You might also like
- Honors Radioactive Decay PurposeDocument3 pagesHonors Radioactive Decay PurposeJames AndrewsNo ratings yet
- Ifta Cfteii Mock ExamDocument16 pagesIfta Cfteii Mock Exammuneesa nisarNo ratings yet
- C5 40 Years WebsiteDocument9 pagesC5 40 Years Websitemàrio ferreiraNo ratings yet
- SA1-32-GS-041-Structural Design Calculation For Granite Stone Wall Supporting Steel Frame - INH - COMMENTSDocument26 pagesSA1-32-GS-041-Structural Design Calculation For Granite Stone Wall Supporting Steel Frame - INH - COMMENTSMelvin RocksteadyNo ratings yet
- Wheatstone Project LNG Plant: MR Number XX Title: Scope of WoDocument4 pagesWheatstone Project LNG Plant: MR Number XX Title: Scope of WoLegend AnbuNo ratings yet
- DN 40 - 1200 PN10/16: Large Tolerance Multimaterials Coupling Flanged AdaptorDocument4 pagesDN 40 - 1200 PN10/16: Large Tolerance Multimaterials Coupling Flanged Adaptorpablo gerardo gil cocaNo ratings yet
- Soft Sealing Gate Valve PN25Document2 pagesSoft Sealing Gate Valve PN25Emran HaniniNo ratings yet
- IOGP Bulletin 4003 (2002)Document4 pagesIOGP Bulletin 4003 (2002)Stephan Lori MabungaNo ratings yet
- M-20103 - Rev.1 (Dry Mortar Mixer) - EnglishDocument2 pagesM-20103 - Rev.1 (Dry Mortar Mixer) - EnglishidilfitriNo ratings yet
- Ingles Manual DL22Document134 pagesIngles Manual DL22ThomasNo ratings yet
- 2018 - MGC Good or BadDocument37 pages2018 - MGC Good or BadMario Martínez TorijaNo ratings yet
- 2020-11-15 RFI 13 Switch Socket Installation Details (3) Dated 14-12-2020Document4 pages2020-11-15 RFI 13 Switch Socket Installation Details (3) Dated 14-12-2020zafrikhan875No ratings yet
- 2220-PW-8"-C1E2A-12151: Diametro Largo Total (M) ItemDocument1 page2220-PW-8"-C1E2A-12151: Diametro Largo Total (M) ItemAlonso FarfanNo ratings yet
- M-20104 - Rev.1 (Cone Type Screw Mixer) - EnglishDocument2 pagesM-20104 - Rev.1 (Cone Type Screw Mixer) - EnglishidilfitriNo ratings yet
- W-20101 Rev.1 (Belt Weigher) EnglishDocument2 pagesW-20101 Rev.1 (Belt Weigher) EnglishidilfitriNo ratings yet
- S781-CV-DWG-00004-01-213036-B - OQ Approved - 14.03.2023Document2 pagesS781-CV-DWG-00004-01-213036-B - OQ Approved - 14.03.2023MDhana SekarNo ratings yet
- Science Worksheet For Class 6Document2 pagesScience Worksheet For Class 6Shreya TyagiNo ratings yet
- Competency Based Learning Material: Performing Shop MaintenanceDocument64 pagesCompetency Based Learning Material: Performing Shop Maintenancegillian marbebeNo ratings yet
- NPK 300 Z2 DW 4006 V - R5 - General Arrangement Drawing For Dryer Cyclone (81 D 322A) FCDocument4 pagesNPK 300 Z2 DW 4006 V - R5 - General Arrangement Drawing For Dryer Cyclone (81 D 322A) FCDangolNo ratings yet
- B Flat Gasket: Olting Torque Table and Bolting ProceduresDocument5 pagesB Flat Gasket: Olting Torque Table and Bolting ProceduresMehedi HasanNo ratings yet
- Enamelled WireDocument20 pagesEnamelled WireNesya LaxmithaNo ratings yet
- PDF tps57 Manual DLDocument139 pagesPDF tps57 Manual DLLisandroNo ratings yet
- Base Metal Grouping:: Welding VariablesDocument8 pagesBase Metal Grouping:: Welding VariablesVivekanandan JNo ratings yet
- Catalogue: A C Ompan y of Ha Wle German y GR OupDocument62 pagesCatalogue: A C Ompan y of Ha Wle German y GR OupAlvin TombarevicNo ratings yet
- Dubai HSE LAwDocument103 pagesDubai HSE LAwnoufalhse100% (2)
- Stolt Offshore Isolation Certificate: List of Systems IsolatedDocument1 pageStolt Offshore Isolation Certificate: List of Systems IsolatedDale WearpackNo ratings yet
- Gaskets PDFDocument58 pagesGaskets PDFAmit SharmaNo ratings yet
- 800 Col Line: Bill of Material Sketch ListDocument1 page800 Col Line: Bill of Material Sketch ListAcfMacNo ratings yet
- Prefabricated External Wall ElementDocument5 pagesPrefabricated External Wall ElementFlavia GuerreiroNo ratings yet
- Sec Aa: Staircase Details: 16 Ø at 180 C/C Starter BarsDocument1 pageSec Aa: Staircase Details: 16 Ø at 180 C/C Starter Barsnimish.aquamarineNo ratings yet
- Inspection Data Sheet (I.D.S.) : Company Job. Country RevisionDocument2 pagesInspection Data Sheet (I.D.S.) : Company Job. Country Revisionbrome2014No ratings yet
- TKF Catalogue Telecom 2013Document83 pagesTKF Catalogue Telecom 2013JohnnyLebaneNo ratings yet
- Ac 1664434154655Document8 pagesAc 1664434154655Alaa Abo ShamaaNo ratings yet
- LMCPL-P2023-02-COS-43 - Working Platform - Service Rack Zone 2Document8 pagesLMCPL-P2023-02-COS-43 - Working Platform - Service Rack Zone 2Ali md YounusNo ratings yet
- DS1000D E User's GuideDocument166 pagesDS1000D E User's GuideRicardo de Azambuja100% (1)
- Nakron - Stud - K16SD - Conectores NelsonDocument40 pagesNakron - Stud - K16SD - Conectores NelsonRui ConceiçãoNo ratings yet
- T-DAP-A2362-2D Manufacturing - Fabrication Drawing & GA Plan-REV-05Document5 pagesT-DAP-A2362-2D Manufacturing - Fabrication Drawing & GA Plan-REV-05radhi_rads89No ratings yet
- Metal FinishingDocument52 pagesMetal FinishingChecolinkNo ratings yet
- Col Line HDocument1 pageCol Line HAcfMacNo ratings yet
- 564shj22-01-Gym-Tc-100 R1Document1 page564shj22-01-Gym-Tc-100 R1IbrahimUnesNo ratings yet
- AWS Welding Journal January 2013Document143 pagesAWS Welding Journal January 2013ferrero68No ratings yet
- Burhani AQMS Senior Production Engineer Job Posting PDFDocument3 pagesBurhani AQMS Senior Production Engineer Job Posting PDFAfaq Mehmood AlmaniNo ratings yet
- PMUBOMDocument12 pagesPMUBOMCarlos Luis Ramos GarcíaNo ratings yet
- TSB BDocument8 pagesTSB BYsidro MundarainNo ratings yet
- King Khalid International Airport Kkia: SubmittalsDocument49 pagesKing Khalid International Airport Kkia: SubmittalsDILSHAD AHEMADNo ratings yet
- Aws WJ 201203Document146 pagesAws WJ 201203laercioudesc_100% (1)
- Kratka Forma-Finalni Prelom PDFDocument72 pagesKratka Forma-Finalni Prelom PDFMilos Petrovic100% (1)
- NPK 300 j9 DW 4000 V Rev.3 Instrument Termination DiagramDocument4 pagesNPK 300 j9 DW 4000 V Rev.3 Instrument Termination Diagramzuhud3331No ratings yet
- 21468-P-Pd-01-Ballast System Diagram-Option BDocument19 pages21468-P-Pd-01-Ballast System Diagram-Option BNikolaNo ratings yet
- S-ZE-CLST-LST-076001 - Rev.01 - Electrical Load ListDocument15 pagesS-ZE-CLST-LST-076001 - Rev.01 - Electrical Load ListRajarsi RayNo ratings yet
- 316 B Lapp Architectural 1Document25 pages316 B Lapp Architectural 1ahmad marrawiNo ratings yet
- Reaffirmed 2004Document11 pagesReaffirmed 2004krixotNo ratings yet
- Branch Panel: Pp-Hvac-R1 Branch Panel: Pp-Hvac-R2 Branch Panel: Pp-Hvac-R3Document1 pageBranch Panel: Pp-Hvac-R1 Branch Panel: Pp-Hvac-R2 Branch Panel: Pp-Hvac-R3iunitedfactorysaNo ratings yet
- A Big House VillaDocument99 pagesA Big House VillaMohammad W. YoussefNo ratings yet
- Scale: 1:5 (1:2) : R TYP 5Document1 pageScale: 1:5 (1:2) : R TYP 5Prateek AnandNo ratings yet
- Architectural Drawings 1Document13 pagesArchitectural Drawings 1Manish PandeyNo ratings yet
- Transmission Towers: More With MetalsDocument2 pagesTransmission Towers: More With MetalsRajesh KrishnanNo ratings yet
- AWS Welding Journal September 2012Document134 pagesAWS Welding Journal September 2012ferrero68100% (1)
- Instant Assessments for Data Tracking, Grade 1: Language ArtsFrom EverandInstant Assessments for Data Tracking, Grade 1: Language ArtsNo ratings yet
- Instant Assessments for Data Tracking, Grade 1: MathFrom EverandInstant Assessments for Data Tracking, Grade 1: MathRating: 4 out of 5 stars4/5 (1)
- C5 40 Years WebsiteDocument9 pagesC5 40 Years Websitemàrio ferreiraNo ratings yet
- Galvanizing Kettles, Recommendations For The User, PillingDocument53 pagesGalvanizing Kettles, Recommendations For The User, Pillingmàrio ferreiraNo ratings yet
- Lista Normas CEN-TC 121-2012-09-26Document31 pagesLista Normas CEN-TC 121-2012-09-26màrio ferreiraNo ratings yet
- G - Note3 - The Continuous Electroplating Process ForDocument4 pagesG - Note3 - The Continuous Electroplating Process Formàrio ferreiraNo ratings yet
- G - Note20 - Prepainted Metallic-Coated Steel Sheet ForDocument8 pagesG - Note20 - Prepainted Metallic-Coated Steel Sheet Formàrio ferreiraNo ratings yet
- Print - Dilution TableDocument1 pagePrint - Dilution Tablemàrio ferreiraNo ratings yet
- G - Note18 - Zinc Phosphate Treatments For PaintedDocument2 pagesG - Note18 - Zinc Phosphate Treatments For Paintedmàrio ferreiraNo ratings yet
- Zinc - Aluminium Alloys (Zn-Al High Al)Document8 pagesZinc - Aluminium Alloys (Zn-Al High Al)màrio ferreiraNo ratings yet
- Plascoat PPA 571: Proven Performance For Exterior ApplicationDocument20 pagesPlascoat PPA 571: Proven Performance For Exterior Applicationmàrio ferreiraNo ratings yet
- Selection Table: Type of Surface Treatments Related To The Corrosion Class and Risks Per Type of Environment (EN ISO 14713 - EN ISO 12944)Document1 pageSelection Table: Type of Surface Treatments Related To The Corrosion Class and Risks Per Type of Environment (EN ISO 14713 - EN ISO 12944)màrio ferreiraNo ratings yet
- Quality Control of Low Alloy Steel ProductsDocument2 pagesQuality Control of Low Alloy Steel Productsmàrio ferreiraNo ratings yet
- Best Practice Guide For Hot Dip Galvanized Bolts and Bolted JointsDocument33 pagesBest Practice Guide For Hot Dip Galvanized Bolts and Bolted Jointsmàrio ferreiraNo ratings yet
- Hot-Dip Galvanizing With Zinc-Bismuth Alloys: Metall May 1999Document7 pagesHot-Dip Galvanizing With Zinc-Bismuth Alloys: Metall May 1999màrio ferreiraNo ratings yet
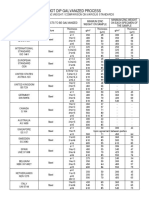
- Hot Dip Galvanized Process - NormasDocument1 pageHot Dip Galvanized Process - Normasmàrio ferreiraNo ratings yet
- HDG High Performance Steels Weldments Doug RourkeDocument28 pagesHDG High Performance Steels Weldments Doug Rourkemàrio ferreiraNo ratings yet
- Sustainable AgricultureDocument8 pagesSustainable AgricultureMd. AssaduzzamanNo ratings yet
- FMDS0798Document7 pagesFMDS0798hbcbmwtuningNo ratings yet
- Paved Areas: Standards and Maintenance Program: ICAO/FAA Comprehensive Aerodrome Certification Inspector WorkshopDocument34 pagesPaved Areas: Standards and Maintenance Program: ICAO/FAA Comprehensive Aerodrome Certification Inspector WorkshopMussa ElbarraniNo ratings yet
- Burner Management System (BMS) RFQ: I. Customer Information Ii. Location InformationDocument1 pageBurner Management System (BMS) RFQ: I. Customer Information Ii. Location InformationMustafa ShabanNo ratings yet
- Nor Iftiha Binti Abdul Aziz - 2019217292 - Ras1205eDocument26 pagesNor Iftiha Binti Abdul Aziz - 2019217292 - Ras1205eNor Iftiha AzizNo ratings yet
- USP Manual REV 3-07Document52 pagesUSP Manual REV 3-07spcsysNo ratings yet
- Guidance On The 2010 ADA Standards For Accessible Design Volume 2Document93 pagesGuidance On The 2010 ADA Standards For Accessible Design Volume 2Eproy 3DNo ratings yet
- Fundamentals of Human Resource Management 11e: The Dynamic Environment of HRMDocument17 pagesFundamentals of Human Resource Management 11e: The Dynamic Environment of HRMAb Wajid FarukiNo ratings yet
- Single Rope Technique SRTDocument5 pagesSingle Rope Technique SRTRey Kelirey100% (1)
- Research - Casestudy - Fa2 - Arao, Ma - Andrea D. - Sec2Document10 pagesResearch - Casestudy - Fa2 - Arao, Ma - Andrea D. - Sec2Iya AraoNo ratings yet
- ATA 26 - Fire Protection Systems ModuleDocument24 pagesATA 26 - Fire Protection Systems ModulejavalderaNo ratings yet
- Case Study Presentation Format HandoutDocument4 pagesCase Study Presentation Format HandoutAngelaNo ratings yet
- Rowan ComplaintDocument28 pagesRowan ComplaintWKYT100% (2)
- Investigation - Muscle Fatigue and ATP ProductionDocument4 pagesInvestigation - Muscle Fatigue and ATP ProductionJ.L.No ratings yet
- Practice Partner Upgrade Guide 952 INSTDocument48 pagesPractice Partner Upgrade Guide 952 INSTreddog1928No ratings yet
- Outokumpu Core Range BrochureDocument12 pagesOutokumpu Core Range BrochureAngel MendozaNo ratings yet
- Nutrient CycleDocument18 pagesNutrient CycleNichan CanilloNo ratings yet
- Final Draft ProposalDocument3 pagesFinal Draft Proposalapi-631724938No ratings yet
- Stadler Form Albert Manual UsDocument20 pagesStadler Form Albert Manual UsfreakorioNo ratings yet
- Surappakasam StaffDocument4 pagesSurappakasam StaffBhargavi BhumaNo ratings yet
- Norsok M 630Document77 pagesNorsok M 630Hal SkoglundNo ratings yet
- PDR BearingDocument11 pagesPDR BearingcristinelbNo ratings yet
- 2016 - PACVD Thick DLC CoatingsDocument9 pages2016 - PACVD Thick DLC CoatingsPeter MalpasNo ratings yet
- Physiotherapy Assessment and Treatment On PICUDocument54 pagesPhysiotherapy Assessment and Treatment On PICUBatool Rehman100% (2)
- Child Health Problems GlobalDocument86 pagesChild Health Problems GlobalBagus P Agen SuplierNo ratings yet
- Pneumonia Neonatorum: Clinical Case Report by DR Theresia Aquila YulianaDocument40 pagesPneumonia Neonatorum: Clinical Case Report by DR Theresia Aquila YulianatheresiaaquilaNo ratings yet
- Brochure EC250D EC300D T3 EN 30 20035491 CDocument28 pagesBrochure EC250D EC300D T3 EN 30 20035491 CLU YO100% (1)
- Hydrochloric Acid, 0.1N (0.1M) : Safety Data SheetDocument7 pagesHydrochloric Acid, 0.1N (0.1M) : Safety Data SheetRandu AgungS1 Teknik kimiaNo ratings yet
- Medical Surgical Nursing Review NotesDocument209 pagesMedical Surgical Nursing Review Notesabusaifluay100% (1)