You might also like
- SNH704 Cab Parts CatalogueDocument28 pagesSNH704 Cab Parts CatalogueAlfred NadjNo ratings yet
- MF5400 Manual 12-EnDocument36 pagesMF5400 Manual 12-EnJānis GrabisNo ratings yet
- MX335 Elec SchematicsDocument5 pagesMX335 Elec SchematicsЕвгений ТкачNo ratings yet
- Sandvik Performance FluidsDocument4 pagesSandvik Performance Fluidspaul heberth areche conovilcaNo ratings yet
- Headquarters, Department of The Army 25 February 1992Document19 pagesHeadquarters, Department of The Army 25 February 1992Ernesto MachucaNo ratings yet
- Catalogo Peças GTH 1056 - 51-17-01Document326 pagesCatalogo Peças GTH 1056 - 51-17-01Clovis AlvesNo ratings yet
- 19c2056cominb Axialflow 150 Series Fin Low1Document64 pages19c2056cominb Axialflow 150 Series Fin Low1yvoNo ratings yet
- U Max 030521Document65 pagesU Max 030521Emmanuel ValiaoNo ratings yet
- XAS 67 DD Inst 2005Document70 pagesXAS 67 DD Inst 2005Fedor GrigorievNo ratings yet
- SM - F156 (1) .6A - 7 - EN, HIDRULIKADocument70 pagesSM - F156 (1) .6A - 7 - EN, HIDRULIKAJosip BrajeNo ratings yet
- Axles For Construction Machinery List of Lubricants TE-ML 05Document18 pagesAxles For Construction Machinery List of Lubricants TE-ML 05Михаил0% (1)
- Chassis and Mast - Electrical SystemDocument62 pagesChassis and Mast - Electrical SystemFelipe MoralesNo ratings yet
- Adi-Original-120110601155419 Dynamo's en DynastartsDocument82 pagesAdi-Original-120110601155419 Dynamo's en DynastartsWouter GrootNo ratings yet
- TJ Series Electr Foldout Manual Trans SN RVS002701Document4 pagesTJ Series Electr Foldout Manual Trans SN RVS002701Tudor LiviuNo ratings yet
- Install InstructionsDocument33 pagesInstall InstructionsMartinDiazNo ratings yet
- S04 ChassisDocument82 pagesS04 ChassisSales AydinkayaNo ratings yet
- OMV OMT 500 DanfossDocument67 pagesOMV OMT 500 Danfoss3D 2023No ratings yet
- Chains Accessories PDFDocument80 pagesChains Accessories PDFAndreyna BreaNo ratings yet
- Catalogo MF 9690 - 651800m92-160830203338Document706 pagesCatalogo MF 9690 - 651800m92-160830203338Felipe TransportesNo ratings yet
- Hydraulics 1Document50 pagesHydraulics 1Vivek VermaNo ratings yet
- 741-742-743-743ds 6566109 SM 4-88 PDFDocument6 pages741-742-743-743ds 6566109 SM 4-88 PDFJavier AnezNo ratings yet
- PPM 280 ATTDocument14 pagesPPM 280 ATTNour SkyperNo ratings yet
- Lovol Full Series Tractors: M Platform / P Platform / F Platform / Agricultural ImplementsDocument26 pagesLovol Full Series Tractors: M Platform / P Platform / F Platform / Agricultural ImplementsNoelNo ratings yet
- Paper or Digital: Get Your Manuals The Way You Need Them!Document101 pagesPaper or Digital: Get Your Manuals The Way You Need Them!Danny ArsenaultNo ratings yet
- Mero Crona Treater Service ManualDocument29 pagesMero Crona Treater Service Manualkalim ullahNo ratings yet
- Crown Equipment Walkie Stackers We 2300 Series Manual Do UtilizadorDocument8 pagesCrown Equipment Walkie Stackers We 2300 Series Manual Do Utilizadordosao17703No ratings yet
- Tranmission - Clutch - 6090 PRODocument19 pagesTranmission - Clutch - 6090 PROGerman100% (1)
- KOMATSU CX50 Pneumatic 4 5.5 TonDocument8 pagesKOMATSU CX50 Pneumatic 4 5.5 TonHatef SardariNo ratings yet
- Guide For Visatron Oil Mist Detector Users Version 1.2.3-02Document72 pagesGuide For Visatron Oil Mist Detector Users Version 1.2.3-02RostyslavNo ratings yet
- Scom - CS74 76CS56 683 - Rehs4671 00Document52 pagesScom - CS74 76CS56 683 - Rehs4671 00Daniel PricopNo ratings yet
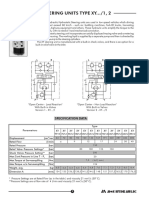
- Catalog XY.. HKU.. HKUQ.. HKUS..Document34 pagesCatalog XY.. HKU.. HKUQ.. HKUS..KADNo ratings yet
- Track Chain - KOMATSU - Miniexcavators - PC40R-8Document6 pagesTrack Chain - KOMATSU - Miniexcavators - PC40R-8chinhNo ratings yet
- Massey Ferguson 6245 TRACTORS Service Parts Catalogue Manual (Part Number 1637361)Document16 pagesMassey Ferguson 6245 TRACTORS Service Parts Catalogue Manual (Part Number 1637361)bvk2980022No ratings yet
- Ficha de ComponentesDocument13 pagesFicha de ComponentesBARRENECHEA DELGADO ISAACNo ratings yet
- BL61 BL61Plus Brochure GB 21 A 100 2688Document12 pagesBL61 BL61Plus Brochure GB 21 A 100 2688dalibor_bogdan100% (1)
- WALKIDocument73 pagesWALKIIntercambio de ManualesNo ratings yet
- Mizou Part Manual - Lion X1000Document72 pagesMizou Part Manual - Lion X1000Alif JenggotNo ratings yet
- Excavators D Series Machine Control Brochure 2Document8 pagesExcavators D Series Machine Control Brochure 2Afrilingga TryassaputraNo ratings yet
- S.E. Classic FR03-04 - HLS FR04 Deutz 74.9 KW 3a Ct38a5699 Rev.0.0Document36 pagesS.E. Classic FR03-04 - HLS FR04 Deutz 74.9 KW 3a Ct38a5699 Rev.0.0artNo ratings yet
- 2DXL Super Loader Brochure PDFDocument8 pages2DXL Super Loader Brochure PDFSandeep KumarNo ratings yet
- Catalago Publicaciones Tenicas CASE 2011Document251 pagesCatalago Publicaciones Tenicas CASE 2011Sergio EscobedoNo ratings yet
- Manual Partes SERIES GS1530 - GS1930Document190 pagesManual Partes SERIES GS1530 - GS1930reman partsNo ratings yet
- Engine 550H LT 550H LGP: Specifications Crawler DozersDocument5 pagesEngine 550H LT 550H LGP: Specifications Crawler DozersCarlos MoralesNo ratings yet
- MNPTP - 01 - 8-16A Ton IntroductionDocument20 pagesMNPTP - 01 - 8-16A Ton IntroductionGlobal Teknik Abadi100% (1)
- Model TC-080-120: Operator's ManualDocument60 pagesModel TC-080-120: Operator's ManualAWEK POLIKNo ratings yet
- 255 Operating & Maintenance Manual - 4812104617 - FDocument92 pages255 Operating & Maintenance Manual - 4812104617 - FGolam SarwarNo ratings yet
- AMA 3 PuntosDocument75 pagesAMA 3 PuntosJuan Carlos MuñozNo ratings yet
- Fuji ToyotaDocument27 pagesFuji ToyotaNeftali RosalesNo ratings yet
- Kubota B6100HST-B7100HST Tractor Operators ManualDocument74 pagesKubota B6100HST-B7100HST Tractor Operators ManualBenoît MARTINNo ratings yet
- Heavy Duty Gas Engines: 913 SeriesDocument6 pagesHeavy Duty Gas Engines: 913 SeriesFodil ZouNo ratings yet
- Manual Do Gerador WEGDocument122 pagesManual Do Gerador WEGManoel RodriguesNo ratings yet
- Schemas PDFDocument82 pagesSchemas PDFOrkhon GanchimegNo ratings yet
- 1618 TP-Sales Kit AMW 1618Document23 pages1618 TP-Sales Kit AMW 1618niharjyotilahonNo ratings yet
- Catalog Volvo Backhoe Loaders AttachmentsDocument16 pagesCatalog Volvo Backhoe Loaders AttachmentsvalenciaNo ratings yet
- Boletín 2004 de Especificaciones Serie C-Max McCormickDocument15 pagesBoletín 2004 de Especificaciones Serie C-Max McCormickJosé Inés Bazán MotaNo ratings yet
- Attachments: For All Our Latest Catalogue Updates and Company Info: WWW - Tvh.beDocument46 pagesAttachments: For All Our Latest Catalogue Updates and Company Info: WWW - Tvh.beMelwyn FernandesNo ratings yet
- Parts CoolingDocument104 pagesParts CoolingvankarpNo ratings yet
- Replacement Parts Catalog: Kubota M9540Document28 pagesReplacement Parts Catalog: Kubota M9540jonnyNo ratings yet
- Westerbeke Owners ManualDocument70 pagesWesterbeke Owners ManualJoe SchaffnerNo ratings yet
- Installation and Maintenance Instructions Standard Ventilated Clutch Model SVDocument4 pagesInstallation and Maintenance Instructions Standard Ventilated Clutch Model SVWilson CendalesNo ratings yet
- Pfi Es24Document8 pagesPfi Es24Sergio Manuel Ovando ChaconNo ratings yet
- BS 6755 - 2 1987Document14 pagesBS 6755 - 2 1987Sergio Manuel Ovando ChaconNo ratings yet
- AtlasCopcoAirCompendium 260-293Document34 pagesAtlasCopcoAirCompendium 260-293Sergio Manuel Ovando ChaconNo ratings yet
- Froth Maintenance Manual SupplementDocument1 pageFroth Maintenance Manual SupplementSergio Manuel Ovando ChaconNo ratings yet
- Sinamics G130 / G150 / S150: MotorsDocument14 pagesSinamics G130 / G150 / S150: MotorsANDRES CISTERNASNo ratings yet
- E680Fi Maintenance List 2Document1 pageE680Fi Maintenance List 2Abdul RasyidNo ratings yet
- Brake Binding PreventionDocument40 pagesBrake Binding Preventionkr_abhijeet72356587100% (9)
- Chapter 4Document65 pagesChapter 4fikadu435No ratings yet
- Front Disc Brake Pads Replacement PDFDocument4 pagesFront Disc Brake Pads Replacement PDFY. Vásquez0% (1)
- 02 Jaulas de Agujas PDFDocument52 pages02 Jaulas de Agujas PDFRodrigo Schaider Dos SantosNo ratings yet
- Brochure Dryer CascadeDocument6 pagesBrochure Dryer Cascadesarah ahmedNo ratings yet
- Manual BU Mechanik - en V23 - 2010 10 18 SmallDocument60 pagesManual BU Mechanik - en V23 - 2010 10 18 SmallArtemy Khotenov100% (2)
- Designing and Fabrication of Multipurpose Tool Post For Lathe MachineDocument3 pagesDesigning and Fabrication of Multipurpose Tool Post For Lathe MachineRahul ShrivastavaNo ratings yet
- Valtra N Series Brochure - Low ResDocument32 pagesValtra N Series Brochure - Low Resciuca bogdanNo ratings yet
- 0hulgldq &rqwuro 6/Vwhpv 'HvfulswlrqDocument1 page0hulgldq &rqwuro 6/Vwhpv 'Hvfulswlrqrichr49No ratings yet
- STEIGER 350, 400, 450, 500, 550, and 600 Tractor Series QUADTRAC 450, 500, 550 and 600 Tractor Series Hydraulic Schematic RAC 84416539Document1 pageSTEIGER 350, 400, 450, 500, 550, and 600 Tractor Series QUADTRAC 450, 500, 550 and 600 Tractor Series Hydraulic Schematic RAC 84416539matt porchNo ratings yet
- Fast4 101Document10 pagesFast4 101Diego FiliceNo ratings yet
- P643 CatalogDocument66 pagesP643 Catalogmohd tawfikNo ratings yet
- Detail C2 Plan View: Freeport LNG Liquefaction ProjectDocument1 pageDetail C2 Plan View: Freeport LNG Liquefaction ProjectvietsdsNo ratings yet
- DV-E/RKL-E Electronic Throttle Valve: Air ManagementDocument2 pagesDV-E/RKL-E Electronic Throttle Valve: Air ManagementMichael SezeniasNo ratings yet
- Instrument Air LeakageDocument6 pagesInstrument Air Leakagejp mishraNo ratings yet
- Diagnostic Report: 9:00 Am July 25, 2014 Print DateDocument3 pagesDiagnostic Report: 9:00 Am July 25, 2014 Print DateJoanContrerasLopezNo ratings yet
- Motoniveladora 24M Plano Electrico 2015 SISDocument43 pagesMotoniveladora 24M Plano Electrico 2015 SISFabrizio Jesus Morales SalirrosasNo ratings yet
- YTG30TLV LeafletDocument1 pageYTG30TLV Leafleteric287No ratings yet
- HHF-1600 Drilling Pump Parts ListDocument33 pagesHHF-1600 Drilling Pump Parts ListAhmedNo ratings yet
- Grupo 200 enDocument90 pagesGrupo 200 enSergio Quintana Rodriguez100% (1)
- 2 Ch07EN Spare Parts ListDocument72 pages2 Ch07EN Spare Parts ListMounir AngadNo ratings yet
- Frigomatic Manuals PDFDocument26 pagesFrigomatic Manuals PDFDenis BaljakNo ratings yet
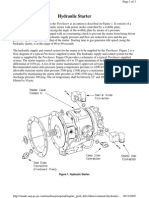
- Figure 1. Hydraulic StarterDocument3 pagesFigure 1. Hydraulic StarterDenis JimenezNo ratings yet
- System Digital ControlDocument8 pagesSystem Digital ControlalfredohdnNo ratings yet
- PC238USLC: Tier 4 Final EngineDocument20 pagesPC238USLC: Tier 4 Final EngineAbhinandan PadhaNo ratings yet
- Parts ManualDocument228 pagesParts ManualandrymartNo ratings yet
- 18 Kinematic System and Operations of Drilling MachinesDocument16 pages18 Kinematic System and Operations of Drilling MachinesPRASAD326100% (4)
- Het AspiraDocument40 pagesHet AspiraPartogi Lumban RajaNo ratings yet