You might also like
- AReviwonphotovoltaic نستحقDocument9 pagesAReviwonphotovoltaic نستحقعبد الغنيNo ratings yet
- Solar Cells: Materials, Manufacture and OperationFrom EverandSolar Cells: Materials, Manufacture and OperationRating: 3.5 out of 5 stars3.5/5 (2)
- Electrochemistry ECAFM Research Solutions - DS097-RevA0Document2 pagesElectrochemistry ECAFM Research Solutions - DS097-RevA0Fabien CazesNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Review of photovoltaic solar energy technology and efficiencyDocument9 pagesReview of photovoltaic solar energy technology and efficiencyAnbarasan MuthuNo ratings yet
- In Summary, We Have Successfully Deposited Ald Molybdenum Oxide (Moox) With A Work Function of 6.21 Ev. TogetherDocument7 pagesIn Summary, We Have Successfully Deposited Ald Molybdenum Oxide (Moox) With A Work Function of 6.21 Ev. Togetherغاده عبود جاسمNo ratings yet
- Solar Cell Basics and Future TechnologyDocument37 pagesSolar Cell Basics and Future TechnologyMuhammad FauzanNo ratings yet
- Silicon Nanowires Research ReportDocument30 pagesSilicon Nanowires Research ReportAtharva InamdarNo ratings yet
- Taguchi2014 PDFDocument4 pagesTaguchi2014 PDFKatlyn MachadoNo ratings yet
- Design, Fabrication and Characterisation of A 24.4% Ef Ficient Interdigitated Back Contact Solar CellDocument17 pagesDesign, Fabrication and Characterisation of A 24.4% Ef Ficient Interdigitated Back Contact Solar CellNguyễn Thái HoàngNo ratings yet
- Catalog - Enabling Thin Wafers For Today's High Efficiency Silicon Solar CellsDocument7 pagesCatalog - Enabling Thin Wafers For Today's High Efficiency Silicon Solar CellsWeiHsinNo ratings yet
- Full download book Mcevoys Handbook Of Photovoltaics Third Edition Fundamentals And Applications Pdf pdfDocument41 pagesFull download book Mcevoys Handbook Of Photovoltaics Third Edition Fundamentals And Applications Pdf pdfbrenda.nguyen549100% (11)
- Second Generation Solar CellsDocument4 pagesSecond Generation Solar CellsAboothahir AfzalNo ratings yet
- Silicon Nanowire Based Solar Cells PDFDocument2 pagesSilicon Nanowire Based Solar Cells PDFharikishan chowdaryNo ratings yet
- Yang 2003Document5 pagesYang 2003Erick Javier Muro MoralesNo ratings yet
- Chapter 5 Fabrication of Microelectronic DevicesDocument26 pagesChapter 5 Fabrication of Microelectronic Devicesmuhamadsaidi100% (2)
- Pahal Solar PVTDocument21 pagesPahal Solar PVTPurab PatelNo ratings yet
- Photo Voltaic Cell BackupDocument8 pagesPhoto Voltaic Cell BackupShafaq NigarNo ratings yet
- High Efficiency Multi-Junction Solar Cell Design: Amit Kumar Senapati, Manjit Bahadur SinghDocument5 pagesHigh Efficiency Multi-Junction Solar Cell Design: Amit Kumar Senapati, Manjit Bahadur SingherpublicationNo ratings yet
- Review of Photovoltaic Solar Technologies and EfficiencyDocument25 pagesReview of Photovoltaic Solar Technologies and EfficiencyDhanraj MeenaNo ratings yet
- Vincent 09ch043Document15 pagesVincent 09ch043kumaran.DNo ratings yet
- Fabrication of Microelectronic DevicesDocument26 pagesFabrication of Microelectronic DevicesAbid YusufNo ratings yet
- What Is The Energy Payback For PV?: Energy Efficiency and Renewable EnergyDocument2 pagesWhat Is The Energy Payback For PV?: Energy Efficiency and Renewable Energyapple23No ratings yet
- Photovoltaic Electricity Generation LCA Reveals Energy Payback Time and CO2 Mitigation PotentialDocument9 pagesPhotovoltaic Electricity Generation LCA Reveals Energy Payback Time and CO2 Mitigation PotentialLeonardo CaldasNo ratings yet
- Leo 2011Document3 pagesLeo 2011Titus EkabatNo ratings yet
- First Generation Solar Cell TypesDocument8 pagesFirst Generation Solar Cell TypesAan TsaqifNo ratings yet
- 1 Fabrication 20130218 PDFDocument108 pages1 Fabrication 20130218 PDFAjay kr PradhanNo ratings yet
- Award-Winning Etching Process Cuts Solar Cell Costs: Wasting Less Sunlight-And Less CapitalDocument2 pagesAward-Winning Etching Process Cuts Solar Cell Costs: Wasting Less Sunlight-And Less CapitalSingAnnNo ratings yet
- NETZSCH Article How To Uniformly Disperse Nanoparticles 05 2010Document3 pagesNETZSCH Article How To Uniformly Disperse Nanoparticles 05 2010Khamis KhamisNo ratings yet
- Silicon Solar Cell TechnologyDocument87 pagesSilicon Solar Cell TechnologyJack BuzzNo ratings yet
- From Innovation To Commercialization - The Story of Solar CellsDocument43 pagesFrom Innovation To Commercialization - The Story of Solar CellsMikaela MennenNo ratings yet
- LOW Concentration PVDocument2 pagesLOW Concentration PVEnrique ZuecoNo ratings yet
- Inorganic Photovoltaic CellsDocument8 pagesInorganic Photovoltaic CellsReivax50No ratings yet
- Microfabricated ReactorDocument9 pagesMicrofabricated Reactorilyas savierNo ratings yet
- Defects Impact on Photoelectric ContactsDocument5 pagesDefects Impact on Photoelectric ContactsСергей ХрипкоNo ratings yet
- Solar Cell Basics ExplainedDocument1 pageSolar Cell Basics ExplainedJonas OliverNo ratings yet
- PG Lab 8-194Document6 pagesPG Lab 8-194AcidoxicNo ratings yet
- Photon - Article LIDDocument6 pagesPhoton - Article LIDBrahadeesh Perinkolam MuraliNo ratings yet
- 5 SolarcellDocument9 pages5 SolarcellNikita SinghNo ratings yet
- CELTDocument12 pagesCELTAnkush KumarNo ratings yet
- Assignment On Renewable EnergyDocument24 pagesAssignment On Renewable EnergyHarshil LimbaniNo ratings yet
- Mt5009 Analyzing Hi-Technology Opportunities: CIGS Solar CellsDocument45 pagesMt5009 Analyzing Hi-Technology Opportunities: CIGS Solar CellsmunirNo ratings yet
- Ee2254 Lica QBDocument0 pagesEe2254 Lica QBnjparNo ratings yet
- Ic FabricationDocument7 pagesIc FabricationphooolNo ratings yet
- Si-Con 4X Low Concentration PV: Technology of The FutureDocument2 pagesSi-Con 4X Low Concentration PV: Technology of The FutureRoberto Ignacio DíazNo ratings yet
- Rajiv Amit Jornl ConDocument3 pagesRajiv Amit Jornl Conamit vermaNo ratings yet
- 15.isma13 Relinvpvc 2013tDocument6 pages15.isma13 Relinvpvc 2013tlautaroandresmedrano.10No ratings yet
- Panasonic HIT 240S Data Sheet-1Document2 pagesPanasonic HIT 240S Data Sheet-1Jesus David Muñoz RoblesNo ratings yet
- Nanotecnologia ArticuloDocument4 pagesNanotecnologia ArticuloAndresNo ratings yet
- Design and Simulation of Solar Photovoltaic CellDocument23 pagesDesign and Simulation of Solar Photovoltaic CellKAUSHIK PRABHATH BANDINo ratings yet
- Fabrication and Characterization of Highly Efficient Thin-Film Polycrystalline-Silicon Solar Cells Based On Aluminium-Induced CrystallizationDocument5 pagesFabrication and Characterization of Highly Efficient Thin-Film Polycrystalline-Silicon Solar Cells Based On Aluminium-Induced CrystallizationSarah GloverNo ratings yet
- Thin Film SCDocument6 pagesThin Film SCalikaya12002No ratings yet
- David Carlson Besac 7 09Document23 pagesDavid Carlson Besac 7 09Abdulhakk AgaiNo ratings yet
- New Materials Are Being Integrated Into High Volume ManufacturingDocument25 pagesNew Materials Are Being Integrated Into High Volume ManufacturingvpsampathNo ratings yet
- BOM Solar ModuleDocument8 pagesBOM Solar Modulesmshiva59No ratings yet
- Thin Film Solar Cell WikiDocument7 pagesThin Film Solar Cell Wikivishrao1984No ratings yet
- PPTDocument15 pagesPPTRavi JoshiNo ratings yet
- Single-Graded CIGS With Narrow Bandgap For Tandem Solar CellsDocument9 pagesSingle-Graded CIGS With Narrow Bandgap For Tandem Solar CellsKevin LópezNo ratings yet
- NCP GeriaDocument6 pagesNCP GeriaKeanu ArcillaNo ratings yet
- Hacking Web ApplicationsDocument5 pagesHacking Web ApplicationsDeandryn RussellNo ratings yet
- Diagrama RSAG7.820.7977Document14 pagesDiagrama RSAG7.820.7977Manuel Medina100% (4)
- Using Facebook Groups To Support Teachers' Professional DevelopmentDocument22 pagesUsing Facebook Groups To Support Teachers' Professional DevelopmentLilmal SihamNo ratings yet
- Types of Motivation in Language LearningDocument8 pagesTypes of Motivation in Language LearningAlya IrmasyahNo ratings yet
- g6 Sws ArgDocument5 pagesg6 Sws Argapi-202727113No ratings yet
- PRAGMATISMDocument22 pagesPRAGMATISMChristian Jay A MoralesNo ratings yet
- Royal Scythians and the Slave Trade in HerodotusDocument19 pagesRoyal Scythians and the Slave Trade in HerodotusSinan SakicNo ratings yet
- Sadie's Drawing Materials: Buy Your Supplies atDocument5 pagesSadie's Drawing Materials: Buy Your Supplies atAlison De Sando ManzoniNo ratings yet
- Afro Asian LiteratureDocument62 pagesAfro Asian LiteratureNicsyumulNo ratings yet
- Jumpin' Beans Cafe Near SchoolDocument4 pagesJumpin' Beans Cafe Near SchoolJhon Axl Heart RaferNo ratings yet
- MSc Thesis on VAW in PhilippinesDocument100 pagesMSc Thesis on VAW in Philippineselma cutamoraNo ratings yet
- Wiring Diagram Obp 1 v2Document5 pagesWiring Diagram Obp 1 v2Jorge Luis Vera AlmeidaNo ratings yet
- Molar Mass, Moles, Percent Composition ActivityDocument2 pagesMolar Mass, Moles, Percent Composition ActivityANGELYN SANTOSNo ratings yet
- The Definition and Unit of Ionic StrengthDocument2 pagesThe Definition and Unit of Ionic StrengthDiego ZapataNo ratings yet
- SoalDocument4 pagesSoalkurikulum man2wonosoboNo ratings yet
- Se Lab Da-2Document12 pagesSe Lab Da-2Anvesh PenkeNo ratings yet
- What Is ReligionDocument15 pagesWhat Is ReligionMary Glou Melo PadilloNo ratings yet
- Buckley V UkDocument12 pagesBuckley V UkShriya ChandankarNo ratings yet
- Lesson Plan-MethodsDocument6 pagesLesson Plan-Methodsapi-272643370No ratings yet
- Form of SpesDocument2 pagesForm of SpesMark Dave SambranoNo ratings yet
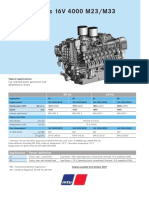
- Diesel Engines 16V 4000 M23/M33: 50 HZ 60 HZDocument2 pagesDiesel Engines 16V 4000 M23/M33: 50 HZ 60 HZAlberto100% (1)
- A Cause For Our Times: Oxfam - The First 50 YearsDocument81 pagesA Cause For Our Times: Oxfam - The First 50 YearsOxfamNo ratings yet
- Unit 1 Advanced WordDocument115 pagesUnit 1 Advanced WordJorenn_AyersNo ratings yet
- Forms of WillsDocument24 pagesForms of WillsJasNo ratings yet
- 09 Egyptian Architecture PDFDocument107 pages09 Egyptian Architecture PDFIra PecsonNo ratings yet
- The Tale of Sweet-Friend and Ali-NurDocument2 pagesThe Tale of Sweet-Friend and Ali-NurJomarie Siason Sumagpao100% (1)
- Zambia Budget 2010Document26 pagesZambia Budget 2010Chola Mukanga100% (3)
- Food and Beverages Service: Learning MaterialsDocument24 pagesFood and Beverages Service: Learning MaterialsJoshua CondeNo ratings yet
- Sivas Doon LecturesDocument284 pagesSivas Doon LectureskartikscribdNo ratings yet