You might also like
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- How To Reduce Amine LossesDocument10 pagesHow To Reduce Amine LossesargachoNo ratings yet
- Amine Regenerator ControlDocument14 pagesAmine Regenerator ControlGloria Margarita LópezNo ratings yet
- SPECIAL REPORT: Identifying Sources Key To Detailed Troubleshooting of Amine FoamingDocument9 pagesSPECIAL REPORT: Identifying Sources Key To Detailed Troubleshooting of Amine FoamingAbhishek ChaudharyNo ratings yet
- Need To Get Stream Data From Your Aspen Hysys Simulation Into Another FormatDocument3 pagesNeed To Get Stream Data From Your Aspen Hysys Simulation Into Another FormatCuando la dictadura es un hecho, la Revolución es un derechoNo ratings yet
- Hydrothermal Damaging of Molecular Sieve and How To Prevent ItDocument12 pagesHydrothermal Damaging of Molecular Sieve and How To Prevent ItBassem BalghouthiNo ratings yet
- Natural Gas TroubleshootingDocument17 pagesNatural Gas TroubleshootingmohamedNo ratings yet
- Distillation Column Design FactorsDocument2 pagesDistillation Column Design FactorsArunkumarNo ratings yet
- Aspen Flare System AnalyzerDocument10 pagesAspen Flare System Analyzerharyonodaniel50% (2)
- Chemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsFrom EverandChemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsRating: 2 out of 5 stars2/5 (1)
- Vapor-Liquid Equilibria Using Unifac: A Group-Contribution MethodFrom EverandVapor-Liquid Equilibria Using Unifac: A Group-Contribution MethodNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Liebert ACTech ManualDocument52 pagesLiebert ACTech ManualMohamed Abou El hassanNo ratings yet
- Steps For Troubleshooting Amine Sweetening Plants": Title: "Document17 pagesSteps For Troubleshooting Amine Sweetening Plants": Title: "rajesh100% (1)
- The Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalDocument9 pagesThe Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalTrùm Dầu Mỏ BkNo ratings yet
- Optimization of Amine Sweetening UnitsDocument14 pagesOptimization of Amine Sweetening Unitsnarrowescape0% (1)
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- Dynamic Simulation of The Sour Water Stripping Process and Modified Structure For Effective PresDocument11 pagesDynamic Simulation of The Sour Water Stripping Process and Modified Structure For Effective PresjavilapiedraNo ratings yet
- Heat-Exchanger Bypass Control: William L. LuybenDocument9 pagesHeat-Exchanger Bypass Control: William L. LuybenHens Christian FuentesNo ratings yet
- Amine Sweetening Unit Simplified Design EquationsDocument20 pagesAmine Sweetening Unit Simplified Design EquationsPragathees Waran100% (1)
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDocument7 pagesDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedNo ratings yet
- CET 1112 012 Dynamic Simulation Sweetening Process Natural GasDocument6 pagesCET 1112 012 Dynamic Simulation Sweetening Process Natural GasRebwar Nori JanNo ratings yet
- Thermosyphon Reboiler HydraulicsDocument2 pagesThermosyphon Reboiler HydraulicskaramullahrasheedNo ratings yet
- Amine Sweetening Process Problem - Industrial Professionals - Cheresources - Com CommunityDocument6 pagesAmine Sweetening Process Problem - Industrial Professionals - Cheresources - Com Communitykirankumar9898No ratings yet
- Amine AbsorberDocument4 pagesAmine AbsorberAnonymous v5uipHNo ratings yet
- GPSA - Methanol Inhibition Rate RevisedDocument11 pagesGPSA - Methanol Inhibition Rate RevisedrmaganNo ratings yet
- Column Pressure ControlDocument11 pagesColumn Pressure ControlrajeshbharatNo ratings yet
- Contamination in Amines 2010Document14 pagesContamination in Amines 2010NS MurthyNo ratings yet
- Selection of Internals For Distillation ColumnsDocument29 pagesSelection of Internals For Distillation ColumnsAliya JamesNo ratings yet
- OPERATING MANUALS - Kerosene Hydrotreater Rev 01Document13 pagesOPERATING MANUALS - Kerosene Hydrotreater Rev 01rohl55No ratings yet
- Reboiler Selection ChartDocument1 pageReboiler Selection Chartankur2061No ratings yet
- Energy Optimization Using Pinch Analysis: Practical ConsiderationsDocument10 pagesEnergy Optimization Using Pinch Analysis: Practical ConsiderationsconfyNo ratings yet
- Control of Simple Distillation TowerDocument46 pagesControl of Simple Distillation TowerDian Ardiansyah100% (1)
- Final - Report TEG PDFDocument59 pagesFinal - Report TEG PDFKev LhuillierNo ratings yet
- Packed Columns: Design and Performance: Further ReadingDocument18 pagesPacked Columns: Design and Performance: Further ReadingSergei JvjvjgNo ratings yet
- Heat Exchanger PerformanceDocument6 pagesHeat Exchanger Performanceramadoss_alwar7307No ratings yet
- Amine Unit Management of ContaminantsDocument6 pagesAmine Unit Management of ContaminantsRicardo Bec100% (3)
- Amine Unit Start UpDocument11 pagesAmine Unit Start UpthinkpadNo ratings yet
- 2004 GPA Paper Mercury The Volatile Surprise in Gas ProcessingDocument15 pages2004 GPA Paper Mercury The Volatile Surprise in Gas ProcessingusnadiNo ratings yet
- Dynamic Depressuring PDFDocument16 pagesDynamic Depressuring PDFAsimNo ratings yet
- Ucarsol HS 115Document6 pagesUcarsol HS 115Akmal_FuadiNo ratings yet
- Natural Gas Hydrocarbon Contamination in AmineDocument8 pagesNatural Gas Hydrocarbon Contamination in AmineRicardo BecNo ratings yet
- On The Design of Thermal BreathingDocument6 pagesOn The Design of Thermal BreathingLizbeth Fiallos AvilaNo ratings yet
- Amine Gas Treating: Gases or Acid Gases in The Hydrocarbon Processing IndustriesDocument4 pagesAmine Gas Treating: Gases or Acid Gases in The Hydrocarbon Processing IndustriesikatparNo ratings yet
- Amine Sweetening Process DesignDocument12 pagesAmine Sweetening Process Designswapnil2603100% (2)
- Building Inferential Estimators For Modeling Product Quality in A Crude Oil Desalting and Dehydration ProcessDocument10 pagesBuilding Inferential Estimators For Modeling Product Quality in A Crude Oil Desalting and Dehydration Processsaediscribd100% (1)
- Tray Column Design - FAYFDocument1 pageTray Column Design - FAYFsriman12340% (1)
- SPECIAL REPORT Molecular SieveDocument8 pagesSPECIAL REPORT Molecular Sievenitoxxx666No ratings yet
- Natural Gas Sweetening ProcessDocument19 pagesNatural Gas Sweetening ProcessAnonymous g4hO0ENo ratings yet
- Skim PileDocument2 pagesSkim PilemaxkurmaNo ratings yet
- Vapor Liquid Separator PDFDocument10 pagesVapor Liquid Separator PDFClemenNo ratings yet
- BSGT AminePlantOperationManualDocument31 pagesBSGT AminePlantOperationManualAdeel Jamil50% (2)
- Model A Refrigerated Gas Plant Workshop: ObjectiveDocument25 pagesModel A Refrigerated Gas Plant Workshop: Objectivemiri-256No ratings yet
- Optimize Energy Use in Distillation: Reactions and SeparationsDocument7 pagesOptimize Energy Use in Distillation: Reactions and SeparationsVictor RamirezNo ratings yet
- Design of Valve TrayDocument4 pagesDesign of Valve TrayVirendra BhagatNo ratings yet
- Packed Amine Absorber Simulation Tracks Plant PerformanceDocument14 pagesPacked Amine Absorber Simulation Tracks Plant Performancematrix69No ratings yet
- Aspen-HYSYS Simulation of Natural Gas Processing PlantDocument4 pagesAspen-HYSYS Simulation of Natural Gas Processing PlantcandraNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28From EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No ratings yet
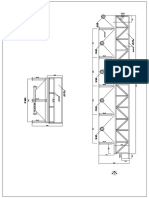
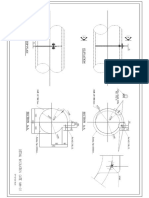
- Section Aa Section BB Fire Fighting TankDocument1 pageSection Aa Section BB Fire Fighting TankHedi Ben MohamedNo ratings yet
- Petroleum Development Oman L.L.C.: Document Title: H Sandso Management The Basics, Classification & Sour ContractsDocument31 pagesPetroleum Development Oman L.L.C.: Document Title: H Sandso Management The Basics, Classification & Sour Contractsxu zhaoNo ratings yet
- Oisd GDN 178Document21 pagesOisd GDN 178Hedi Ben MohamedNo ratings yet
- Hazardous Area Hazardous Area ClassificaDocument106 pagesHazardous Area Hazardous Area ClassificaHedi Ben MohamedNo ratings yet
- Premium-Content iSOLUTIONSWaterTreatment EN INT Article-LearningDocument4 pagesPremium-Content iSOLUTIONSWaterTreatment EN INT Article-Learningkesavaganesan58No ratings yet
- NETZSCH NEMO® Progressing Cavity Pumps ENDocument28 pagesNETZSCH NEMO® Progressing Cavity Pumps ENEduuNo ratings yet
- Politecnico Di Torino Porto Institutional RepositoryDocument8 pagesPolitecnico Di Torino Porto Institutional RepositoryHedi Ben MohamedNo ratings yet
- Operating and Maintenance Instructions: Nemo PumpDocument60 pagesOperating and Maintenance Instructions: Nemo PumpLuis GutiérrezNo ratings yet
- Decanteur Ver1Document1 pageDecanteur Ver1Hedi Ben MohamedNo ratings yet
- FG Od en V2.0Document2 pagesFG Od en V2.0Hedi Ben MohamedNo ratings yet
- Guidances For Single Point MooringDocument53 pagesGuidances For Single Point Mooringgenesis L. OrtizNo ratings yet
- Butterfly Valve K4 PVC-U - PP - PVDF Actuator ERDocument6 pagesButterfly Valve K4 PVC-U - PP - PVDF Actuator ERHedi Ben MohamedNo ratings yet
- SPM Rules June 2014 PDFDocument55 pagesSPM Rules June 2014 PDFNorman SasongkoNo ratings yet
- Case Study - Fire Incident On MV of SPMDocument4 pagesCase Study - Fire Incident On MV of SPMHedi Ben MohamedNo ratings yet
- Multimedia Filter and Activated Carbon Filter Pilot Test StudyDocument10 pagesMultimedia Filter and Activated Carbon Filter Pilot Test StudyHedi Ben MohamedNo ratings yet
- Product Technical CatalogueDocument4 pagesProduct Technical CatalogueHedi Ben MohamedNo ratings yet
- Biological Odour Control System Specification - R1Document24 pagesBiological Odour Control System Specification - R1Hedi Ben MohamedNo ratings yet
- Tank Pics-Filament Wound TanksDocument3 pagesTank Pics-Filament Wound TanksHedi Ben MohamedNo ratings yet
- FG Od en V2.0Document2 pagesFG Od en V2.0Hedi Ben MohamedNo ratings yet
- PE Fluid CompatibilityDocument6 pagesPE Fluid CompatibilityGerryNo ratings yet
- 9434-Sfe - Sequential Functional ExtractionDocument3 pages9434-Sfe - Sequential Functional ExtractionHedi Ben MohamedNo ratings yet
- Remember: Always Call The Fire Department First: How Do Fire Extinguishers Work?Document2 pagesRemember: Always Call The Fire Department First: How Do Fire Extinguishers Work?Hedi Ben MohamedNo ratings yet
- Decanteur Ver1Document1 pageDecanteur Ver1Hedi Ben MohamedNo ratings yet
- Cross VentilationDocument1 pageCross VentilationHedi Ben MohamedNo ratings yet
- Detail Isolating Gate Mh-01Document1 pageDetail Isolating Gate Mh-01Hedi Ben MohamedNo ratings yet
- Remember: Always Call The Fire Department First: How Do Fire Extinguishers Work?Document2 pagesRemember: Always Call The Fire Department First: How Do Fire Extinguishers Work?Hedi Ben MohamedNo ratings yet
- Remember: Always Call The Fire Department First: How Do Fire Extinguishers Work?Document2 pagesRemember: Always Call The Fire Department First: How Do Fire Extinguishers Work?Hedi Ben MohamedNo ratings yet
- Centrifugal Pumps - Engineering LibraryDocument9 pagesCentrifugal Pumps - Engineering LibraryHedi Ben MohamedNo ratings yet
- 05-09-21 JR - Iit Star Co-Sc (Model-B) Jee Adv 2018 (P-I) Wat-18 QPDocument14 pages05-09-21 JR - Iit Star Co-Sc (Model-B) Jee Adv 2018 (P-I) Wat-18 QPIshita Reddy100% (1)
- RFID VasuDocument22 pagesRFID Vasuapi-19984981No ratings yet
- R.A. Jishi - Feynman Diagram Techniques in Condensed Matter Physics-Cambridge University Press (2013) PDFDocument413 pagesR.A. Jishi - Feynman Diagram Techniques in Condensed Matter Physics-Cambridge University Press (2013) PDFJ NunezNo ratings yet
- SPE 102828 Field Success in Carbonate Acid Diversion, Utilizing Laboratory Data Generated by Parallel Flow TestingDocument14 pagesSPE 102828 Field Success in Carbonate Acid Diversion, Utilizing Laboratory Data Generated by Parallel Flow TestingzachNo ratings yet
- Antioxidants - MELROB - RubberDocument6 pagesAntioxidants - MELROB - RubberMarcos ROSSINo ratings yet
- Inspection and Testing of OC/EF Protection Relay: Relay Site Test ReportDocument3 pagesInspection and Testing of OC/EF Protection Relay: Relay Site Test ReportMASUD RANANo ratings yet
- Adaptive Cruise Control (Acc)Document7 pagesAdaptive Cruise Control (Acc)bnc1No ratings yet
- Sunshape Thesis - Wilbert - DLRDocument177 pagesSunshape Thesis - Wilbert - DLRAhmed AlshehrriNo ratings yet
- Analisis Investasi Penyediaan Air Baku Untuk PdamDocument7 pagesAnalisis Investasi Penyediaan Air Baku Untuk PdamsadanNo ratings yet
- The Common Java CookbookDocument333 pagesThe Common Java Cookbooktmo9d100% (20)
- Coding For Kids How To Programming Code Games For Kids Supe...Document25 pagesCoding For Kids How To Programming Code Games For Kids Supe...Wez My Meds?No ratings yet
- SEEnergy Embedded NVR User ManualDocument99 pagesSEEnergy Embedded NVR User Manualmark rueNo ratings yet
- SV1-10-4/4M/4R: - Solenoid ValveDocument2 pagesSV1-10-4/4M/4R: - Solenoid ValveCORTOCIRCUITANTENo ratings yet
- Hot Water SupplyDocument32 pagesHot Water SupplyRishikesh Wadekar100% (1)
- Ib Lab - Lenz's Law (DCP Ce)Document2 pagesIb Lab - Lenz's Law (DCP Ce)ringo_tiger100% (1)
- PetDocument15 pagesPetAhmed RhifNo ratings yet
- Unification of Euler and Werner Deconvolution in Three Dimensions Via The Generalized Hilbert TransformDocument6 pagesUnification of Euler and Werner Deconvolution in Three Dimensions Via The Generalized Hilbert TransformMithunNo ratings yet
- Course STKO+OpenSees FEUP-UMDocument1 pageCourse STKO+OpenSees FEUP-UManon_897435228No ratings yet
- Log TMBAG6NEXD0028904 210446km 130765miDocument6 pagesLog TMBAG6NEXD0028904 210446km 130765miSasa MitrovicNo ratings yet
- APIU CARMT Syllabus Version 1.0 - Confidential For Review CommitteeDocument49 pagesAPIU CARMT Syllabus Version 1.0 - Confidential For Review CommitteeFuad HassanNo ratings yet
- Availability Simulation - IsographDocument1 pageAvailability Simulation - IsographsaospieNo ratings yet
- RD Sharma Solutions For Class 10 Chapter 2 Polynomials Exercise 2.1Document10 pagesRD Sharma Solutions For Class 10 Chapter 2 Polynomials Exercise 2.1Ruturaj ParidaNo ratings yet
- Test Report 2 4G 4207201Document111 pagesTest Report 2 4G 4207201Ammar OdehNo ratings yet
- 19-104 ResearchPaperDocument6 pages19-104 ResearchPaperGimhani KavishikaNo ratings yet
- ATS (Automatic Trasfer Switch) : 2 Positions (A B)Document4 pagesATS (Automatic Trasfer Switch) : 2 Positions (A B)Berkah Jaya PanelNo ratings yet
- Curl and DivDocument3 pagesCurl and DivgjdapromiseNo ratings yet
- Rate LawsDocument20 pagesRate LawsReginal MoralesNo ratings yet
- WIND LOADS (Computation of QH For MWFRS, Low Rise BuildingDocument2 pagesWIND LOADS (Computation of QH For MWFRS, Low Rise BuildingRomeo QuerubinNo ratings yet
- Deep Learning (R20A6610)Document46 pagesDeep Learning (R20A6610)barakNo ratings yet