You might also like
- Cutting ClearanceDocument2 pagesCutting ClearancevinodNo ratings yet
- Shearing Process GuideDocument29 pagesShearing Process GuideSriram MuruganNo ratings yet
- Sheet Forming Processes: Shearing & BendingDocument50 pagesSheet Forming Processes: Shearing & Bendingsudharsans88No ratings yet
- Metal Forming LabDocument57 pagesMetal Forming LabRohitGuptaNo ratings yet
- Sheet MetalDocument21 pagesSheet MetalRam Janm Singh100% (2)
- 04 Cutting ClearanceDocument18 pages04 Cutting Clearancegaurav deshmukhNo ratings yet
- Drilling, Tapping & ReamingDocument5 pagesDrilling, Tapping & ReamingAayush AgrawalNo ratings yet
- Channel and Tumble-Box JigsDocument1 pageChannel and Tumble-Box JigsjoelNo ratings yet
- NTTF Technical Training Tool Design DrawingsDocument73 pagesNTTF Technical Training Tool Design DrawingsRANJANI RAGHUNATHANNo ratings yet
- Press OperationDocument19 pagesPress Operationchirag sanghaniNo ratings yet
- Chapter3 The Structure and Design of Press DiesDocument35 pagesChapter3 The Structure and Design of Press DiesMiriam OuxNo ratings yet
- Coure Outline For Die PDFDocument2 pagesCoure Outline For Die PDFtadeleNo ratings yet
- Thread Cutting and Its MethodsDocument24 pagesThread Cutting and Its MethodsMr.N.S. NateshNo ratings yet
- Types of Jigs and FixturesDocument3 pagesTypes of Jigs and FixturesABEESH KIRANNo ratings yet
- Basic of GrindingDocument19 pagesBasic of GrindingKaushik SreenivasNo ratings yet
- Design of Angular Post JigDocument41 pagesDesign of Angular Post JigRobo Raja100% (2)
- Computing Die Thickness and MarginsDocument3 pagesComputing Die Thickness and MarginsAnand PrajapatiNo ratings yet
- Grinding Machine BasicsDocument5 pagesGrinding Machine BasicsTefera NigusNo ratings yet
- Section ViewsDocument43 pagesSection ViewsTechnical UETiansNo ratings yet
- Group Assignment on Cutting ToolsDocument29 pagesGroup Assignment on Cutting ToolsRahul Sharma100% (1)
- Marking OutDocument2 pagesMarking OutOladimeji TaiwoNo ratings yet
- Lecture Slide Metrology and Inspection - PPT PDFDocument30 pagesLecture Slide Metrology and Inspection - PPT PDFEdo EdgarNo ratings yet
- TOPIC 7 Blanking Sheating and TrimmingDocument19 pagesTOPIC 7 Blanking Sheating and TrimmingmouliNo ratings yet
- PressWorking SDocument49 pagesPressWorking SRafiqueNo ratings yet
- MP II - Lecture 5 - Tool Failure and Tool LifeDocument45 pagesMP II - Lecture 5 - Tool Failure and Tool LifeArif Hossain100% (1)
- K-Factor - SheetMetal - MeDocument4 pagesK-Factor - SheetMetal - MeFoxcostaNo ratings yet
- Press Working TerminologyDocument16 pagesPress Working TerminologyAadrika UmashankarNo ratings yet
- Difference Between Up and Down MillingDocument4 pagesDifference Between Up and Down MillingT. VeerabhadraiahNo ratings yet
- Introduction To GrindingDocument8 pagesIntroduction To GrindingsreeshpsNo ratings yet
- Automats and Tool LayoutsDocument20 pagesAutomats and Tool LayoutsAyesha IshuNo ratings yet
- Production Technology Question PaperDocument3 pagesProduction Technology Question PaperChirag100% (2)
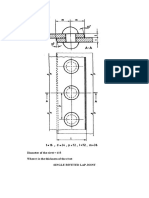
- T Lap JointDocument1 pageT Lap JointROMEL A. ESPONILLANo ratings yet
- Shear and Deflection TestsDocument5 pagesShear and Deflection TestsRaj TondayNo ratings yet
- 4 - Cutting Tool GeometryDocument21 pages4 - Cutting Tool GeometryFebry Risky Jr.No ratings yet
- Colour Coding of Patterns: Patterns Are Imparted Certain Colours and Shades in Order ToDocument1 pageColour Coding of Patterns: Patterns Are Imparted Certain Colours and Shades in Order ToAppu MukundanNo ratings yet
- Aim: To Prepare A V Block of - Dimension From The Given Work Piece by UsingDocument4 pagesAim: To Prepare A V Block of - Dimension From The Given Work Piece by UsingSubodh ShrivNo ratings yet
- 156 180Document181 pages156 180Kurnia Adi WibowoNo ratings yet
- Indexing Jigs and FixtureDocument36 pagesIndexing Jigs and FixturePraveen Kumar100% (1)
- Sheet Metal Forming (2) - 2Document30 pagesSheet Metal Forming (2) - 2Wakahare PtahNo ratings yet
- Ch-2 Force & Power in Metal CuttingDocument43 pagesCh-2 Force & Power in Metal CuttingNimish JoshiNo ratings yet
- Gears: Drawing Gear Teeth Spur GearsDocument16 pagesGears: Drawing Gear Teeth Spur GearsGvgfhjNo ratings yet
- 4 Sheet MetalDocument54 pages4 Sheet MetalShashank PansariNo ratings yet
- Machine Tools Hand Tools: Fitting ShopDocument12 pagesMachine Tools Hand Tools: Fitting ShopMadara uchihaNo ratings yet
- Bench WorkingDocument11 pagesBench WorkingMonica MagdyNo ratings yet
- Fabrication of Plastic Brick Manufacturing Machine and Brick AnalysisDocument75 pagesFabrication of Plastic Brick Manufacturing Machine and Brick AnalysismmjishnuNo ratings yet
- Mt1 Unit 4 NotesDocument11 pagesMt1 Unit 4 Notesvelavansu100% (1)
- Punch and DieDocument16 pagesPunch and DieNani DatrikaNo ratings yet
- Press Working Operation NOTESDocument6 pagesPress Working Operation NOTESZakyNo ratings yet
- Design of Single Point Cutting ToolDocument11 pagesDesign of Single Point Cutting ToolSiddharth DubeyNo ratings yet
- Interchangeability in MetrologyDocument5 pagesInterchangeability in Metrologyesakkiraj05100% (1)
- Riveted JointsDocument7 pagesRiveted JointsSUJITH GNo ratings yet
- Production Process.II (CBCGS) Module.1 Metal CuttingDocument24 pagesProduction Process.II (CBCGS) Module.1 Metal CuttingOmkar BedadeNo ratings yet
- Abrasive Jet Machining (AJM) Process OverviewDocument31 pagesAbrasive Jet Machining (AJM) Process OverviewAbhishek KumarNo ratings yet
- Chapter 1 Hand ToolsDocument22 pagesChapter 1 Hand ToolsMohd HapisNo ratings yet
- 9 Strip LayoutDocument26 pages9 Strip LayoutMohan RanganNo ratings yet
- Machine Tools Guide in 40 CharactersDocument16 pagesMachine Tools Guide in 40 CharactersKarNo ratings yet
- Compound Tool For Press Tool WasherDocument6 pagesCompound Tool For Press Tool WasherDhaneshNo ratings yet
- Abrasive Jet and Water Jet Machining Mp2Document50 pagesAbrasive Jet and Water Jet Machining Mp2Drew LadlowNo ratings yet
- Evaluation and classification of magnetic particle indicationsDocument1 pageEvaluation and classification of magnetic particle indicationsapexndttrainingNo ratings yet
- Cutting ClearanceDocument26 pagesCutting ClearanceSûhâs KS IyengarNo ratings yet
- Arcor - enDocument2 pagesArcor - enIker MelladoNo ratings yet
- Saudi Electricity Company Battery Charger Rating Standard TES-P-103.03-rev 0Document1 pageSaudi Electricity Company Battery Charger Rating Standard TES-P-103.03-rev 0Senthil RajanNo ratings yet
- Buckling Experiments - Experimental Methods in Buckling of Thin-Walled StructureDocument1,120 pagesBuckling Experiments - Experimental Methods in Buckling of Thin-Walled StructureEJOUMALENo ratings yet
- Administration of VERITAS Cluster Server 6.0 For UNIXDocument93 pagesAdministration of VERITAS Cluster Server 6.0 For UNIXMuhamad Noor ChikNo ratings yet
- BIEN Introduction PDFDocument45 pagesBIEN Introduction PDFSneha SinghNo ratings yet
- Disc ValveDocument6 pagesDisc ValvemohamedroyaleyeuaeNo ratings yet
- CSWA Simulasi Preparation Soal Dan JawabanDocument22 pagesCSWA Simulasi Preparation Soal Dan JawabanRirin ayu puspita40% (5)
- Design EquationsDocument7 pagesDesign EquationsThiagarajanNo ratings yet
- Manual (For LP Series)Document25 pagesManual (For LP Series)Hùng Đinh TrọngNo ratings yet
- A Low Cost OMR Solution For Educational PurposeDocument9 pagesA Low Cost OMR Solution For Educational PurposePreyan JainNo ratings yet
- Natural Ventilation PDFDocument7 pagesNatural Ventilation PDFDebasis DasguptaNo ratings yet
- Drilling Catalog 2013 Kyocera PDFDocument106 pagesDrilling Catalog 2013 Kyocera PDFTuấn NguyễnNo ratings yet
- SAP QM: Quality Management Module OverviewDocument34 pagesSAP QM: Quality Management Module OverviewAna Luque100% (1)
- Compiler ObjectiveDocument26 pagesCompiler Objectiveamank114100% (1)
- 710 CivDocument10 pages710 CivSamuel AguiarNo ratings yet
- Calculation of Coefficients of Contraction, Velocity, and Discharge of A Circular Orifice Using A Hydraulic BenchDocument4 pagesCalculation of Coefficients of Contraction, Velocity, and Discharge of A Circular Orifice Using A Hydraulic BenchFran CarnaceNo ratings yet
- ISO and EN standards for securing cargo in vehicles and containersDocument35 pagesISO and EN standards for securing cargo in vehicles and containersMuharrem BeyogluNo ratings yet
- Physics I Projectile Motion Practice Problems 4 1 SolnDocument16 pagesPhysics I Projectile Motion Practice Problems 4 1 SolnFranceNo ratings yet
- 7 Spouses Pereña Vs Spouses ZarateDocument1 page7 Spouses Pereña Vs Spouses ZarateValentine MoralesNo ratings yet
- 511123-200 S2770 3370 RT BE FEB12 sn10210 C.PSDocument134 pages511123-200 S2770 3370 RT BE FEB12 sn10210 C.PSOliver HuangNo ratings yet
- Purlins Cold Formed SectionDocument5 pagesPurlins Cold Formed SectionHarjasa AdhiNo ratings yet
- Dyno Nobel Blast Design and DigiShot Detonators Produce Excellent Results PDFDocument1 pageDyno Nobel Blast Design and DigiShot Detonators Produce Excellent Results PDFGabriel KibindaNo ratings yet
- ZAPOSH CONSULTANCY MAKES WORKPLACES SAFERDocument40 pagesZAPOSH CONSULTANCY MAKES WORKPLACES SAFERJohn Paul Marin ManzanoNo ratings yet
- CableConduits InterflexDocument132 pagesCableConduits InterflexSEO BDMNo ratings yet
- T3200Document2 pagesT3200kylegaze0% (1)
- List of 0 LubricantsDocument4 pagesList of 0 LubricantsRosangelaGargurNo ratings yet
- Sample FMEADocument20 pagesSample FMEATaufikRasyadiNo ratings yet
- Entropy Problems AnswersDocument6 pagesEntropy Problems AnswersTots HolaresNo ratings yet
- Proposal For UreaDocument24 pagesProposal For UreaUmar ZamanNo ratings yet