length Automated Ultrasonic Test Equipment Qualification For Line Pipe, Drill Pipe, and Oil Country Tubular Goodsresp-ectNo ratings yet
- 23-PS Iec 62040-5-3-2017 - FinalDocument63 pages23-PS Iec 62040-5-3-2017 - FinalMaLik AtifNo ratings yet
- EURAMET Cg-12 V 2.0 Guidelines On EvaluationDocument24 pagesEURAMET Cg-12 V 2.0 Guidelines On EvaluationRichard FloresNo ratings yet
- Ekulama1 Hydrostatic Testing Procedure - Rev 2Document15 pagesEkulama1 Hydrostatic Testing Procedure - Rev 2eke23No ratings yet
- Norma UL 758Document44 pagesNorma UL 758interdellid213150% (2)
- Test Report M77PEUDocument31 pagesTest Report M77PEUtimmylau23No ratings yet
- Oman Gas PDFDocument23 pagesOman Gas PDFshyamNo ratings yet
- NS 2 PDFDocument188 pagesNS 2 PDFPrimelift Safety Resources Limited100% (1)
- PIP PCECV001-2016 Guidelines For Application of Control ValvesDocument38 pagesPIP PCECV001-2016 Guidelines For Application of Control Valves刘旭No ratings yet
- RDSO PE SPEC AC 0138-2009 Rev 2 or LatestDocument23 pagesRDSO PE SPEC AC 0138-2009 Rev 2 or LatestRajnish KumarNo ratings yet
- O0508e 3Document14 pagesO0508e 3saikat pumpsenseNo ratings yet
- Info - Iec61238 1 1 (Ed1.0) enDocument7 pagesInfo - Iec61238 1 1 (Ed1.0) enLakmal MeehellaNo ratings yet
- ECA Probe Catalog - en OlympusDocument16 pagesECA Probe Catalog - en OlympusShubhadip SahaNo ratings yet
- Testing of High Voltage Cable SystemsDocument28 pagesTesting of High Voltage Cable SystemsGualadrake100% (2)
- En 12327 (2000)Document16 pagesEn 12327 (2000)joaoferreiraprfNo ratings yet
- Sop Iii-306 R00Document23 pagesSop Iii-306 R00Bepdj100% (1)
- CMGPP-FD-EL-SPE-0001 Specification For AC Induction Motor - Rev.0Document14 pagesCMGPP-FD-EL-SPE-0001 Specification For AC Induction Motor - Rev.0PHAM THANH TUNo ratings yet
- GP-03!06!01 Piping For InstrumentsDocument18 pagesGP-03!06!01 Piping For Instrumentsabenitech100% (1)
- TRS398 SCRDocument242 pagesTRS398 SCRJay MoralesNo ratings yet
- TRS 398Document242 pagesTRS 398Fabiana AlmeidaNo ratings yet
- PHR PP SC GG 001 Piping Pressure Test ProcedureDocument38 pagesPHR PP SC GG 001 Piping Pressure Test Proceduremashari budiNo ratings yet
- 2062973-004 Modules Espv2 TMs PDFDocument604 pages2062973-004 Modules Espv2 TMs PDFMark Grabowski100% (1)
- Saep 1146Document8 pagesSaep 1146Amit shahNo ratings yet
- Petro-Energy E&P Co., Ltd. (Sudan Branch) : Specification For Production & Test SkidDocument8 pagesPetro-Energy E&P Co., Ltd. (Sudan Branch) : Specification For Production & Test SkidAHMED AMIRANo ratings yet
- EKS-0069 Rev 0 132 KV and 150 KV Underground AC Cable SystemsDocument7 pagesEKS-0069 Rev 0 132 KV and 150 KV Underground AC Cable SystemssurenmeNo ratings yet
- IPC-J-STD-001J - EN 2024 TOC Requirements For Soldered Electrical and Electronic AssembliesDocument10 pagesIPC-J-STD-001J - EN 2024 TOC Requirements For Soldered Electrical and Electronic AssembliescdmingNo ratings yet
- Regulatory Guides 3.44 Standard Format and Content For The SAR For An ISFSI (Water-Basin Type) - R2 - 1989Document79 pagesRegulatory Guides 3.44 Standard Format and Content For The SAR For An ISFSI (Water-Basin Type) - R2 - 1989廖庭億No ratings yet
- ASME PTC 22 (Gas Turbine Test Code)Document46 pagesASME PTC 22 (Gas Turbine Test Code)Nanang Hanani Wijaya100% (5)
- OkDocument14 pagesOkresp-ectNo ratings yet
- Tes 20-09Document99 pagesTes 20-09Harish De SilvaNo ratings yet
- NS 2 PDFDocument187 pagesNS 2 PDFParviz Nasirov63% (8)
- EN14181 Asig Calitatii CEMSDocument45 pagesEN14181 Asig Calitatii CEMSbrctlnNo ratings yet
- D 2000 Series Manual PDFDocument71 pagesD 2000 Series Manual PDFTakaNo ratings yet
- Industrial Flow Measurement PracticeDocument251 pagesIndustrial Flow Measurement Practicepneuma110No ratings yet
- Biological Odour Control System Specification - R1Document24 pagesBiological Odour Control System Specification - R1Hedi Ben MohamedNo ratings yet
- Combustion Oxygen Monitor: Endura AZ30 Series ProbeDocument40 pagesCombustion Oxygen Monitor: Endura AZ30 Series ProbeCarlos Andrés Vargas OsornoNo ratings yet
- Acy 428Document1 pageAcy 428EduardNo ratings yet
- Calibration Certificate: Page 1 / 1Document1 pageCalibration Certificate: Page 1 / 1EduardNo ratings yet
- EMAR 01 Rev01 FINALDocument12 pagesEMAR 01 Rev01 FINALEduardNo ratings yet
- TSH-AR-00.0005 Rev.5Document10 pagesTSH-AR-00.0005 Rev.5EduardNo ratings yet
- DR 039 00184Document2 pagesDR 039 00184EduardNo ratings yet
- Calibration Certificate: Page 1 / 1Document1 pageCalibration Certificate: Page 1 / 1EduardNo ratings yet
- Calibration Certificate: Page 1 / 1Document1 pageCalibration Certificate: Page 1 / 1EduardNo ratings yet
- Emdqp Ins 211Document10 pagesEmdqp Ins 211EduardNo ratings yet
- Inspection Report: Wesco LLCDocument8 pagesInspection Report: Wesco LLCEduardNo ratings yet
- EMDC DQT Well Asset Daily Reporting SpreadsheetDocument42 pagesEMDC DQT Well Asset Daily Reporting SpreadsheetEduardNo ratings yet
- ATTA-Quality Plan-19-001Rev.01-signedDocument5 pagesATTA-Quality Plan-19-001Rev.01-signedEduardNo ratings yet
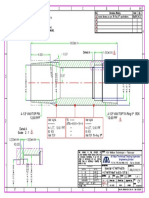
- ATTA.D.0193.18 Rev 01 - Crossover Sub, 3.50 VAM TOP PIn #9.20 X 4.50 VAM TOP TK-Ring II Box #12.60 X 18.00 OALDocument1 pageATTA.D.0193.18 Rev 01 - Crossover Sub, 3.50 VAM TOP PIn #9.20 X 4.50 VAM TOP TK-Ring II Box #12.60 X 18.00 OALEduardNo ratings yet
- EMDC DQT Well Asset Daily Reporting Spreadsheet - IOA21073Document42 pagesEMDC DQT Well Asset Daily Reporting Spreadsheet - IOA21073EduardNo ratings yet
- Emdqp Ins 215Document16 pagesEmdqp Ins 215EduardNo ratings yet
- IOA 21073 Rev 1Document2 pagesIOA 21073 Rev 1EduardNo ratings yet
- UnpricedDocument4 pagesUnpricedEduardNo ratings yet
- Emtmp Pur 205Document3 pagesEmtmp Pur 205EduardNo ratings yet
- Emtmp Pur 204Document2 pagesEmtmp Pur 204EduardNo ratings yet
- Al Nasr Metal Industries Location MapDocument1 pageAl Nasr Metal Industries Location MapEduardNo ratings yet
- MI Plan For NDC Expected Order Date 05-06-2018 Rev 1 With VF50 - String 3Document29 pagesMI Plan For NDC Expected Order Date 05-06-2018 Rev 1 With VF50 - String 3EduardNo ratings yet
- ATTA.D.0192.18 Rev 01 - Crossover Sub, 4.50 VAM TOP PIn #12.60 X 4.50 VAM TOP TK-Ring II Box #12.60 X 18.00 OALDocument1 pageATTA.D.0192.18 Rev 01 - Crossover Sub, 4.50 VAM TOP PIn #12.60 X 4.50 VAM TOP TK-Ring II Box #12.60 X 18.00 OALEduardNo ratings yet
- Serial Number Thread Depth Before CW Thread Depth After CW W18AFM0115 0.01 0.04 W18AFM0141 0.015 0.05 W18AFM0151 0.01 0.045Document1 pageSerial Number Thread Depth Before CW Thread Depth After CW W18AFM0115 0.01 0.04 W18AFM0141 0.015 0.05 W18AFM0151 0.01 0.045EduardNo ratings yet
- Appendix B - TP - MMSCY REV A (Material and Manufacturing Specifications For DP-Master Proprietary CY Grades For Drill Pipes)Document5 pagesAppendix B - TP - MMSCY REV A (Material and Manufacturing Specifications For DP-Master Proprietary CY Grades For Drill Pipes)EduardNo ratings yet
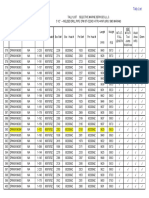
- TALLY LIST PO 2613.2A.9A.10A - 5-1.2' Welded Drill Pipe ST-52ZADDocument114 pagesTALLY LIST PO 2613.2A.9A.10A - 5-1.2' Welded Drill Pipe ST-52ZADEduardNo ratings yet
- Appendix A - Sample Original Records of Upsetting and Welding InspectionDocument2 pagesAppendix A - Sample Original Records of Upsetting and Welding InspectionEduardNo ratings yet
- DPM04196394 - Material Test CertificatesDocument7 pagesDPM04196394 - Material Test CertificatesEduardNo ratings yet
- WFT SOW - For Wellbore Clean Up Tools (WBCU) - Sept 30th.Document1 pageWFT SOW - For Wellbore Clean Up Tools (WBCU) - Sept 30th.EduardNo ratings yet
- WFT SOW - QAQC For 2x 8" Jar For 23" BHA On 25th Oct (Tue) - 2022Document1 pageWFT SOW - QAQC For 2x 8" Jar For 23" BHA On 25th Oct (Tue) - 2022EduardNo ratings yet
- WFT SOW - 7'' Liner Hanger - 08082021Document1 pageWFT SOW - 7'' Liner Hanger - 08082021EduardNo ratings yet
- WFT SOW - For Wellbore Clean Up Tools (WBCU) - Sept 16th.Document1 pageWFT SOW - For Wellbore Clean Up Tools (WBCU) - Sept 16th.EduardNo ratings yet
- EN 473/ISO 9712 Level 3 Information Package: Wens Quality Assurance PVT LTDDocument12 pagesEN 473/ISO 9712 Level 3 Information Package: Wens Quality Assurance PVT LTDkoib789No ratings yet
- IBR - 1950 - Reg. 343 PDFDocument2 pagesIBR - 1950 - Reg. 343 PDFVijay ParmarNo ratings yet
- MD Yusuf HvacDocument4 pagesMD Yusuf HvacMOHAMMED YUSUFNo ratings yet
- 2004A Rev.9Document75 pages2004A Rev.9Ranjani J DeepakNo ratings yet
- Astm Wire RopeDocument6 pagesAstm Wire RopeLG Milton LuisNo ratings yet
- DM 002Document25 pagesDM 002Jonathan Romero AlfaroNo ratings yet
- LNG Storage Tanks - Advancements in Weld Inspections PDFDocument3 pagesLNG Storage Tanks - Advancements in Weld Inspections PDFjperdigon9634No ratings yet
- 00 Saip 71Document19 pages00 Saip 71balajiNo ratings yet
- INE 150 Instructor PDFDocument51 pagesINE 150 Instructor PDFKumar RNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument58 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás Piratova100% (1)
- Karnataka Power Transmission Corporation Limited: Bid Enquiry No. Kptcl/Cee/T&P/220Kv/Mittemari/Ptk/ Tlss-701Document397 pagesKarnataka Power Transmission Corporation Limited: Bid Enquiry No. Kptcl/Cee/T&P/220Kv/Mittemari/Ptk/ Tlss-701harishNo ratings yet
- Weld Inspection by One Side OnlyDocument10 pagesWeld Inspection by One Side OnlyRamakrishnan AmbiSubbiahNo ratings yet
- En 12819Document8 pagesEn 12819Mohd AshrafNo ratings yet
- 340 Operators ManualDocument119 pages340 Operators Manualcutefrenzy100% (2)
- Non-Destructive Testing (CHAPTER 6)Document63 pagesNon-Destructive Testing (CHAPTER 6)imfendi100% (4)
- Iiw Standard ListDocument8 pagesIiw Standard ListJerry Zhang100% (1)
- Tupi BV: Index of Revisions Rev. Description And/Or Revised SheetsDocument7 pagesTupi BV: Index of Revisions Rev. Description And/Or Revised SheetsRobles DreschNo ratings yet
- Pressure Vessel Design PDFDocument107 pagesPressure Vessel Design PDFwahyu santoso100% (1)
- Veripac Blister Integrity TechnologyDocument2 pagesVeripac Blister Integrity TechnologyTueNo ratings yet
- WIS5 - HandoutDocument319 pagesWIS5 - HandoutReza FakhrizalNo ratings yet
- To Carry Out QA/QC & NDT Jobs: Resume D.Boomi NathanDocument6 pagesTo Carry Out QA/QC & NDT Jobs: Resume D.Boomi Nathanqatar kingNo ratings yet
- Mud Pump - High Pressure Lines PDFDocument7 pagesMud Pump - High Pressure Lines PDFKaleem UllahNo ratings yet
- Technical Data Welding Standard: Date 5 NOV 2010Document6 pagesTechnical Data Welding Standard: Date 5 NOV 2010Aob April100% (1)
- BINDT Membership Application FormDocument11 pagesBINDT Membership Application FormStu SutcliffeNo ratings yet
- PSL55Document4 pagesPSL55tomcanNo ratings yet
- Eddy Current Probe Product Book FinalDocument48 pagesEddy Current Probe Product Book FinalteodragosNo ratings yet
- DURR NDT CR Workshop ISO 17636-2Document22 pagesDURR NDT CR Workshop ISO 17636-2Bilge AyanNo ratings yet
- DA400 Product Data SheetDocument2 pagesDA400 Product Data SheetMNo ratings yet
- Charlie Chong CV-2022 OctoberDocument40 pagesCharlie Chong CV-2022 OctobercharliechongNo ratings yet