You might also like
- Design, Manufacturing and Testing of Controlled Stir Casting FurnaceDocument65 pagesDesign, Manufacturing and Testing of Controlled Stir Casting FurnaceGunabalan Sellan100% (1)
- Design of ChimneyDocument39 pagesDesign of ChimneyVenkatesha Hebbar100% (2)
- Boiler Materials For USC Plants IJPGC 2000Document22 pagesBoiler Materials For USC Plants IJPGC 2000pawanumarji1100% (1)
- Recovery Boiler History and Future VakkilainenDocument14 pagesRecovery Boiler History and Future VakkilainennotengofffNo ratings yet
- Role of Various Factors On Coal CombustionDocument51 pagesRole of Various Factors On Coal CombustionAbhijeet DuttaNo ratings yet
- PILLARD AKTUEL Progressive BurningDocument3 pagesPILLARD AKTUEL Progressive BurningSteveih100% (1)
- Project Plan Timeline TemplateDocument4 pagesProject Plan Timeline TemplatebrasilrulesNo ratings yet
- Steam-Generating PDFDocument84 pagesSteam-Generating PDFRenz Ryan Dolor100% (1)
- Slag SymposiumDocument20 pagesSlag SymposiumAnonymous gQyrTUHX38No ratings yet
- AcetyleneDocument13 pagesAcetyleneImtiaz AliNo ratings yet
- Rotary Kiln-1910 PDFDocument96 pagesRotary Kiln-1910 PDFSunday Paul100% (1)
- Understanding Steam GeneratorsDocument80 pagesUnderstanding Steam GeneratorsJustin Alvin P. Caballa100% (9)
- Auxiliary Boiler SurveyDocument194 pagesAuxiliary Boiler Surveymini2018100% (3)
- WRD Ot Clarifier Calculations 445211 7Document118 pagesWRD Ot Clarifier Calculations 445211 7royal inNo ratings yet
- ASTM D7136 Low Velocity ImpactDocument16 pagesASTM D7136 Low Velocity Impacttommasobrugo100% (1)
- Shell BoilerDocument12 pagesShell BoilerMochamad Fajar RamdaniNo ratings yet
- The Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power GenerationDocument17 pagesThe Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power Generationib4uNo ratings yet
- Fluidized Bed Boilers: Design and ApplicationFrom EverandFluidized Bed Boilers: Design and ApplicationRating: 4.5 out of 5 stars4.5/5 (4)
- Fraser Papers Solves Sludge Problems with Bubbling Fluidized Bed BoilerDocument6 pagesFraser Papers Solves Sludge Problems with Bubbling Fluidized Bed BoilermagtrolNo ratings yet
- State of The Art and Future of The Blast FurnaceDocument16 pagesState of The Art and Future of The Blast Furnacesaibal_silNo ratings yet
- Shaft Furnace Technology: For Scrap and Waste RoutesDocument6 pagesShaft Furnace Technology: For Scrap and Waste RoutesernandesrizzoNo ratings yet
- EAF Refractory Performance at Pacific SteelDocument11 pagesEAF Refractory Performance at Pacific SteelSaragadam DilsriNo ratings yet
- Submerged Arc TechnologyDocument11 pagesSubmerged Arc TechnologymerlonicolaNo ratings yet
- 1 Blomax e PDFDocument15 pages1 Blomax e PDFDevan FairzNo ratings yet
- Energy Recovery - TspaceDocument26 pagesEnergy Recovery - TspaceAlfonso Blanco100% (1)
- 5.1.Vakkilainen-Evolution of RB Designs Paper PDFDocument23 pages5.1.Vakkilainen-Evolution of RB Designs Paper PDFnum0067No ratings yet
- 565521Document47 pages565521maedehNo ratings yet
- BF Cooling TechnologyDocument8 pagesBF Cooling TechnologySamanway DasNo ratings yet
- Industrial charcoal production processesDocument5 pagesIndustrial charcoal production processesjtreiber6627No ratings yet
- Progress of The Weston Unit 4 Supercritical Project in Wisconsin PDFDocument6 pagesProgress of The Weston Unit 4 Supercritical Project in Wisconsin PDFktsnlNo ratings yet
- EPSRC Thermal Management Sheffield Progress Report July 2010Document76 pagesEPSRC Thermal Management Sheffield Progress Report July 2010Junaid MugholNo ratings yet
- Advanced Fire-Tube Boiler ProjectDocument10 pagesAdvanced Fire-Tube Boiler ProjectRonnieldNo ratings yet
- The Boiler HouseDocument12 pagesThe Boiler Housemeijon pelayerNo ratings yet
- Development and Future of Circulating Fluidized Bed Boilers in ChinaDocument4 pagesDevelopment and Future of Circulating Fluidized Bed Boilers in ChinaAnonymous DJrec2No ratings yet
- XXL Size Recovery Boilers WhitepaperDocument11 pagesXXL Size Recovery Boilers WhitepaperMario MeloNo ratings yet
- Modern Boiler Economisers - Development: and ApplicationsDocument17 pagesModern Boiler Economisers - Development: and ApplicationsPhilip ShihNo ratings yet
- JK Tyres AdityaDocument23 pagesJK Tyres AdityaAditya MishraNo ratings yet
- Duplexing from Cupolas: Most Ecofriendly Iron Foundry MeltingDocument16 pagesDuplexing from Cupolas: Most Ecofriendly Iron Foundry MeltingVirendra GuptaNo ratings yet
- Comparative Study On Sub-Critical and Super Critical Power CyclesDocument10 pagesComparative Study On Sub-Critical and Super Critical Power CyclesChandra Shekhar100% (2)
- A Catastrophic ResultDocument34 pagesA Catastrophic Resulter_sanjaypatelNo ratings yet
- Format 1Document12 pagesFormat 1mobile legend practiceNo ratings yet
- 10 1 1 168 59 PDFDocument11 pages10 1 1 168 59 PDFanshuman432No ratings yet
- Literature Review On Iron and Steel IndustryDocument6 pagesLiterature Review On Iron and Steel Industrysmvancvkg100% (1)
- Steam Boiler Performance-1Document27 pagesSteam Boiler Performance-1Fagbolagun IdowuNo ratings yet
- 1.2.2.1 CorexDocument3 pages1.2.2.1 CorexAnggiet HerdayantiNo ratings yet
- Cokeless CupolaDocument12 pagesCokeless CupolaGovind RaoNo ratings yet
- Ultra Super Critical Boilers Clean Coal TechnologyDocument2 pagesUltra Super Critical Boilers Clean Coal TechnologyslawateNo ratings yet
- HDSF BookDocument254 pagesHDSF BookJoão Pedro Correia Borga100% (1)
- Improving Efficiency of Boiler Using Air PreheaterDocument54 pagesImproving Efficiency of Boiler Using Air PreheaterDhanuNo ratings yet
- Pack Firetube BoilersDocument5 pagesPack Firetube BoilersNath BoyapatiNo ratings yet
- 1.1.4.d.evaluation of Hoffman Kiln TechnologyDocument11 pages1.1.4.d.evaluation of Hoffman Kiln TechnologydikaranoNo ratings yet
- 40YearsofCirculatingFluidizedBedmanuscript ComplDocument13 pages40YearsofCirculatingFluidizedBedmanuscript ComplNardo LlanosNo ratings yet
- Chemical cleaning of superheater tubesDocument7 pagesChemical cleaning of superheater tubesPiyush AgarwalNo ratings yet
- How To Increase The Efficiency of Commercial BoilersDocument48 pagesHow To Increase The Efficiency of Commercial BoilersAnas AsifNo ratings yet
- Report On Jindal Steel WorksDocument13 pagesReport On Jindal Steel WorksAmit DubeyNo ratings yet
- Metallurgical and Other ProcessesDocument4 pagesMetallurgical and Other ProcessesKeila Mariana Campos ChambiNo ratings yet
- Arcelor Mittal Newcastle WorksDocument12 pagesArcelor Mittal Newcastle WorkssinhabillolNo ratings yet
- Mini bf3Document5 pagesMini bf3Maheswar SethiNo ratings yet
- Steel Making Using Open Hearth Furnace-1Document9 pagesSteel Making Using Open Hearth Furnace-1victorymusa45No ratings yet
- A Portable Charcoal: Bulletin 448 October, 1941Document36 pagesA Portable Charcoal: Bulletin 448 October, 1941kljumfNo ratings yet
- The Advantages of Supercritical Circulating Fluidized Bed Boiler (Posted by P.Muthu, DGM-TSX) PDFDocument19 pagesThe Advantages of Supercritical Circulating Fluidized Bed Boiler (Posted by P.Muthu, DGM-TSX) PDFRKVSK1No ratings yet
- Innovation in Electric Arc Furnaces: Scientific Basis for SelectionFrom EverandInnovation in Electric Arc Furnaces: Scientific Basis for SelectionNo ratings yet
- Scientific American Supplement, No. 360, November 25, 1882From EverandScientific American Supplement, No. 360, November 25, 1882No ratings yet
- PIPE Vs TUBEDocument3 pagesPIPE Vs TUBESIL PROJECTSNo ratings yet
- Envelop Cover Address Print FormatDocument1 pageEnvelop Cover Address Print FormatSIL PROJECTSNo ratings yet
- HV-1212(1)Document4 pagesHV-1212(1)SIL PROJECTSNo ratings yet
- Knife gate valve 12 INCH 10(1)Document1 pageKnife gate valve 12 INCH 10(1)SIL PROJECTSNo ratings yet
- IPPTA JOURNALDocument83 pagesIPPTA JOURNALSIL PROJECTSNo ratings yet
- IBR - 1950 _ Reg. 43Document2 pagesIBR - 1950 _ Reg. 43SIL PROJECTSNo ratings yet
- Banking InformationDocument1 pageBanking InformationSIL PROJECTSNo ratings yet
- IBR - 1950 _ Reg. 56 ADocument3 pagesIBR - 1950 _ Reg. 56 ASIL PROJECTSNo ratings yet
- Knife gate valve 12 INCH 10(1)Document1 pageKnife gate valve 12 INCH 10(1)SIL PROJECTSNo ratings yet
- Copy of 100 V-notch(pulp)Document1 pageCopy of 100 V-notch(pulp)SIL PROJECTSNo ratings yet
- 50 V-Notch Valve2Document1 page50 V-Notch Valve2SIL PROJECTSNo ratings yet
- Butterfly Valve With DiaphragmDocument1 pageButterfly Valve With DiaphragmSIL PROJECTSNo ratings yet
- HV-1212(1)Document4 pagesHV-1212(1)SIL PROJECTSNo ratings yet
- hv-1013(1)Document4 pageshv-1013(1)SIL PROJECTSNo ratings yet
- Ball Valve on-Off TypeDocument1 pageBall Valve on-Off TypeSIL PROJECTSNo ratings yet
- 50 V-Notch Valve2Document1 page50 V-Notch Valve2SIL PROJECTSNo ratings yet
- Machinery and Systems for Paper Industry Vibrating ScreensDocument2 pagesMachinery and Systems for Paper Industry Vibrating ScreensSIL PROJECTSNo ratings yet
- 16 - Chest and TowerDocument2 pages16 - Chest and TowerSIL PROJECTSNo ratings yet
- Motors, Cables, Panels SpecsDocument5 pagesMotors, Cables, Panels SpecsSIL PROJECTSNo ratings yet
- 50 V-Notch Valve2Document1 page50 V-Notch Valve2SIL PROJECTSNo ratings yet
- V Notch Ball ValveDocument1 pageV Notch Ball ValveSIL PROJECTSNo ratings yet
- Machinery and Systems for Paper Industry ScreeningDocument2 pagesMachinery and Systems for Paper Industry ScreeningSIL PROJECTSNo ratings yet
- 18 (1) .03.08 Satia LTI MailDocument2 pages18 (1) .03.08 Satia LTI MailSIL PROJECTSNo ratings yet
- UntitledDocument27 pagesUntitledSIL PROJECTSNo ratings yet
- Preliminary: DescriptionDocument1 pagePreliminary: DescriptionSIL PROJECTSNo ratings yet
- Uttam Energy Pune MaharashtraDocument1 pageUttam Energy Pune MaharashtraSIL PROJECTSNo ratings yet
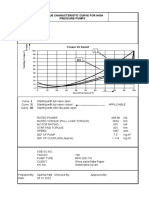
- TS Curve RPHDocument2 pagesTS Curve RPHSIL PROJECTS0% (1)
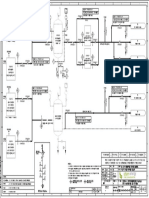
- E20 Green Fuel - Single Line Diagram (22.02.22)Document1 pageE20 Green Fuel - Single Line Diagram (22.02.22)SIL PROJECTSNo ratings yet
- Product DatasheetDocument1 pageProduct Datasheetnebojsa bohorNo ratings yet
- Cds 13 Instruct 1Document53 pagesCds 13 Instruct 1Francisco NetoNo ratings yet
- Essential equipment maintenance checklistDocument3 pagesEssential equipment maintenance checklistYonas AyeleNo ratings yet
- Methods of Separating Mixtures: - Magnet - Filter - Decant - Evaporation - Centrifuge - Chromatography - DistillationDocument30 pagesMethods of Separating Mixtures: - Magnet - Filter - Decant - Evaporation - Centrifuge - Chromatography - DistillationOluwadareOlalekanNo ratings yet
- FANUC BUILT-IN SPINDLE MOTOR B+-B SERIESDocument4 pagesFANUC BUILT-IN SPINDLE MOTOR B+-B SERIESHoang Nam NguyenNo ratings yet
- Product Specifications: Model EZSTL8LCDocument2 pagesProduct Specifications: Model EZSTL8LCJames LoewenNo ratings yet
- Fundamental Physics and Nanostructured MaterialsDocument17 pagesFundamental Physics and Nanostructured MaterialsArpàn PàtelNo ratings yet
- Analog I/o ModuleDocument20 pagesAnalog I/o Modulecamus1125No ratings yet
- Special Purpose Motors - Large FontsDocument26 pagesSpecial Purpose Motors - Large FontsAnuradha SkaNo ratings yet
- DG401 451Document2 pagesDG401 451Mauricio SaulNo ratings yet
- Environmental Pollution 4Document32 pagesEnvironmental Pollution 4ANKUR CHOUDHARYNo ratings yet
- Elek Tro Detonator I EngDocument3 pagesElek Tro Detonator I Engnilton cardonaNo ratings yet
- Alcatel MDP-5010 Turbo Drag Pump ManualDocument28 pagesAlcatel MDP-5010 Turbo Drag Pump ManualAmir SohailNo ratings yet
- Development of Solar Powered Knapsack Sprayer: Indian Journal of Agricultural Sciences April 2018Document10 pagesDevelopment of Solar Powered Knapsack Sprayer: Indian Journal of Agricultural Sciences April 2018Siva RajNo ratings yet
- Is.15885.2.13.2012 Lamp Control Gear SafetyDocument11 pagesIs.15885.2.13.2012 Lamp Control Gear Safetylightbulbdepot50% (2)
- Series: Rotary Union SolutionsDocument18 pagesSeries: Rotary Union SolutionsDhairyasheel BhutkarNo ratings yet
- 9702 02 MJ 08Document20 pages9702 02 MJ 08Prabhash HettiarachchiNo ratings yet
- Xylem TotalcareDocument8 pagesXylem TotalcareAndrey GyrychNo ratings yet
- Motion of A Charged Particle in Electric and Magnetic Fields 2Document12 pagesMotion of A Charged Particle in Electric and Magnetic Fields 2Dinesh KatochNo ratings yet
- Heat and Temp QuizDocument2 pagesHeat and Temp QuizAna Marie RentonNo ratings yet
- United States Court of Appeals, Fourth CircuitDocument17 pagesUnited States Court of Appeals, Fourth CircuitScribd Government DocsNo ratings yet
- Projections of Investment in Infrastructure During The Eleventh PlanDocument41 pagesProjections of Investment in Infrastructure During The Eleventh PlanJitesh ShahNo ratings yet
- MAVJ Catalogue (En - 0898)Document8 pagesMAVJ Catalogue (En - 0898)renjithas2005No ratings yet
- Prix Du Kit 500W Type A PDFDocument1 pagePrix Du Kit 500W Type A PDFbourbiaNo ratings yet
- Recycling WwiiDocument1 pageRecycling WwiiHartford CourantNo ratings yet
- D 2144 - 01 - RdixndqDocument4 pagesD 2144 - 01 - RdixndqjayakumarNo ratings yet
- Manufacturing Facilities Design and Material HandelingDocument7 pagesManufacturing Facilities Design and Material Handelingabdelghani cherkaouiNo ratings yet