You might also like
- Axial Field Electrical MachinesDocument20 pagesAxial Field Electrical Machinesవారణాసిరవిసత్యలక్ష్మీనరసింహ. శాస్త్రి100% (1)
- Axial Field Electrical MachinesDocument20 pagesAxial Field Electrical Machinesవారణాసిరవిసత్యలక్ష్మీనరసింహ. శాస్త్రి100% (1)
- 024 - Mechanical Properties of Fasteners Made of Carbon Steel and Alloy Steel PDFDocument1 page024 - Mechanical Properties of Fasteners Made of Carbon Steel and Alloy Steel PDFRonak RanaNo ratings yet
- Scrapwood Frame Saw: InstructablesDocument12 pagesScrapwood Frame Saw: InstructablesJasmine VaaltynNo ratings yet
- Bending Die DesignDocument46 pagesBending Die DesignSujit Mule83% (6)
- Combined FootingDocument12 pagesCombined FootingmyNo ratings yet
- Pile Foundation: Civil Engineering Practice (CE-203)Document75 pagesPile Foundation: Civil Engineering Practice (CE-203)Engr Ashfaq Nazir KharalNo ratings yet
- Die Design PresentationDocument24 pagesDie Design PresentationIsrar Equbal100% (1)
- Citrus National High School 2nd Quarter ExamDocument3 pagesCitrus National High School 2nd Quarter ExamCitrus National High School100% (1)
- Fire Fighting System in Skyscrapers (Burj Khalifa)Document18 pagesFire Fighting System in Skyscrapers (Burj Khalifa)Dharshini Deivasigamani100% (1)
- 3Document19 pages3Safalsha BabuNo ratings yet
- Gu2005 PDFDocument5 pagesGu2005 PDFamd mhmNo ratings yet
- Study of factors affecting burr formation in sheet metal cuttingDocument7 pagesStudy of factors affecting burr formation in sheet metal cuttingniteshNo ratings yet
- This PDF Document Is A Partial Sample Chapter From The Book..Document9 pagesThis PDF Document Is A Partial Sample Chapter From The Book..Anonymous VRspXsmNo ratings yet
- High Speed Machining of Inconel 718 Focusing On Tool Surface Topography of CBN ToolDocument8 pagesHigh Speed Machining of Inconel 718 Focusing On Tool Surface Topography of CBN ToolDariusNo ratings yet
- Machined Components: S E C T I O N 4Document10 pagesMachined Components: S E C T I O N 4solquihaNo ratings yet
- Dsi and Anly ProjectDocument17 pagesDsi and Anly ProjectGurpreet singhNo ratings yet
- A Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Document10 pagesA Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Jo marNo ratings yet
- Ijramt 2 4 52Document8 pagesIjramt 2 4 52arjun.recordsNo ratings yet
- Parts Cut To Length: Ted SlezakDocument8 pagesParts Cut To Length: Ted SlezaksolquihaNo ratings yet
- High-Performance Cutting and Grinding Technology For CFRP (Carbon Fiber Reinforced Plastic)Document7 pagesHigh-Performance Cutting and Grinding Technology For CFRP (Carbon Fiber Reinforced Plastic)Dongxi LvNo ratings yet
- Modelling of The Abrasive Water Jet Cutting Process: R.T. Deam, E. Lemma, D.H. AhmedDocument15 pagesModelling of The Abrasive Water Jet Cutting Process: R.T. Deam, E. Lemma, D.H. Ahmedmatteo trainiNo ratings yet
- Performance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiDocument5 pagesPerformance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiWallyson ThomasNo ratings yet
- Dry Machining of AluminiumDocument11 pagesDry Machining of AluminiumNikhil KumarNo ratings yet
- A Review On Cutting Tool Technology in Machining of Ni-Based SuperalloysDocument17 pagesA Review On Cutting Tool Technology in Machining of Ni-Based SuperalloysTaj mechNo ratings yet
- DFM Application To Sheet-Metal WorkingDocument21 pagesDFM Application To Sheet-Metal Workingsmartcad60No ratings yet
- PublishedPaper DieFailureModesDocument12 pagesPublishedPaper DieFailureModesAry OctavianiNo ratings yet
- Nozzle Design and Material in Abrasive Jet Machining Process - A ReviewDocument9 pagesNozzle Design and Material in Abrasive Jet Machining Process - A ReviewRajiv RanjanNo ratings yet
- 2009 Sugihara - Development of A Cutting Tool With A Nanomicro-Textured Surface - Improvement of Anti-Adhesive Effect by Considering The Texture Patterns PDFDocument5 pages2009 Sugihara - Development of A Cutting Tool With A Nanomicro-Textured Surface - Improvement of Anti-Adhesive Effect by Considering The Texture Patterns PDFprasannaNo ratings yet
- Effect of Machining Parameters and Coating On Wear Mechanisms in Dry Drilling of Aluminium AlloysDocument7 pagesEffect of Machining Parameters and Coating On Wear Mechanisms in Dry Drilling of Aluminium AlloysgudukumarNo ratings yet
- Forging & Die Design Course Optimizes ProcessesDocument5 pagesForging & Die Design Course Optimizes ProcessesSundar KaruppiahNo ratings yet
- Design and Simulation of Different Progressive ToolsDocument8 pagesDesign and Simulation of Different Progressive ToolsAnnaNo ratings yet
- 1 s2.0 S092401360900168X MainDocument8 pages1 s2.0 S092401360900168X MainÖnder AyerNo ratings yet
- Comparing Surface Properties of AISI 304 Stainless Steel Cut Using Different MethodsDocument12 pagesComparing Surface Properties of AISI 304 Stainless Steel Cut Using Different MethodsDavid ThangaduraiNo ratings yet
- Product Defects in Aluminum Extrusion and Its Impact On Operational CostDocument18 pagesProduct Defects in Aluminum Extrusion and Its Impact On Operational CostNatural AlNo ratings yet
- Study On Cutting Tool Life: August 2013Document8 pagesStudy On Cutting Tool Life: August 2013Tony StarkNo ratings yet
- Machining Composite Materials - Traditional Methods Such as DrillingDocument10 pagesMachining Composite Materials - Traditional Methods Such as DrillingMohan KumarNo ratings yet
- Study On Effects of Cutting Fluids On Cutting Resistance and Tool Wear in Simple Method For Incoloy 825 ReamingDocument6 pagesStudy On Effects of Cutting Fluids On Cutting Resistance and Tool Wear in Simple Method For Incoloy 825 Reamingmustafa sertNo ratings yet
- 18 IMMCGeneral Principlesof Finishing LinesDocument5 pages18 IMMCGeneral Principlesof Finishing LinesSaad AkramNo ratings yet
- Modelling and Simulation of Grinding ProcessesDocument12 pagesModelling and Simulation of Grinding ProcessesjangdiniNo ratings yet
- Investigating Aluminum Sheet Wrinkling During The Deep Drawing ProcessDocument12 pagesInvestigating Aluminum Sheet Wrinkling During The Deep Drawing ProcessElaine JohnsonNo ratings yet
- Investigation and Analysis For The Wrinkling Behaviour of Deep Drawn Die Sheet Metal Component by Using Fast FormDocument8 pagesInvestigation and Analysis For The Wrinkling Behaviour of Deep Drawn Die Sheet Metal Component by Using Fast FormSachin S ChaudhariNo ratings yet
- Friction Coefficient For Al Alloys and Tool Materials Contact PairsDocument4 pagesFriction Coefficient For Al Alloys and Tool Materials Contact PairsAnis SuissiNo ratings yet
- StudyoncuttingtoollifeDocument8 pagesStudyoncuttingtoollifeArun NalawadeNo ratings yet
- KBS-aided Design of Tube Bending Processes PDFDocument8 pagesKBS-aided Design of Tube Bending Processes PDFkiranNo ratings yet
- HSM Seminar Report on High Speed MachiningDocument16 pagesHSM Seminar Report on High Speed MachiningGRACY75% (4)
- Metal Casting: Design, Materials, and Economics: Qualitative ProblemsDocument11 pagesMetal Casting: Design, Materials, and Economics: Qualitative ProblemsJairo RamosNo ratings yet
- Manufacturing Considerations in Machine DesignDocument34 pagesManufacturing Considerations in Machine DesignMuhammad FiazNo ratings yet
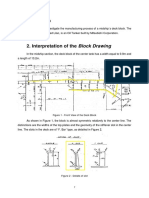
- Figure 1 - Front View of The Deck BlockDocument17 pagesFigure 1 - Front View of The Deck BlockAna Paula BittencourtNo ratings yet
- The International Journal of Engineering and Science (The IJES)Document6 pagesThe International Journal of Engineering and Science (The IJES)theijesNo ratings yet
- Cutting Mechanics When Turning PowdDocument13 pagesCutting Mechanics When Turning PowdSoniaNo ratings yet
- Unconventional Machining ProcessesDocument64 pagesUnconventional Machining Processesdeepak kantipudiNo ratings yet
- 261 696 1 SM PDFDocument12 pages261 696 1 SM PDFRamadhanNo ratings yet
- Drilling Hole Quality and Cutting Fluid Cost OptimizationDocument45 pagesDrilling Hole Quality and Cutting Fluid Cost Optimizationidris_ali_7No ratings yet
- Approach For Polishing Diamond Coated Complicated Cutting Tool: Abrasive Flow Machining (AFM)Document15 pagesApproach For Polishing Diamond Coated Complicated Cutting Tool: Abrasive Flow Machining (AFM)JAYASIMHA S.L.N JayasimhaNo ratings yet
- Aklilu PaperDocument26 pagesAklilu PaperdevendrasinhameNo ratings yet
- 16581b4a68c72c4390b8af47e1ff84baDocument13 pages16581b4a68c72c4390b8af47e1ff84babahmanNo ratings yet
- Initial Flank Wear in The First Seconds of Coated Carbide Tools in Turning OperationsDocument4 pagesInitial Flank Wear in The First Seconds of Coated Carbide Tools in Turning OperationsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Hard Turning of Hot Work Tool Steel (Dac10)Document38 pagesHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelNo ratings yet
- HSM Seminar Report Summary: High Speed Machining Applications and ParametersDocument16 pagesHSM Seminar Report Summary: High Speed Machining Applications and ParameterskdbbbNo ratings yet
- Materials 15 01798Document18 pagesMaterials 15 01798QA LAB ISMNo ratings yet
- Advances in Cutting ToolsDocument14 pagesAdvances in Cutting ToolsLe HuynhNo ratings yet
- Thivaagar Segeranazan (Sheet Metal Report)Document18 pagesThivaagar Segeranazan (Sheet Metal Report)thivaagaarNo ratings yet
- A Review of Burr Formation in Machining: January 2010Document11 pagesA Review of Burr Formation in Machining: January 2010Zerina ČustovićNo ratings yet
- 14 Failure of Cutting Tools and Tool LifeDocument11 pages14 Failure of Cutting Tools and Tool LifePRASAD326100% (8)
- SuperDocument21 pagesSuperSafalsha BabuNo ratings yet
- CRDocument17 pagesCRSafalsha BabuNo ratings yet
- Super ReportDocument21 pagesSuper ReportSafalsha BabuNo ratings yet
- ThedDocument15 pagesThedSafalsha BabuNo ratings yet
- Wing-In-ground-effect Craft A Case Study in AerodyDocument5 pagesWing-In-ground-effect Craft A Case Study in AerodySafalsha BabuNo ratings yet
- Sanu 39Document5 pagesSanu 39Safalsha BabuNo ratings yet
- Gyrobus Seminar Report Details Early Electric BusDocument24 pagesGyrobus Seminar Report Details Early Electric BusVara Lakshmi100% (1)
- NBCDocument27 pagesNBCSafalsha BabuNo ratings yet
- NafihDocument6 pagesNafihSafalsha BabuNo ratings yet
- Awh Polytechnic College: Seminar ReportDocument6 pagesAwh Polytechnic College: Seminar ReportSafalsha BabuNo ratings yet
- S A Niknamandv songmeneINLACO2013Document11 pagesS A Niknamandv songmeneINLACO2013Safalsha BabuNo ratings yet
- DynaDocument19 pagesDynaSafalsha BabuNo ratings yet
- SuperadobeDocument27 pagesSuperadobeSafalsha BabuNo ratings yet
- Chapter 1Document17 pagesChapter 1Safalsha BabuNo ratings yet
- Transport Airplane, Which Is Purposely Deemed To Exploit Ground-Effect (8) - Some GroundDocument14 pagesTransport Airplane, Which Is Purposely Deemed To Exploit Ground-Effect (8) - Some GroundSafalsha BabuNo ratings yet
- Ece Free Space Optics Report PDFDocument24 pagesEce Free Space Optics Report PDFBhavya PatelNo ratings yet
- SreenathDocument6 pagesSreenathSafalsha BabuNo ratings yet
- Cryogenic Materials and Circuit Integration For Quantum ComputersDocument15 pagesCryogenic Materials and Circuit Integration For Quantum ComputersSafalsha BabuNo ratings yet
- Fig 1.1 Axial-Field Electrical MachineDocument26 pagesFig 1.1 Axial-Field Electrical MachineSafalsha BabuNo ratings yet
- MUHAMMED - ASHIQ PT - Resume - 02-02-2023-13-23-28Document1 pageMUHAMMED - ASHIQ PT - Resume - 02-02-2023-13-23-28Safalsha BabuNo ratings yet
- The Design and Fabrication of An Improved Diesel Powered Hydraulic Red Brick Molding MachineDocument8 pagesThe Design and Fabrication of An Improved Diesel Powered Hydraulic Red Brick Molding MachineSafalsha BabuNo ratings yet
- Heat SinkDocument14 pagesHeat SinkSafalsha BabuNo ratings yet
- Business Process Reengineering: A Recent Review: December 2014Document29 pagesBusiness Process Reengineering: A Recent Review: December 2014muhsin alamNo ratings yet
- Engine Heat Sink Thermal Energy Recovery SystemDocument10 pagesEngine Heat Sink Thermal Energy Recovery SystemSafalsha BabuNo ratings yet
- Ece Free Space OpticsDocument14 pagesEce Free Space OpticsSafalsha BabuNo ratings yet
- 2Document18 pages2Safalsha BabuNo ratings yet
- Ece Free Space Optics Report PDFDocument24 pagesEce Free Space Optics Report PDFBhavya PatelNo ratings yet
- GL Register Page 17 ExtractDocument1 pageGL Register Page 17 ExtractAbu Syeed Md. Aurangzeb Al MasumNo ratings yet
- Regular safety inspections ensure safe operationDocument32 pagesRegular safety inspections ensure safe operationRasheed AhmadNo ratings yet
- C 8 1 09Document1 pageC 8 1 09Sandino TorresNo ratings yet
- Personal Climbing Equipment: Standard Specifications ForDocument33 pagesPersonal Climbing Equipment: Standard Specifications ForAndres Antonio Moreno Castro100% (1)
- Perspective: Office of The Building Official (O.B.O)Document1 pagePerspective: Office of The Building Official (O.B.O)Temoteo L Pupa IIINo ratings yet
- Filler Wire For MIG/MAG Welding IRS M-46-2003 (With Amendment No.1)Document1 pageFiller Wire For MIG/MAG Welding IRS M-46-2003 (With Amendment No.1)Lakhwant Singh KhalsaNo ratings yet
- 21 Shweta Bisht & Farheen JahanDocument5 pages21 Shweta Bisht & Farheen JahanjtpmlNo ratings yet
- Electric Rope Hoist ManualDocument72 pagesElectric Rope Hoist ManualJesus Dan MontielNo ratings yet
- Reference For Orifice SelectionDocument1 pageReference For Orifice Selectiondeepak_313No ratings yet
- Kiene Valve Threads and Pressure SensorsDocument2 pagesKiene Valve Threads and Pressure SensorsJose Luis RattiaNo ratings yet
- Statics: Vector Mechanics For EngineersDocument35 pagesStatics: Vector Mechanics For EngineersFabie BarcenalNo ratings yet
- VISY Chuck Guide Achieve Correct CDLE Seam SpecificationDocument5 pagesVISY Chuck Guide Achieve Correct CDLE Seam SpecificationHarold AmadorNo ratings yet
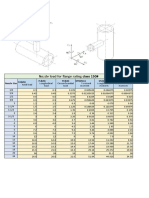
- Nozzle Load For Flange Rating Class 150#: Nozzle Size Fa (KN) FL (KN) FC (KN) MT (KNM) ML (KNM) MC (KNM)Document6 pagesNozzle Load For Flange Rating Class 150#: Nozzle Size Fa (KN) FL (KN) FC (KN) MT (KNM) ML (KNM) MC (KNM)olekNo ratings yet
- DDocument3 pagesDLucille Samson ReyesNo ratings yet
- Power Transmission Gear Types of Gears Nomenclature Applications of Gears Velocity Ratio Gear Trains Example Problems and QuestionsDocument28 pagesPower Transmission Gear Types of Gears Nomenclature Applications of Gears Velocity Ratio Gear Trains Example Problems and QuestionsVaibhav Vithoba NaikNo ratings yet
- Type 1190: Installation Guide D101644X014 English - November 2015Document4 pagesType 1190: Installation Guide D101644X014 English - November 2015ดั๊มพ์ วาสนาทิพย์No ratings yet
- Disassembly and Assembly BushingDocument5 pagesDisassembly and Assembly Bushingoscar el carevergaNo ratings yet
- Dathan Tool and Gauge HandbookDocument32 pagesDathan Tool and Gauge HandbookManjunath MNo ratings yet
- (As Listed in The Respective TR) Program: Automotive Servicing NC I Name of TVI/Company: Regional Training Center-TalisayDocument2 pages(As Listed in The Respective TR) Program: Automotive Servicing NC I Name of TVI/Company: Regional Training Center-TalisayFe Marie JisonNo ratings yet
- Ergo Guide ABSDocument74 pagesErgo Guide ABScvhar87No ratings yet
- Stress Calculation PDFDocument9 pagesStress Calculation PDFEdzel RenomeronNo ratings yet
- Case study on the different types of commercial stairs: Their components, requirements, and examplesDocument17 pagesCase study on the different types of commercial stairs: Their components, requirements, and examplesrutul patelNo ratings yet
- M 102Document18 pagesM 102Shankar GurusamyNo ratings yet
- Boq For Expansion of Sohar HospitalDocument2 pagesBoq For Expansion of Sohar HospitalSundara MoorthyNo ratings yet