You might also like
- Jeffrey Epstein39s Little Black Book Unredacted PDFDocument95 pagesJeffrey Epstein39s Little Black Book Unredacted PDFasdasdasd75% (4)
- ACS HMS User ManualDocument19 pagesACS HMS User ManualEvans Corp100% (1)
- Strategic and Operational PlanningDocument5 pagesStrategic and Operational Planningangie lloyd saligan100% (1)
- FPH-HP Install Manual V2.8Document38 pagesFPH-HP Install Manual V2.8steve67% (3)
- ELEC3240 Laboratories 2011Document18 pagesELEC3240 Laboratories 2011Michael AwaNo ratings yet
- 5,6 Ldic New Course FileDocument49 pages5,6 Ldic New Course FileTarun PrasadNo ratings yet
- Web App SuccessDocument369 pagesWeb App Successdoghead101No ratings yet
- Logical Security SOP SampleDocument13 pagesLogical Security SOP SampleAnton Mymrikov0% (1)
- RC and RL Filters Lab Exploring Frequency BehaviorDocument8 pagesRC and RL Filters Lab Exploring Frequency BehaviorTanzim ElahiNo ratings yet
- Heavy Duty Pressure Transmitter: Data SheetDocument4 pagesHeavy Duty Pressure Transmitter: Data SheetДима ПолищукNo ratings yet
- Numerical Relay Test Report SummaryDocument75 pagesNumerical Relay Test Report SummaryHari haranNo ratings yet
- H02 Ref Relay 87NDocument3 pagesH02 Ref Relay 87NKalimuthuNo ratings yet
- Thermal Load Effect On Vibration On A Reactor FW Pump 1699692616Document25 pagesThermal Load Effect On Vibration On A Reactor FW Pump 1699692616logicloverNo ratings yet
- Motor Test Report SummaryDocument15 pagesMotor Test Report SummaryKholis JaimonNo ratings yet
- Variable Displacement Axial Piston Pump Type V30D: 1. General DescriptionDocument12 pagesVariable Displacement Axial Piston Pump Type V30D: 1. General DescriptionMHS teamNo ratings yet
- Baranagar-TSS Relay Test ReportDocument75 pagesBaranagar-TSS Relay Test ReportHari haranNo ratings yet
- AIC Lab ManualDocument36 pagesAIC Lab ManualSangamesh V AngadiNo ratings yet
- Abb Rec670 Cap Bank ProtnDocument11 pagesAbb Rec670 Cap Bank ProtnRatheesh KumarNo ratings yet
- Experiment 1 AIMDocument4 pagesExperiment 1 AIMArunKumargNo ratings yet
- ISO StandardsDocument19 pagesISO StandardsKhaled NasrNo ratings yet
- Undampened Exhaust Gas Noise Analysis - 1/1-Octave: Date: 01.08.2007 Drawing No.: 734 396eDocument1 pageUndampened Exhaust Gas Noise Analysis - 1/1-Octave: Date: 01.08.2007 Drawing No.: 734 396eGerman O.No ratings yet
- Analogue Electronics Iv - Practical UpdatedDocument8 pagesAnalogue Electronics Iv - Practical UpdatedAbba AbubakarNo ratings yet
- High performance centrifugal fan specificationDocument4 pagesHigh performance centrifugal fan specificationInternalauditor CaNo ratings yet
- AKNM - 3049 - AKNMGptcDocument53 pagesAKNM - 3049 - AKNMGptchod eceNo ratings yet
- Draw Frequency Response and Verify The Roll Off FactorDocument9 pagesDraw Frequency Response and Verify The Roll Off FactorbhaskarNo ratings yet
- Pre-Emphasis and De-Emphasis1Document6 pagesPre-Emphasis and De-Emphasis1JamunaraniNo ratings yet
- TDA7265SA STMicroelectronicsDocument12 pagesTDA7265SA STMicroelectronicsAbdurashid tillaevNo ratings yet
- Control Proportional Valves Motion ProfilesDocument7 pagesControl Proportional Valves Motion ProfilesMohamed RiyazNo ratings yet
- IEC60065 - Testing MeasuringDocument3 pagesIEC60065 - Testing MeasuringBillNo ratings yet
- Electret Condenser Microphone 14Document19 pagesElectret Condenser Microphone 14NOUARI mohamedNo ratings yet
- Ecd LR 2Document6 pagesEcd LR 2Junaid kaleemNo ratings yet
- Steg k2.02 118042150 Re0.0-E3 Car Audio Ampl SMDocument20 pagesSteg k2.02 118042150 Re0.0-E3 Car Audio Ampl SMvnbdyxakNo ratings yet
- 1400 CFM TDocument3 pages1400 CFM TmahmadwasiNo ratings yet
- 1N4001GP Thru 1N4007GP: Vishay General SemiconductorDocument5 pages1N4001GP Thru 1N4007GP: Vishay General SemiconductorJorge HigashiNo ratings yet
- Service Note: Analyzing Hss (High Speed Stability) ResultsDocument17 pagesService Note: Analyzing Hss (High Speed Stability) ResultsTony KututoNo ratings yet
- XGB Basic Tutorial GuideDocument114 pagesXGB Basic Tutorial GuideIonut Catalin PatitoiuNo ratings yet
- SEL-787 Transformer Protection Relay-REV02Document5 pagesSEL-787 Transformer Protection Relay-REV02Jayabal Gnanaprakasam100% (1)
- 4200-400Document2 pages4200-400Mohsin ShaikhNo ratings yet
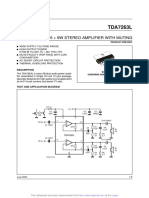
- TDA7263L: 6 + 6W Stereo Amplifier With MutingDocument9 pagesTDA7263L: 6 + 6W Stereo Amplifier With MutingGabriel De limaNo ratings yet
- Experiment No.4Document4 pagesExperiment No.4Ranjith PNo ratings yet
- Sir Syed CASE Institute of Technology, Islamabad Electronics LabDocument6 pagesSir Syed CASE Institute of Technology, Islamabad Electronics LabHamza AliNo ratings yet
- 200mb Go SchematicsDocument23 pages200mb Go SchematicsARITOSOUL341No ratings yet
- U17EC017 Lab8Document6 pagesU17EC017 Lab8rosestrikesNo ratings yet
- Active Filters-: First Order Low Pass and High Pass FiltersDocument5 pagesActive Filters-: First Order Low Pass and High Pass FiltersLavanya RatalaNo ratings yet
- RPM7100 IR Phototransistor Series - DSDocument9 pagesRPM7100 IR Phototransistor Series - DSjmarrero_3No ratings yet
- Stereo: AmplifierDocument18 pagesStereo: AmplifierSergii OliferukNo ratings yet
- AclDocument53 pagesAclDeeksha KulshresthaNo ratings yet
- TDA7264 STMicroelectronicsDocument14 pagesTDA7264 STMicroelectronicsEdnaldo LimaNo ratings yet
- Coupled Vibration Analysis For Vertical PumpsDocument14 pagesCoupled Vibration Analysis For Vertical PumpsAnwarNo ratings yet
- Technical Data of The Fan: DDM 9/7 E6G3603 3F 4P 1V +SCT 6N02WTDocument3 pagesTechnical Data of The Fan: DDM 9/7 E6G3603 3F 4P 1V +SCT 6N02WTmahmadwasiNo ratings yet
- Experiment No. 05: RC Coupled Multistage CE-CC Cascade AmplifierDocument5 pagesExperiment No. 05: RC Coupled Multistage CE-CC Cascade AmplifierM. Ahmad RazaNo ratings yet
- Modification of BB1 Pump Vibration To Meet API-610Document18 pagesModification of BB1 Pump Vibration To Meet API-610Shreenidhi100% (1)
- LitRE01ENDocument4 pagesLitRE01ENlesonspkNo ratings yet
- Pressure Drop Calculations for Well DrillingDocument44 pagesPressure Drop Calculations for Well Drillingสิทธิไชย อรุณวํฒนชัยNo ratings yet
- Updated Lic (Ec8462)Document63 pagesUpdated Lic (Ec8462)MalanNo ratings yet
- DPC 8443b184bDocument2 pagesDPC 8443b184bBaytolgaNo ratings yet
- V4001 Plus Service ManualDocument22 pagesV4001 Plus Service ManualLuis Eduardo Prada PeñalozaNo ratings yet
- SA12A90 - F10 Data Sheet On-OffDocument1 pageSA12A90 - F10 Data Sheet On-Offanbarasan100% (1)
- Lab 6Document3 pagesLab 6MalikAlrahabiNo ratings yet
- Technical Data of The Fan: RZR 11-0900: To Motor: Siemens-IE3 1LE1003-1AB42-2AB4/IE3Document3 pagesTechnical Data of The Fan: RZR 11-0900: To Motor: Siemens-IE3 1LE1003-1AB42-2AB4/IE3mahmadwasiNo ratings yet
- Technical Data of The Fan: RZR 13-1120: To Motor: Siemens-IE3 1LE1003-1CC03-4AB4/IE3Document3 pagesTechnical Data of The Fan: RZR 13-1120: To Motor: Siemens-IE3 1LE1003-1CC03-4AB4/IE3mahmadwasiNo ratings yet
- 1NA1566-2AA30-0CC0-Z A65+K11+K97+L27: Data Sheet For Three-Phase Squirrel Cage Motor Simotics HV C Article Number OptionsDocument2 pages1NA1566-2AA30-0CC0-Z A65+K11+K97+L27: Data Sheet For Three-Phase Squirrel Cage Motor Simotics HV C Article Number OptionsDavid Nunez VeraNo ratings yet
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Three Primary Steps in Reliability EngineeringDocument51 pagesThree Primary Steps in Reliability EngineeringPablo Scott100% (1)
- Reliability Centered MaintenanceDocument103 pagesReliability Centered MaintenancePablo ScottNo ratings yet
- Vibration Program AuditsDocument1 pageVibration Program AuditsPablo ScottNo ratings yet
- 27 MW Steam Turbine Blade Failure Case HistoryDocument23 pages27 MW Steam Turbine Blade Failure Case HistoryPablo Scott100% (1)
- Vibration Analysis For Roll SP TopDocument2 pagesVibration Analysis For Roll SP TopPablo ScottNo ratings yet
- Torsional Vibration Analysis Beginners GuideDocument28 pagesTorsional Vibration Analysis Beginners GuideAlvaro Cotaquispe100% (1)
- Split Spacer Shaft Couplings Solve Machinery VibrationDocument2 pagesSplit Spacer Shaft Couplings Solve Machinery VibrationPablo ScottNo ratings yet
- Vibration Analysis Interpreting Plots Cat I II III PDFDocument1 pageVibration Analysis Interpreting Plots Cat I II III PDFPablo ScottNo ratings yet
- CNSK - Pocket Fits06-Fits and ClearancesDocument15 pagesCNSK - Pocket Fits06-Fits and Clearancesswamymk100% (1)
- False Brinelling SaveDocument1 pageFalse Brinelling SavePablo ScottNo ratings yet
- Steam Trap Management: Do Something Anything. Please!: Back To BasicsDocument9 pagesSteam Trap Management: Do Something Anything. Please!: Back To BasicsacidoanimalNo ratings yet
- 75 MW Turbine Bearing UpgradeDocument17 pages75 MW Turbine Bearing UpgradeKarthikeyanNo ratings yet
- Single Point Lesson - V-Belt Maintenance 101Document4 pagesSingle Point Lesson - V-Belt Maintenance 101Pablo ScottNo ratings yet
- Hydrogen Compressor Flange Bolts FailureDocument8 pagesHydrogen Compressor Flange Bolts FailurePablo ScottNo ratings yet
- Fallas de AcoplamientosDocument30 pagesFallas de AcoplamientosFernando Tapia GibsonNo ratings yet
- Resolving Intermittent Vibration Spikes on Steam TurbinesDocument18 pagesResolving Intermittent Vibration Spikes on Steam TurbinesChristopher Garcia100% (1)
- PRESENTATION ON HUMANOID ROBOTSDocument17 pagesPRESENTATION ON HUMANOID ROBOTSAGRIM GAURNo ratings yet
- Implementation of Critical Path Method and Project Evaluation and Review TechniqueDocument9 pagesImplementation of Critical Path Method and Project Evaluation and Review TechniqueGerald F. SalasNo ratings yet
- FCD-exploded Drawing and Parts Number (English) - 20230522Document10 pagesFCD-exploded Drawing and Parts Number (English) - 20230522Rene GuerreroNo ratings yet
- GA-990FXA-UD3: User's ManualDocument104 pagesGA-990FXA-UD3: User's ManualthqthqNo ratings yet
- Kathrein 800 10622Document5 pagesKathrein 800 10622Casandra CasiNo ratings yet
- CIPET, Aurangabad - Courses DetailsDocument6 pagesCIPET, Aurangabad - Courses DetailsVarun ChaudhariNo ratings yet
- Bacth ADocument1 pageBacth AAditya SurveNo ratings yet
- SNMP Informant How-To - OpenNMS - The OpenNMS ProjectDocument8 pagesSNMP Informant How-To - OpenNMS - The OpenNMS ProjectdlookungNo ratings yet
- G3 60827Document2 pagesG3 60827api-3805767No ratings yet
- LTA Foods GMP Inspection ChecklistDocument5 pagesLTA Foods GMP Inspection ChecklistJon MarkNo ratings yet
- Plano Hidraulico ImplementoDocument2 pagesPlano Hidraulico ImplementoJosé Ramírez OssandónNo ratings yet
- Nzs 4298 1998Document91 pagesNzs 4298 1998al_bundiNo ratings yet
- Turban Dss9e Ch07Document45 pagesTurban Dss9e Ch07meme_qanaNo ratings yet
- MAO To CMS Encounter Reporting GA Scenarios - 02172012Document145 pagesMAO To CMS Encounter Reporting GA Scenarios - 02172012Marinu24No ratings yet
- File C Program Files ANSYS Inc v160 Aisol DesignSpace DDocument36 pagesFile C Program Files ANSYS Inc v160 Aisol DesignSpace DLuis Miguel NavarreteNo ratings yet
- Gimik Was A Filipino Teen Drama Series Aired and Produced by ABSDocument10 pagesGimik Was A Filipino Teen Drama Series Aired and Produced by ABSElizaDeVillaNo ratings yet
- Data Mining:: Concepts and TechniquesDocument69 pagesData Mining:: Concepts and TechniquesaymanNo ratings yet
- Integrated Voice Evacuation System VM-3000 Series: Operating InstructionsDocument144 pagesIntegrated Voice Evacuation System VM-3000 Series: Operating InstructionsAbraham GamaNo ratings yet
- PowerPoint Template 18Document20 pagesPowerPoint Template 18Phuong TruongNo ratings yet
- Cub CadetDocument28 pagesCub CadetJaocb Higgs100% (1)
- User Guide: HSSC Advt. No. 7/2016Document26 pagesUser Guide: HSSC Advt. No. 7/2016MukeshvermaNo ratings yet
- OpenCV Shape Detection - PyImageSearchDocument17 pagesOpenCV Shape Detection - PyImageSearchAnonymous rTTJELcsut100% (3)
- Vukan R. VuchicDocument3 pagesVukan R. VuchicRajesh KhadkaNo ratings yet
- (First Mas) (Call Center) LP/PP: Panel Load ScheduleDocument1 page(First Mas) (Call Center) LP/PP: Panel Load ScheduleyasserNo ratings yet