You might also like
- MTO For Piping MaterialDocument15 pagesMTO For Piping MaterialNguyen VHNo ratings yet
- 21a Pallet Load Testing To en ISO 8611Document1 page21a Pallet Load Testing To en ISO 8611Debreteni FlorinNo ratings yet
- THU32Document16 pagesTHU32Roman CorralesNo ratings yet
- BIS0418 C1L2P1 Technical Guide Bending Rolling Shearing Punching WEB SIN...Document6 pagesBIS0418 C1L2P1 Technical Guide Bending Rolling Shearing Punching WEB SIN...MarcoNo ratings yet
- BIS0116 - C1L7P3 - Technical Guide - Drilling - Countersinking - Tapping - WebDocument8 pagesBIS0116 - C1L7P3 - Technical Guide - Drilling - Countersinking - Tapping - WebkenNo ratings yet
- Aps Bisalloy 80 DatasheetDocument12 pagesAps Bisalloy 80 Datasheetst_calvoNo ratings yet
- Bisalloy Armour AussieMade BrochureDocument16 pagesBisalloy Armour AussieMade Brochureasprclms durgapurNo ratings yet
- Wilsons LTD - Nickel Alloy Aerospace Nickel Alloys - 26Document4 pagesWilsons LTD - Nickel Alloy Aerospace Nickel Alloys - 26RocksyNo ratings yet
- PEER Bearing UnitsDocument6 pagesPEER Bearing Unitsmaxx.blyumNo ratings yet
- Aero Metal Alliance Nickel Alloy Aerospace Nickel Alloys 26Document4 pagesAero Metal Alliance Nickel Alloy Aerospace Nickel Alloys 26singaravelan narayanasamy100% (1)
- Bisalloy Bisplate Technical ManualDocument90 pagesBisalloy Bisplate Technical Manualshaun_saggersNo ratings yet
- Bisplate 60Document2 pagesBisplate 60Andy AcousticNo ratings yet
- Page 31 34Document4 pagesPage 31 34ISHAN VERMANo ratings yet
- AAAC Gulf Trading Co WLL Profile - Part8Document1 pageAAAC Gulf Trading Co WLL Profile - Part8rahman21420No ratings yet
- Farris ASME VIII Full Range ScopeDocument82 pagesFarris ASME VIII Full Range ScopeMarcelo Kleber FelisbertoNo ratings yet
- ASTM A105 Swing Check Valve, BS 5352, 1 Inch, Class 800 LB - DervosDocument1 pageASTM A105 Swing Check Valve, BS 5352, 1 Inch, Class 800 LB - DervosGlobal QualityNo ratings yet
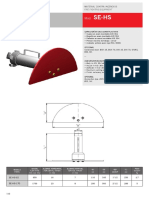
- Curtain EspDocument1 pageCurtain EspTony Bou GhariosNo ratings yet
- Pipe Support BinderDocument1 pagePipe Support Binderrusli bahtiarNo ratings yet
- BIS0073-Technical Guide Update-April 2015Document104 pagesBIS0073-Technical Guide Update-April 2015Samial HasnatNo ratings yet
- AB 2020 - 1LR - V2 Sept16Document35 pagesAB 2020 - 1LR - V2 Sept16Luiz BadelNo ratings yet
- Catalog Globe Valve Boney ForgeDocument1 pageCatalog Globe Valve Boney ForgeheviNo ratings yet
- Pre-Packaged Brazing Filler Metals & Alloys - Lucas-MilhauptDocument6 pagesPre-Packaged Brazing Filler Metals & Alloys - Lucas-MilhauptLondon BridgeNo ratings yet
- SB 8 Supra BinDocument3 pagesSB 8 Supra BinleejandsouzaNo ratings yet
- Main Product: Stud Bolt & Hex Nut Heavy Hex Bolt (Hexagon Bolt) / Hex NutDocument5 pagesMain Product: Stud Bolt & Hex Nut Heavy Hex Bolt (Hexagon Bolt) / Hex NutNgoc Huyen NguyenNo ratings yet
- Strainers-BD 4 inDocument5 pagesStrainers-BD 4 inSalvador Ismael Torres ValleNo ratings yet
- Basket Strainer b150Document4 pagesBasket Strainer b150Rafael UnibioNo ratings yet
- Ifc B150FSB1Document2 pagesIfc B150FSB1cmarinvzlaNo ratings yet
- Quick Sheet: API 602 Forged Steel Gate ValveDocument3 pagesQuick Sheet: API 602 Forged Steel Gate ValveNaresh ANo ratings yet
- ID-SNB-SOME-2040-250150 MTO Summary Piping Bulk Package B - 20231123Document78 pagesID-SNB-SOME-2040-250150 MTO Summary Piping Bulk Package B - 20231123Alfian JunaidiNo ratings yet
- Series 20-21 SS Butterfly ValvesDocument2 pagesSeries 20-21 SS Butterfly ValvesQuangNgocNo ratings yet
- Serie B Cubeta Inv.Document2 pagesSerie B Cubeta Inv.Nz CaNo ratings yet
- 140 Sheree Blvd. PO Box 566, Exton, PA 19341-0566 US - Web SiteDocument3 pages140 Sheree Blvd. PO Box 566, Exton, PA 19341-0566 US - Web SitegeorgyNo ratings yet
- 4-1. Hy-Lok Tube Fittings (2020)Document76 pages4-1. Hy-Lok Tube Fittings (2020)Jit BNo ratings yet
- Tube Fittings: Size From 1/16" Thru 2" (2mm Thru 50mm)Document5 pagesTube Fittings: Size From 1/16" Thru 2" (2mm Thru 50mm)Jit BNo ratings yet
- Eries: Commercial Grade Auxiliary LocksDocument16 pagesEries: Commercial Grade Auxiliary Locksb.silver3892No ratings yet
- T301WFPDocument1 pageT301WFPcristian villegasNo ratings yet
- Focus Area Refuse Trucks 2009Document25 pagesFocus Area Refuse Trucks 2009Varun KediaNo ratings yet
- 10.program 2017 p.3Document1 page10.program 2017 p.3uscbiscgradNo ratings yet
- 177 EN Hardox For Rod millsV12019AplusMsterbergswebDocument2 pages177 EN Hardox For Rod millsV12019AplusMsterbergswebAndres Byke SepulvedaNo ratings yet
- Injection Quill Instruction Sheet: Instructions For UseDocument1 pageInjection Quill Instruction Sheet: Instructions For UsesalcedopozasNo ratings yet
- Breather ValveDocument2 pagesBreather ValveSalsa Bila MaisaNo ratings yet
- Valve Weight PDFDocument10 pagesValve Weight PDFPrabha KaranNo ratings yet
- 805S HFC October 05Document4 pages805S HFC October 05C WaiteNo ratings yet
- Industrial Products - Version 4.0.0: Product Code Description Pack DescriptionDocument4 pagesIndustrial Products - Version 4.0.0: Product Code Description Pack DescriptionShaara NeyNo ratings yet
- Rubber Seated Butterfly Valves For General Use - 700 Series PDFDocument48 pagesRubber Seated Butterfly Valves For General Use - 700 Series PDFs12originalNo ratings yet
- Construction of Petroleum Storage Depot at Pali, Rajasthan: Doc No.: NAYA-PALI-SP-80 Rev: 00 Date: 25-04-2019Document4 pagesConstruction of Petroleum Storage Depot at Pali, Rajasthan: Doc No.: NAYA-PALI-SP-80 Rev: 00 Date: 25-04-2019chintanNo ratings yet
- Globe Valve: GL-1601C (EN)Document20 pagesGlobe Valve: GL-1601C (EN)amandaNo ratings yet
- Piston ValvesDocument2 pagesPiston ValvesFlowBiz Exports Pvt. Ltd.No ratings yet
- 035 252 Catalogue Spare Parts Tools Campagnolo 2015 Part CDocument85 pages035 252 Catalogue Spare Parts Tools Campagnolo 2015 Part Cmojtemota9589No ratings yet
- Breathers: Silica Gel: The Breathers Contain The Latest EU & ESKOM Specified Grade of GelDocument1 pageBreathers: Silica Gel: The Breathers Contain The Latest EU & ESKOM Specified Grade of GelSarthak MohantyNo ratings yet
- Caucho RecubrimientoDocument4 pagesCaucho RecubrimientoJhony MedranoNo ratings yet
- Product Data Sheet: Bisalloy Wear 450 SteelDocument1 pageProduct Data Sheet: Bisalloy Wear 450 SteelMuljayadiNo ratings yet
- Flange Adapters: Used Throughout The WorldDocument4 pagesFlange Adapters: Used Throughout The WorldfrdnNo ratings yet
- Super Alloys Grades - SampleDocument1 pageSuper Alloys Grades - SampleHarish AmpoluNo ratings yet
- PN 16 / CLASS 125: SpecificationDocument2 pagesPN 16 / CLASS 125: SpecificationKhiết trầnNo ratings yet
- Datasheet 100 200 300 Threaded Diaphragm SealDocument5 pagesDatasheet 100 200 300 Threaded Diaphragm SealRonnyNo ratings yet
- Beam Depth CalculationDocument1 pageBeam Depth CalculationAlmaden SiteNo ratings yet
- Stuffing Box Valve: Data Sheet 006001 Englisch (English)Document4 pagesStuffing Box Valve: Data Sheet 006001 Englisch (English)Pinak ProjectsNo ratings yet
- Fast Fit Installation InstructionsDocument1 pageFast Fit Installation InstructionsFery FebryantoNo ratings yet
- Section 3: Specification Classification Product DescriptionDocument1 pageSection 3: Specification Classification Product DescriptionFery FebryantoNo ratings yet
- Fluidizer Disk Choices and SpecificationsDocument1 pageFluidizer Disk Choices and SpecificationsFery FebryantoNo ratings yet
- Data Sheet BISALLOY 500-STEELDocument1 pageData Sheet BISALLOY 500-STEELFery FebryantoNo ratings yet
- Aws D18.1-2009Document36 pagesAws D18.1-2009Fery FebryantoNo ratings yet
- Habasit Plastic Modular Belts Product GuideDocument288 pagesHabasit Plastic Modular Belts Product GuideFery FebryantoNo ratings yet
- 4128 Brochure - HabasitLINK Product OverviewDocument20 pages4128 Brochure - HabasitLINK Product OverviewFery FebryantoNo ratings yet
- Bolt Supply Technical CatalogueDocument32 pagesBolt Supply Technical CatalogueHugo RodriguezNo ratings yet
- DynaboltDocument4 pagesDynaboltTohir AhmadNo ratings yet
- Sandwich Type Butterfly Valve: I ApplicationDocument2 pagesSandwich Type Butterfly Valve: I ApplicationFery FebryantoNo ratings yet
- Shaft Mounted MotovarioDocument152 pagesShaft Mounted MotovarioFery FebryantoNo ratings yet
- Arc On Catalog Snap RingsDocument45 pagesArc On Catalog Snap RingsEverett222No ratings yet
- GLT Y StrainerDocument1 pageGLT Y StrainerBagusRekaNo ratings yet
- KWT Special Mild and 490MPaDocument24 pagesKWT Special Mild and 490MPaBudy SinagaNo ratings yet
- Ball Bearing Units: NG S.CDocument6 pagesBall Bearing Units: NG S.CFery FebryantoNo ratings yet
- Butterfly ValvesDocument40 pagesButterfly ValvesAsia Chemical EngineeringNo ratings yet
- CKD FittingDocument48 pagesCKD FittingFery FebryantoNo ratings yet
- Baja BOHLER PDFDocument24 pagesBaja BOHLER PDFPenggembala CempeNo ratings yet
- CKD FittingDocument48 pagesCKD FittingFery FebryantoNo ratings yet
- Y StrainerDocument14 pagesY Strainer123balaramNo ratings yet
- Cast Steel Y-Strainer - Ansi Class 300: YS-2-B.REV.ADocument1 pageCast Steel Y-Strainer - Ansi Class 300: YS-2-B.REV.AFery FebryantoNo ratings yet
- Chiaravalli Timing Pulleys 2016 MAK PDFDocument100 pagesChiaravalli Timing Pulleys 2016 MAK PDFer_winwibowoNo ratings yet
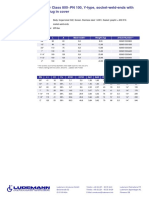
- Strainer Class 800 PN 100, Y-Type, Socket-Weld-Ends With Drain-Plug in CoverDocument2 pagesStrainer Class 800 PN 100, Y-Type, Socket-Weld-Ends With Drain-Plug in CoverFery FebryantoNo ratings yet
- Technical Catalogue H GB 2016 Rev.0Document112 pagesTechnical Catalogue H GB 2016 Rev.0agung wijayaNo ratings yet
- Bearing Number CodesDocument4 pagesBearing Number CodesDSGNo ratings yet
- PCT 304414 PDFDocument36 pagesPCT 304414 PDFNugrawan SatriaNo ratings yet
- Rodajes Miniatura NSKDocument41 pagesRodajes Miniatura NSKenicolas2No ratings yet
- Liquid Dye Penetrant Test Inspection NDT Sample ProcedureDocument7 pagesLiquid Dye Penetrant Test Inspection NDT Sample ProcedureAnonymous gFcnQ4go100% (2)
- Material Safety Data Sheet: ZenithDocument5 pagesMaterial Safety Data Sheet: ZenithFery FebryantoNo ratings yet
- Assan Panel Walls RockwoolDocument5 pagesAssan Panel Walls RockwoolFlorin MatisNo ratings yet
- Liftingclampbrochureeng 09Document82 pagesLiftingclampbrochureeng 09Juan OchoaNo ratings yet
- Chapter 9: Rheological and Mechanical Properties of PolymersDocument71 pagesChapter 9: Rheological and Mechanical Properties of PolymersJonatas SilvaNo ratings yet
- Strength of Materials CH 1Document27 pagesStrength of Materials CH 1Aizrul ShahNo ratings yet
- Proceedings of ACEID-2014!6!7 February, 2014Document320 pagesProceedings of ACEID-2014!6!7 February, 2014PtpgStucNo ratings yet
- Seminar Linear Contact Analysis NotesDocument21 pagesSeminar Linear Contact Analysis NotesJacob LivshitsNo ratings yet
- TorsionDocument18 pagesTorsionMuhammadTaufikAliRahmanNo ratings yet
- Axial Stress-Strain Behavior of High-Strength Concrete Confined by Circular Thin-Walled Steel Tubes, 2018 (Jiepeng Liu)Document12 pagesAxial Stress-Strain Behavior of High-Strength Concrete Confined by Circular Thin-Walled Steel Tubes, 2018 (Jiepeng Liu)Phan Đào Hoàng HiệpNo ratings yet
- Breaking Point: Testing Tensile Strength: DemonstrationDocument10 pagesBreaking Point: Testing Tensile Strength: Demonstrationabdul_imran_17No ratings yet
- EmmDocument18 pagesEmmrajasamygopalNo ratings yet
- Sag and Tension CalculationDocument15 pagesSag and Tension CalculationRatana Kem0% (1)
- Technical Standards and Commentaries For Port and Harbour Facilities in JapanDocument56 pagesTechnical Standards and Commentaries For Port and Harbour Facilities in Japansyamsul anwarNo ratings yet
- Geo HK Guide To Retaining WallDocument259 pagesGeo HK Guide To Retaining WallZaireen AzmeeNo ratings yet
- Skyflex Aircraft Sealant GuideDocument19 pagesSkyflex Aircraft Sealant Guidebudiaero0% (1)
- Brass AnnealingDocument11 pagesBrass AnnealingChristos KalavrytinosNo ratings yet
- Casing Design and Analysis For Heavy Oil Wells: November 2006Document10 pagesCasing Design and Analysis For Heavy Oil Wells: November 2006Dulu Pernah SekolahNo ratings yet
- Elastomers - Material Requirements and TestingDocument17 pagesElastomers - Material Requirements and TestingPravin Balasaheb Gunjal100% (1)
- Din 1045-1 ManualDocument82 pagesDin 1045-1 ManualdoomrinNo ratings yet
- Soil Mechanics-II Sample Questions For Exit ExamDocument11 pagesSoil Mechanics-II Sample Questions For Exit ExamSena KenaNo ratings yet
- BS 1881 Part 120 83Document8 pagesBS 1881 Part 120 83tss13723100% (1)
- Reliability Based Design of UtilityDocument105 pagesReliability Based Design of UtilityArash SadeghipourNo ratings yet
- Mechanics of Materials: ColumnsDocument24 pagesMechanics of Materials: ColumnsAryyama JanaNo ratings yet
- Ghagra pierULS.Document72 pagesGhagra pierULS.sse designsNo ratings yet
- Gantrex Technical Bulletin 43 - Riel Ferrocarrilero PDFDocument2 pagesGantrex Technical Bulletin 43 - Riel Ferrocarrilero PDFalejandroaleman53No ratings yet
- Astm A1011-A1011mDocument6 pagesAstm A1011-A1011mRAMIL100% (1)
- Outline PDFDocument4 pagesOutline PDFGreg LoncaricNo ratings yet
- Stress and Strain EstimationDocument31 pagesStress and Strain EstimationSanjay JaiswalNo ratings yet
- Training Report Escorts LTDPDFDocument45 pagesTraining Report Escorts LTDPDFshivamNo ratings yet
- EVALUATION - OF - VARIABILllY - IN - RESILIENT - MODULUS - TEST ASTM 4123 MATTADocument45 pagesEVALUATION - OF - VARIABILllY - IN - RESILIENT - MODULUS - TEST ASTM 4123 MATTALuis MogrovejoNo ratings yet