You might also like
- Edinburgh Handedness Inventory AssessmentDocument1 pageEdinburgh Handedness Inventory Assessmentandy94264100% (1)
- COOLING WATER HOT TAP CALCULATIONSDocument20 pagesCOOLING WATER HOT TAP CALCULATIONSsurekha_ahireNo ratings yet
- Module 05 Piping Stress Analysis Pravin JedheDocument15 pagesModule 05 Piping Stress Analysis Pravin JedheAbdul Tayyeb100% (2)
- Stress Analysis 1Document20 pagesStress Analysis 1Rjeb mohamed0% (1)
- Syracuse Vision Plan After Removal of I-81Document57 pagesSyracuse Vision Plan After Removal of I-81jlammersNo ratings yet
- L T Piping Engineering 3 Day ProgremmeDocument352 pagesL T Piping Engineering 3 Day ProgremmenndhoreNo ratings yet
- Pipe Stress AnalysisDocument15 pagesPipe Stress AnalysispvmssonNo ratings yet
- Stress Analysis Traning-VarunDocument50 pagesStress Analysis Traning-Varunanurag7878100% (3)
- Pipeline Virtual Anchor Length Calculation (With PDF) - What Is PipingDocument19 pagesPipeline Virtual Anchor Length Calculation (With PDF) - What Is PipingMAHESH CHAND100% (1)
- Quy Trinh PipeStress Amp SupportDocument24 pagesQuy Trinh PipeStress Amp SupportVuong BuiNo ratings yet
- Piping Stress Analysis Using CAESAR II PDFDocument37 pagesPiping Stress Analysis Using CAESAR II PDFPer Bagus HandokoNo ratings yet
- Step by Step Methods For WRC 107 and WRC 297 Checking in Caesar IIDocument13 pagesStep by Step Methods For WRC 107 and WRC 297 Checking in Caesar IIMiguel DominguezNo ratings yet
- Taller3 Modeling Concepts in Buried Pipe AnalysisDocument29 pagesTaller3 Modeling Concepts in Buried Pipe AnalysisFSAAVEDRAF100% (1)
- Buried Pipeline AnalysisDocument9 pagesBuried Pipeline Analysisim4uim4uim4uim4u100% (1)
- Wall Theo PDFDocument23 pagesWall Theo PDFFranklin UkaohaNo ratings yet
- Axial Stress Calculation For Restrained Pipeline - Intergraph CADWorx - AnalysisDocument5 pagesAxial Stress Calculation For Restrained Pipeline - Intergraph CADWorx - AnalysisSharun SureshNo ratings yet
- Pipeline Design: PagesDocument32 pagesPipeline Design: Pagesdennykvg100% (1)
- Stress Analysis Specification: CONT. NO.: 1032/GC-GN/CON-EP09-00 DOC. NO.: 3607/34-78-ED-PI-SPDocument23 pagesStress Analysis Specification: CONT. NO.: 1032/GC-GN/CON-EP09-00 DOC. NO.: 3607/34-78-ED-PI-SPhamedpdms100% (1)
- Caesar GuidelineDocument152 pagesCaesar Guidelineraghib_afzal0% (1)
- Load Cases for Stress Analysis of Piping Systems in Caesar IIDocument3 pagesLoad Cases for Stress Analysis of Piping Systems in Caesar IIerikoh100% (1)
- STRESS ANALYSIS OF PIPING SYSTEMS - VER01 - Viswanathan SirDocument29 pagesSTRESS ANALYSIS OF PIPING SYSTEMS - VER01 - Viswanathan Sirroy_b2009100% (1)
- Piping Stress Analysis Pipeline System in Offshore PlatformDocument2 pagesPiping Stress Analysis Pipeline System in Offshore Platformgpskumar22100% (1)
- CAESAR II - Ver 7.0 Class NoteDocument50 pagesCAESAR II - Ver 7.0 Class NoteAnonymous 9fNuCpaO8100% (4)
- Pipeline Stress Analysis With Caesar IIDocument16 pagesPipeline Stress Analysis With Caesar IIwooNo ratings yet
- (PSE) - PSA TrainingDocument67 pages(PSE) - PSA TrainingDenstar Ricardo SilalahiNo ratings yet
- 6.1 Purpose of Pipe SupportDocument10 pages6.1 Purpose of Pipe SupportRaju NaiduNo ratings yet
- Version 5.10 CAESAR II Applications GuideDocument302 pagesVersion 5.10 CAESAR II Applications GuideBin XiangNo ratings yet
- Selection Criteria For Lines Subject To Comprehensive Stress AnalysisDocument10 pagesSelection Criteria For Lines Subject To Comprehensive Stress AnalysisNithin Zs100% (1)
- Trunnion Checking or Dummy Checking During Stress Analysis of A Piping SystemDocument2 pagesTrunnion Checking or Dummy Checking During Stress Analysis of A Piping SystemAmit SharmaNo ratings yet
- Advanced Piping Stress AnalysisDocument6 pagesAdvanced Piping Stress Analysisanurag7878100% (1)
- StressDocument184 pagesStressMeet VekariaNo ratings yet
- Piping Layout, Supports and Flexibility Design SpecificationDocument12 pagesPiping Layout, Supports and Flexibility Design SpecificationRiyan EsapermanaNo ratings yet
- Piping Design TrainingDocument2 pagesPiping Design TrainingGodwinNo ratings yet
- Secondary Pipe Support Devices: Secondary Pipe Support DevicesDocument34 pagesSecondary Pipe Support Devices: Secondary Pipe Support DeviceszebmechNo ratings yet
- Autopipe New User Tips 12Document57 pagesAutopipe New User Tips 12El riza annamlNo ratings yet
- Pipe Stress Analysis Using CAESAR II PDFDocument42 pagesPipe Stress Analysis Using CAESAR II PDFdeni prastiko100% (1)
- Piping Stress Ramaswami.pDocument83 pagesPiping Stress Ramaswami.pchandra shekhar mishra100% (1)
- 10.0000@Www - Onepetro.org@conference Paper@ISOPE I 14 112Document5 pages10.0000@Www - Onepetro.org@conference Paper@ISOPE I 14 112FelipeNo ratings yet
- Pipe Stress Training Course - SSUTADocument10 pagesPipe Stress Training Course - SSUTAalizadeh2222No ratings yet
- Fatigue Analysis W - CIIDocument10 pagesFatigue Analysis W - CIInaeandNo ratings yet
- Load Cases For Typical Piping System Using CAESAR IIDocument4 pagesLoad Cases For Typical Piping System Using CAESAR IIsj22No ratings yet
- Piping Stress AnalysisDocument159 pagesPiping Stress AnalysisSalah Eddine ZianiNo ratings yet
- Specification For Piping Stress Analysis - REFERENCIA CRITERIODocument18 pagesSpecification For Piping Stress Analysis - REFERENCIA CRITERIOYana ParravanoNo ratings yet
- CEASAR and PDMS SoftwareDocument10 pagesCEASAR and PDMS Softwarehayatmdazhar100% (1)
- Prakash Engineering Services Steam Pipeline Stress Analysis ProposalDocument1 pagePrakash Engineering Services Steam Pipeline Stress Analysis Proposalprakash07343No ratings yet
- Piping Info - Pipe Support Design GuidelinesDocument4 pagesPiping Info - Pipe Support Design GuidelinesSUSHANTBIJAMNo ratings yet
- Harmonic Analysis REV. 1Document7 pagesHarmonic Analysis REV. 1Amro SalahNo ratings yet
- Resolving Piping and Instrumentation Diagram CommentsDocument16 pagesResolving Piping and Instrumentation Diagram CommentsBurhan Ayub100% (1)
- Piping Stress Engineer DJ PAULDocument7 pagesPiping Stress Engineer DJ PAULJanakiraman MalligaNo ratings yet
- CAESARII Output WebinarDocument43 pagesCAESARII Output WebinarAnkithNo ratings yet
- Basics of Pipe Stress AnalysisDocument79 pagesBasics of Pipe Stress Analysisarjunprasannan7100% (1)
- Stress QuizDocument8 pagesStress QuizNagarjuna SeellaNo ratings yet
- Pipe Stress AnalysisDocument10 pagesPipe Stress AnalysisilayarasanNo ratings yet
- Piping Stress Analysis For PROCESSDocument6 pagesPiping Stress Analysis For PROCESSFredie UnabiaNo ratings yet
- Training ManualDocument55 pagesTraining ManuallaxmikantNo ratings yet
- Yield (Engineering) PDFDocument9 pagesYield (Engineering) PDFariyosageNo ratings yet
- PIPE STRESS ANALYSIS GUIDEDocument39 pagesPIPE STRESS ANALYSIS GUIDEsharmila patil100% (1)
- Welcome To International Journal of Engineering Research and Development (IJERD)Document7 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Pipelines Stress Analysis Report SlidesDocument81 pagesPipelines Stress Analysis Report Slidesshane maxwell100% (1)
- Stress AnalysisDocument60 pagesStress AnalysisTejas DesaiNo ratings yet
- Stress AnalysisDocument6 pagesStress Analysisapi-3836286100% (4)
- 01 - Stress Analysis - BasicsDocument35 pages01 - Stress Analysis - BasicsJacey Jane100% (1)
- Pressure Vessel Design and AnalysisDocument30 pagesPressure Vessel Design and AnalysisAlok SaxenaNo ratings yet
- GAIL (India) Limited: GAIL Training Institute, NoidaDocument1 pageGAIL (India) Limited: GAIL Training Institute, Noidaashish shrivastavNo ratings yet
- APPENDIX-B_STRESS SUMMARYDocument4 pagesAPPENDIX-B_STRESS SUMMARYashish shrivastavNo ratings yet
- APPENDIX-A_INPUT ECHODocument49 pagesAPPENDIX-A_INPUT ECHOashish shrivastavNo ratings yet
- APPENDIX-C_RESTRAINT SUMMARYDocument32 pagesAPPENDIX-C_RESTRAINT SUMMARYashish shrivastavNo ratings yet
- CV-Sakeel KhanDocument3 pagesCV-Sakeel Khanashish shrivastavNo ratings yet
- Caesar II-Manual Calc Sustained-Ashish ShrivastavaDocument1 pageCaesar II-Manual Calc Sustained-Ashish Shrivastavaashish shrivastavNo ratings yet
- Freelancer Pipe Stress - Past Project RecordDocument14 pagesFreelancer Pipe Stress - Past Project Recordashish shrivastavNo ratings yet
- Freelancer Pipe Stress - Past Project RecordDocument14 pagesFreelancer Pipe Stress - Past Project Recordashish shrivastavNo ratings yet
- Ashish Shrivastava-Training Consultant ProfileDocument6 pagesAshish Shrivastava-Training Consultant Profileashish shrivastavNo ratings yet
- Sectional Drawing Bill of MaterialsDocument1 pageSectional Drawing Bill of Materialsashish shrivastavNo ratings yet
- Pjv006069 - Cov IomDocument212 pagesPjv006069 - Cov Iomashish shrivastavNo ratings yet
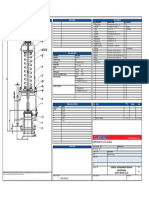
- PJV - Datasheet PRVDocument6 pagesPJV - Datasheet PRVashish shrivastavNo ratings yet
- PJV - Datasheet Changeover ValveDocument3 pagesPJV - Datasheet Changeover Valveashish shrivastavNo ratings yet
- Spread Mooring Systems ExplainedDocument11 pagesSpread Mooring Systems Explainedashish shrivastavNo ratings yet
- FSRUDocument1 pageFSRUashish shrivastavNo ratings yet
- HSE - Operational Safety of FPSO Initial Summary ReportDocument41 pagesHSE - Operational Safety of FPSO Initial Summary Report고병석100% (1)
- HSE - Operational Safety of FPSO Initial Summary ReportDocument41 pagesHSE - Operational Safety of FPSO Initial Summary Report고병석100% (1)
- Engineering consultant profileDocument11 pagesEngineering consultant profileashish shrivastavNo ratings yet
- Dummy Leg & Trunnion Calculation Sheet: Pipe Dia. MM Pipe Nom. THK (Tnom) MMDocument4 pagesDummy Leg & Trunnion Calculation Sheet: Pipe Dia. MM Pipe Nom. THK (Tnom) MMashish shrivastav50% (2)
- Input For Stress For Trunion CalculationDocument9 pagesInput For Stress For Trunion Calculationashish shrivastavNo ratings yet
- Pipe Stress Analysis Input EchoDocument39 pagesPipe Stress Analysis Input Echoashish shrivastavNo ratings yet
- Hse 25012022Document2 pagesHse 25012022ashish shrivastavNo ratings yet
- Dummy Leg & Trunnion Calculation Sheet: Pipe Dia. MM Pipe Nom. THK (Tnom) MMDocument2 pagesDummy Leg & Trunnion Calculation Sheet: Pipe Dia. MM Pipe Nom. THK (Tnom) MMashish shrivastavNo ratings yet
- FPSO ProductionDocument34 pagesFPSO ProductionAniekan100% (1)
- Spread Mooring Systems ExplainedDocument11 pagesSpread Mooring Systems Explainedashish shrivastavNo ratings yet
- HSE - Operational Safety of FPSO Initial Summary ReportDocument41 pagesHSE - Operational Safety of FPSO Initial Summary Report고병석100% (1)
- FPSO ProductionDocument34 pagesFPSO ProductionAniekan100% (1)
- CollisionDocument35 pagesCollisionashish shrivastavNo ratings yet
- How To Prepare For The CFA Exam - QuoraDocument10 pagesHow To Prepare For The CFA Exam - QuoraaduragbeNo ratings yet
- Value Based MalaysiaDocument14 pagesValue Based MalaysiaabduNo ratings yet
- Quiz 2 MicroDocument14 pagesQuiz 2 MicroRoy CabarlesNo ratings yet
- M5 - Freedom of The Human PersonDocument8 pagesM5 - Freedom of The Human PersonMarisol OtidaNo ratings yet
- SSC 211 ED Activity 4.1Document4 pagesSSC 211 ED Activity 4.1bernard bulloNo ratings yet
- Concrete WorkDocument3 pagesConcrete WorkAbdul Ghaffar100% (1)
- Unit 5.2Document4 pagesUnit 5.2Hanh TranNo ratings yet
- ASTM B265 - 13aDocument10 pagesASTM B265 - 13areza acbariNo ratings yet
- Autodesk Robot Structural Analysis Professional 2018 Pinned column base designDocument6 pagesAutodesk Robot Structural Analysis Professional 2018 Pinned column base designismet mehmetiNo ratings yet
- NGS QC MetricsDocument7 pagesNGS QC MetricsAgustin BernacchiaNo ratings yet
- INBO2020 Solutions 20200220Document11 pagesINBO2020 Solutions 20200220Abhik Kumar MajiNo ratings yet
- Brian Leggett (Ed) 2006 Rhetorical-Approach-To-PersuasionDocument9 pagesBrian Leggett (Ed) 2006 Rhetorical-Approach-To-PersuasionM MoralesNo ratings yet
- Stormwater Survey Gauges Rizal Tech University DesignDocument1 pageStormwater Survey Gauges Rizal Tech University DesignAlejandroGonzagaNo ratings yet
- BV Endura R2.3Document10 pagesBV Endura R2.3OMAR GONZALEZNo ratings yet
- Test Specification: iUBT435 - Anatomy and PhysiologyDocument3 pagesTest Specification: iUBT435 - Anatomy and PhysiologyVicki TseNo ratings yet
- Auveco HNI 490Document1 pageAuveco HNI 490BillNo ratings yet
- Emotional Mastery For Children Training NotesDocument27 pagesEmotional Mastery For Children Training NotesZayed HossainNo ratings yet
- SA5000QSG2FDocument2 pagesSA5000QSG2FYuliia TsyhanskaNo ratings yet
- IB PHYSICS 2.4 Presentation All UnitDocument34 pagesIB PHYSICS 2.4 Presentation All UnitJustCallMeLarryNo ratings yet
- Rate Constant 2Document4 pagesRate Constant 2ShabanaNo ratings yet
- Inovasi Kurikulum Berdasarkan Komponen Kurikulum Strategi Dan Evaluasi Oleh: Sri MaryatiDocument16 pagesInovasi Kurikulum Berdasarkan Komponen Kurikulum Strategi Dan Evaluasi Oleh: Sri MaryatiFitroh NailulNo ratings yet
- ANZ Aboriginal history, culture, and demographicsDocument13 pagesANZ Aboriginal history, culture, and demographicsЛада ПоселянинаNo ratings yet
- LetterDocument5 pagesLetterSameer NaveenaNo ratings yet
- Manual de Usuario Marco A VXMT - V1.1 - IngDocument4 pagesManual de Usuario Marco A VXMT - V1.1 - IngDiego Fernando HenaoNo ratings yet
- Special MantrasDocument5 pagesSpecial Mantrasvenkataramanneralla100% (2)
- PGDM-IIPR Final Research Based ReportDocument9 pagesPGDM-IIPR Final Research Based Reportnavneet dubeyNo ratings yet
- BSBADM502 Assessment Task 1 Global V1.1 Jan 21Document5 pagesBSBADM502 Assessment Task 1 Global V1.1 Jan 21Gorkhali GamingNo ratings yet
- University of DelhiDocument4 pagesUniversity of DelhiNamasteNo ratings yet