You might also like
- Reformer Tube Replacement - RFQDocument4 pagesReformer Tube Replacement - RFQChinmay FakeNo ratings yet
- LSTK - J.Rajendra BabuDocument18 pagesLSTK - J.Rajendra BabunhariNo ratings yet
- Storage Tank Basic TrainingDocument86 pagesStorage Tank Basic TrainingRizwan Bangash100% (2)
- Presentation - Pipe HandlingDocument21 pagesPresentation - Pipe HandlingAsheesh TripathiNo ratings yet
- FeyzinDocument38 pagesFeyzinAkmael Al-hajjNo ratings yet
- Basic CalculusDocument324 pagesBasic CalculusOrley G Fadriquel73% (11)
- Pipeline Repair TypesDocument1 pagePipeline Repair TypesMihail BusuiocNo ratings yet
- AIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01Document20 pagesAIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01faraz_muslimNo ratings yet
- 20-04-03 Safety Valves and Burst DiscsDocument49 pages20-04-03 Safety Valves and Burst Discsgaditya17No ratings yet
- Pump Sealing Systems Scott 060712 PDFDocument50 pagesPump Sealing Systems Scott 060712 PDFmishraenggNo ratings yet
- Rotating Equipment Courses ProposalDocument3 pagesRotating Equipment Courses ProposalMohammed MohieNo ratings yet
- Inspection of Heat ExchangerDocument82 pagesInspection of Heat ExchangerBalaji VenkatesanNo ratings yet
- Inspection Manual For PipingDocument184 pagesInspection Manual For Pipingzula74No ratings yet
- Inspection Guideline For Soil To Air Interface PipingDocument14 pagesInspection Guideline For Soil To Air Interface PipingBenjapon bt750% (2)
- Tank Bottom Plate CorrosionDocument5 pagesTank Bottom Plate CorrosionShaalan AI-ZuhairiNo ratings yet
- Confined Space: An Overview of OSHA Standards and Confined Space HazardsDocument35 pagesConfined Space: An Overview of OSHA Standards and Confined Space HazardsIssac BennyNo ratings yet
- PSV Test FrequencyDocument130 pagesPSV Test Frequencyahmadlie100% (3)
- Rim & Face Alignment MethodDocument9 pagesRim & Face Alignment Methoddg_cd7340No ratings yet
- Shutdown KsaDocument4 pagesShutdown Ksakoib789No ratings yet
- Static Equipment Training ModulesDocument37 pagesStatic Equipment Training Modulesanon_660004464No ratings yet
- AramcoStandard PDFDocument39 pagesAramcoStandard PDFAbdul Hameed OmarNo ratings yet
- Maintenance Plan: Maintenenance Engineering (Me-403)Document22 pagesMaintenance Plan: Maintenenance Engineering (Me-403)moe100% (1)
- Pumps, Compressors, Turbines Operation, Maintenance & TroubleshootingDocument2 pagesPumps, Compressors, Turbines Operation, Maintenance & Troubleshootingm_alodat6144100% (1)
- Temp Pipe WorksDocument18 pagesTemp Pipe WorksnestorNo ratings yet
- Investigation Report Mongstad Naphta - 102417Document24 pagesInvestigation Report Mongstad Naphta - 102417Cepi Sindang KamulanNo ratings yet
- GM 002 AccessoriesDocument45 pagesGM 002 AccessoriesJohn DareNo ratings yet
- GREDocument12 pagesGREadvis79No ratings yet
- Saudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechDocument1 pageSaudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechaamirapiNo ratings yet
- 07 - Inspection of Flame ArrestersDocument5 pages07 - Inspection of Flame Arrestersanuram66No ratings yet
- Module 4 Inspection Methods PDFDocument86 pagesModule 4 Inspection Methods PDFElias Jurado TeixeiraNo ratings yet
- Static Equipment in Oil and Gas IndustryDocument93 pagesStatic Equipment in Oil and Gas IndustrysajiNo ratings yet
- Training On Alignment of Rotating EquipmentDocument21 pagesTraining On Alignment of Rotating EquipmentJayant SagadeNo ratings yet
- Steam Trap 1Document28 pagesSteam Trap 1Deepak AttavarNo ratings yet
- PiggingDocument5 pagesPiggingDendi AriyonoNo ratings yet
- CV - Asset IntegrityDocument4 pagesCV - Asset IntegritySyed Shiraz Ali100% (1)
- Nissar - Permit To Work - JGCDocument32 pagesNissar - Permit To Work - JGCDelta akathehuskyNo ratings yet
- Module 2 Pipeline Maintenance PDFDocument89 pagesModule 2 Pipeline Maintenance PDFElias Jurado Teixeira100% (1)
- Maintenance and Inspection of Rotary EquipmentDocument48 pagesMaintenance and Inspection of Rotary EquipmentRizwan BangashNo ratings yet
- c5 - 3-Way Dropping DumperDocument32 pagesc5 - 3-Way Dropping DumperAshokNo ratings yet
- Api 570 PreDocument3 pagesApi 570 PreBhargava NaiduNo ratings yet
- SAIC-G-2022 Rev 2Document25 pagesSAIC-G-2022 Rev 2faisal hussainNo ratings yet
- Pump Maintenance PDFDocument9 pagesPump Maintenance PDFkamelNo ratings yet
- Pipeline Maintenance Inspection & RepairDocument49 pagesPipeline Maintenance Inspection & RepairIrsyad Rosyidi100% (1)
- Basicsofpumppresentation 140426101650 Phpapp02Document25 pagesBasicsofpumppresentation 140426101650 Phpapp02Misbah437No ratings yet
- Compressor Preventive MaintenanceDocument26 pagesCompressor Preventive MaintenanceMohamed Hamed100% (1)
- API 570 in Service Inspection Piping System 1643295114Document32 pagesAPI 570 in Service Inspection Piping System 1643295114DeepakNo ratings yet
- Mechanical Workshop Presenters: Chris Akpan & Adeboye ODocument143 pagesMechanical Workshop Presenters: Chris Akpan & Adeboye OAnie EkpenyongNo ratings yet
- Heat ExchangerDocument36 pagesHeat ExchangerUsman MansuriNo ratings yet
- UntitledDocument174 pagesUntitledHayder HusseinNo ratings yet
- Teknologi Dan Rekayasa: Oxy-Acetylene WeldingDocument23 pagesTeknologi Dan Rekayasa: Oxy-Acetylene Weldingcfcshaker100% (1)
- Pipeline Support1Document18 pagesPipeline Support1Mohamed RishaNo ratings yet
- Ball Valve Overhaul ProcedureDocument7 pagesBall Valve Overhaul Procedurerocket789No ratings yet
- SIS BOOK 2 - 3rd RevisionDocument201 pagesSIS BOOK 2 - 3rd RevisionHamza Alam100% (1)
- Profile Engr. Owais Manzoor (Inspection Engineer) : ISO 9001-2015 LEAD AUDITOR (Certified by LRQA)Document6 pagesProfile Engr. Owais Manzoor (Inspection Engineer) : ISO 9001-2015 LEAD AUDITOR (Certified by LRQA)Owais Manzoor MalikNo ratings yet
- Heater Inspection PlanDocument2 pagesHeater Inspection Plancamasa2011No ratings yet
- API 653 Integrated TrainingDocument97 pagesAPI 653 Integrated TrainingHesam MazaheriNo ratings yet
- Safety Valve LaserDocument15 pagesSafety Valve Lasersajjad_naghdi241No ratings yet
- Pipeline MaintenanceDocument44 pagesPipeline Maintenancedario84100% (2)
- 1113 Maintenance of PRVDocument63 pages1113 Maintenance of PRVhardito sussatrioNo ratings yet
- Mechanical Technician: Manikandan.V.PDocument3 pagesMechanical Technician: Manikandan.V.PManikandan VpNo ratings yet
- Valves Technology: Ahmed Yehia MohamedDocument71 pagesValves Technology: Ahmed Yehia Mohamedرابح أبو عبد الرحمانNo ratings yet
- Ball Valves: Sharma MVSRK 15 October 2013Document49 pagesBall Valves: Sharma MVSRK 15 October 2013Jay Ganta100% (2)
- Best Reliability and Maintenance Practices and Return On InvestmentDocument28 pagesBest Reliability and Maintenance Practices and Return On InvestmentRizwan BangashNo ratings yet
- RCM - Vs - RCM - Comparative - Analysis - of - Philosophy - Versus - MethodologyDocument7 pagesRCM - Vs - RCM - Comparative - Analysis - of - Philosophy - Versus - MethodologyRizwan BangashNo ratings yet
- Welding Procedure & Welder Qualification: Pak-Arab Refinery LimitedDocument70 pagesWelding Procedure & Welder Qualification: Pak-Arab Refinery LimitedRizwan BangashNo ratings yet
- Welding Procedure & Welder QualificationDocument71 pagesWelding Procedure & Welder QualificationRizwan BangashNo ratings yet
- Welding Inspection Level-1: Presented By: M.IlyasDocument34 pagesWelding Inspection Level-1: Presented By: M.IlyasRizwan BangashNo ratings yet
- Machine GuardingDocument66 pagesMachine GuardingRizwan BangashNo ratings yet
- Centrifugal CompressorDocument33 pagesCentrifugal CompressorRizwan Bangash75% (4)
- Maintenance and Inspection of Rotary EquipmentDocument48 pagesMaintenance and Inspection of Rotary EquipmentRizwan BangashNo ratings yet
- SD-7586 SMRP 2020 Candidate Handbook v13Document52 pagesSD-7586 SMRP 2020 Candidate Handbook v13Rizwan Bangash100% (1)
- Bearings: - What Is BearingDocument22 pagesBearings: - What Is BearingRizwan Bangash50% (2)
- SMRP ARMS Training Rev2Document373 pagesSMRP ARMS Training Rev2Rizwan Bangash100% (2)
- Maintenance and Reliability Overview 2 - 5 - 07 BPDocument98 pagesMaintenance and Reliability Overview 2 - 5 - 07 BPRizwan BangashNo ratings yet
- Heart Monitoring Systems - A ReviewDocument14 pagesHeart Monitoring Systems - A ReviewRizwan BangashNo ratings yet
- Gfmam - Auditor Assessor - First Edition Version 2 - English VersionDocument18 pagesGfmam - Auditor Assessor - First Edition Version 2 - English VersionRizwan BangashNo ratings yet
- Text Is Creating Transformational Impact Using Mobile.: Work With UsDocument10 pagesText Is Creating Transformational Impact Using Mobile.: Work With UsRizwan BangashNo ratings yet
- Gfmam - The Value of Asset Management - Template For Assessment - First Edition - English VersionDocument7 pagesGfmam - The Value of Asset Management - Template For Assessment - First Edition - English VersionRizwan BangashNo ratings yet
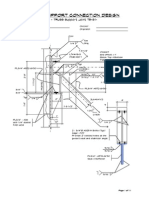
- Truss Support Connection Design T5-S1Document11 pagesTruss Support Connection Design T5-S1rajedmaglinteNo ratings yet
- Case THE INTERNATIONALISATION OF KALYANI GROUP Module 2Document2 pagesCase THE INTERNATIONALISATION OF KALYANI GROUP Module 2vijay50% (2)
- A 255547Document134 pagesA 255547Kurni AoneNo ratings yet
- Vendors List: LaminatesDocument2 pagesVendors List: LaminatessenthilrajabeNo ratings yet
- Lec 069938Document474 pagesLec 069938Mohamed Rashed100% (4)
- Occupational Health NursingDocument7 pagesOccupational Health NursingCris Laurence PabustanNo ratings yet
- ICAR2023 Poster Abstract Submission-JALDocument5 pagesICAR2023 Poster Abstract Submission-JALLola GómezNo ratings yet
- International Foundation Mathematics Olympiad (IFMO) Class 5 Worksheet - 3Document6 pagesInternational Foundation Mathematics Olympiad (IFMO) Class 5 Worksheet - 3Vikas Kumar OmarNo ratings yet
- Choke Beans, Stems & SeatsDocument4 pagesChoke Beans, Stems & Seatscrni rokoNo ratings yet
- Poems Winners 07Document13 pagesPoems Winners 07PrasanaNaughtygulNo ratings yet
- Vinay Bharadwaj DS (2147326)Document4 pagesVinay Bharadwaj DS (2147326)VINAY BHARADWAJ DS 2147326No ratings yet
- The Case of The Lame Canary PDFDocument159 pagesThe Case of The Lame Canary PDFstudent1291No ratings yet
- 8051 Microcontroller Book PDFDocument26 pages8051 Microcontroller Book PDFswati pasiNo ratings yet
- Safety Data Sheet - EN - (43805315) SODIUM SILICATE SOLUTION (WATER GLASS) (1344-09-8)Document8 pagesSafety Data Sheet - EN - (43805315) SODIUM SILICATE SOLUTION (WATER GLASS) (1344-09-8)Mahdi BelhechmiNo ratings yet
- Mother by Grace PaleyDocument9 pagesMother by Grace Paleylourdes.pereirorodriguezNo ratings yet
- L-5 Hypothesis TestsDocument22 pagesL-5 Hypothesis TestsAbdo RawiNo ratings yet
- Crossing The MidlineDocument6 pagesCrossing The MidlineZharko ShestakoskiNo ratings yet
- An Experimental Study of Ball-On-flat Wear On A Newly Developed Rotational TribometerDocument10 pagesAn Experimental Study of Ball-On-flat Wear On A Newly Developed Rotational TribometerDavid Rafael RamírezNo ratings yet
- Runner's WarriorDocument92 pagesRunner's WarriorMarco PagariganNo ratings yet
- Icao Worldwide Air Transport Conference (Atconf) Sixth MeetingDocument4 pagesIcao Worldwide Air Transport Conference (Atconf) Sixth MeetingAhmetBuğraÇetinNo ratings yet
- Comparison of Operating Systems Tinyos and Contiki: Tobias ReusingDocument7 pagesComparison of Operating Systems Tinyos and Contiki: Tobias ReusingGan MichiNo ratings yet
- Soft Starter Panel Data SheetDocument4 pagesSoft Starter Panel Data Sheetjay PrakashNo ratings yet
- Hobbies and Sports: Institución Educativa Gabriel EchavarriaDocument4 pagesHobbies and Sports: Institución Educativa Gabriel Echavarriajuan bellidoNo ratings yet
- Virtual CockpitDocument10 pagesVirtual CockpitNavaneeth Krishnan BNo ratings yet
- FHKU G1 - 2â - 100 RytonDocument5 pagesFHKU G1 - 2â - 100 Rytonzivkovic brankoNo ratings yet
- Tax Haven - OdtDocument2 pagesTax Haven - OdtMarian PîrjolNo ratings yet
- Style Guidelines - Powered by GameSparks PDFDocument20 pagesStyle Guidelines - Powered by GameSparks PDFJosé María RomeroNo ratings yet
- Data Driven Fault DetectionDocument12 pagesData Driven Fault DetectionRita AppiahNo ratings yet
- GRADES 1 To 12 Daily Lesson Log Monday Tuesday Wednesday Thursday FridayDocument3 pagesGRADES 1 To 12 Daily Lesson Log Monday Tuesday Wednesday Thursday FridayDianaRoseAcupeadoNo ratings yet