Professional Documents
Culture Documents
Timber Lecture Notes: Construction Management Makerere University
Uploaded by
Mugara Waitega PeterOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Timber Lecture Notes: Construction Management Makerere University
Uploaded by
Mugara Waitega PeterCopyright:
Available Formats
Timber lecture Notes
Construction management
Makerere University
49 pag.
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
MAKERERE UNIVERSITY
P.O Box 7062 Kampala
COLLEGE OF ENGINEERING, DESIGN, ART AND TECHNOLOGY
SCHOOL OF BUILT ENVIRONMENT
DEPARTMENT OF CONSTRUCTION ECONOMICS AND MANAGEMENT
CONSTRUCTION MATERIALS (CMG 2108)
GROUP FOUR
TIMBER PART II
S/N Name Registration No. Course Signature
1 ARIHOONA BENERT 17/U/21110 CM
2 KYAMUWENDO RUTH 17/U/5564/PSA CM
3 WASSWA VICENT MUTABAZI 17/U/1230 CM
4 ACHAL DANIEL 17/U/2021/PSA QS
5 GGITA JOSEPH 17/U/4071/PSA QS
6 KIRONDE ELVIS NKATA 17/U/5234/PSA QS
7 MUKONYEZI SHEILA 17/U/1825 QS
8 SEMUKUTU EMMANUEL KIRETA 17/U/9977/PS QS
9 KASULE DAVID 17/U/358 QS
10 AINEMBABAZI CHRISTINE 17/U/2294/PS LE
11 CHEPTOEK KERINE 17/U/3886/PS LE
12 KANYESIGYE RACHEAL 17/U/4638/PS LE
13 TUSIIME EMILANIA 17/U/10633/PSA LE
14 NASASIRA ELIZABETH 17/U/8817/PSA LE
15 AREMWAKI GILBERT ERAIJAH 16/U/108 LE
Lecturer’s name: Mr. Semanda Julius
Year Two Semester One
ACADEMIC YEAR 2018-2019
Date: September - 03 - 2018
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
Table of Contents
1.0 CONVERSION OF WOOD ............................................................................................................. 1
1.1 Felling ............................................................................................................................................ 1
1.2 Sawing of Timber .......................................................................................................................... 2
1.2.1 Considerations while sawing up a log ................................................................................... 2
1.2.2 Factors that determine the type of cut................................................................................. 2
1.3 Ways of Timber Conversion .......................................................................................................... 3
1.3.1 Radial sawing (rift cut) .......................................................................................................... 3
1.3.2 Tangential sawing (slash cut) ................................................................................................ 4
1.3.3 Comparison between slash cut and rift cut .......................................................................... 4
1.4 Methods of Conversion................................................................................................................. 5
1.4.1 PLAIN SAWN .......................................................................................................................... 6
1.4.1.1 Advantages of plain sawn ..................................................................................................... 7
1.4.1.2 Disadvantages of plain sawn ................................................................................................. 7
1.4.2 QUARTER SAWN METHOD .................................................................................................... 8
1.4.2.1 Advantages of Quarter Sawn ................................................................................................ 9
1.4.2.2 Disadvantage of Quarter Sawn ............................................................................................. 9
1.4.3 RIFT SAWN .......................................................................................................................... 10
1.4.3.1 Advantages of Rift Sawn ..................................................................................................... 11
1.4.3.2 Disadvantage of Rift Sawn .................................................................................................. 11
2.0 SEASONING OF TIMBER ............................................................................................................ 12
2.1 Reasons why seasoning is done .................................................................................................. 12
2.2 METHODS OF SEASONING .......................................................................................................... 12
2.2.1 NATURAL SEASONING ......................................................................................................... 12
2.2.1.1 Air seasoning. ...................................................................................................................... 12
2.2.1.2 Water seasoning. ................................................................................................................ 14
2.2.1.3 Advantages of Natural seasoning. ...................................................................................... 14
2.2.1.4 Disadvantages of natural seasoning. .................................................................................. 14
2.2.2 ARTIFICIAL SEASONING ....................................................................................................... 14
2.2.2.1 Methods of artificial seasoning .......................................................................................... 14
2.2.2.1.1 BOILING ........................................................................................................................... 15
i|Page
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
2.2.2.1.2 KILN SEASONING ............................................................................................................. 15
2.2.2.1.3 CHEMICAL SEASONING ................................................................................................... 17
2.2.2.1.4 ELECTRICAL SEASONING ................................................................................................. 17
2.2.2.2 Advantages of artificial seasoning. ..................................................................................... 18
2.2.2.3 Disadvantages of artificial seasoning. ................................................................................. 18
3.0 SPECIAL TIMBER PRODUCTS ..................................................................................................... 19
3.1 Different forms of industrial timber: .......................................................................................... 19
3.1.1 Veneers ............................................................................................................................... 19
3.1.2 Plywood............................................................................................................................... 20
3.1.3 Laminated Boards. .............................................................................................................. 20
3.1.4 Fibre Boards ........................................................................................................................ 21
3.1.5 Impreg Timbers ................................................................................................................... 21
3.1.6 Compreg Timbers ................................................................................................................ 22
3.1.7 Hard Boards......................................................................................................................... 22
3.1.8 Chip Board ........................................................................................................................... 23
3.1.9 Block Board ......................................................................................................................... 23
4.0 TIMBER PRESERVATION ............................................................................................................ 24
4.1 Types of methods used in preserving timber ............................................................................. 24
4.1.1 Definition of a preservative; ............................................................................................... 24
4.1.2 Requirements of a wood preservative................................................................................ 24
4.2 Chemicals used for Preserving Wood ......................................................................................... 25
4.2.1 Oil-soluble salts ................................................................................................................... 25
4.2.2 Water-soluble salts ............................................................................................................. 25
4.2.3 Volatile base salts................................................................................................................ 25
4.3 Methods of Preservation of Timber ............................................................................................ 25
4.3.1 Brushing Application ........................................................................................................... 26
4.3.2 Spraying Method ................................................................................................................. 26
4.3.3 Dipping Application ............................................................................................................. 26
4.3.4 Open Tank Application ........................................................................................................ 26
4.3.5 Pressure Application ........................................................................................................... 26
5.0 GRADING OF TIMBER ................................................................................................................ 27
5.1 STRUCTURAL GRADING. .............................................................................................................. 27
ii | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
5.1.1 Machine stress grading. .......................................................................................................... 27
5.1.1.1 Advantages of using the machine stress grading method .................................................. 28
5.1.1.2 Disadvantage of using the machine stress grading method ............................................... 28
5.1.2 Machine proof grading,........................................................................................................... 29
5.1.2.1 Advantages of using the machine proof grading method. ................................................. 29
5.1.2.2 Disadvantages of using the machine proof grading method. ............................................. 29
5.1.3 Visual stress grading................................................................................................................ 30
5.1.3.1 Advantages of using the visual stress grading method....................................................... 31
5.1.3.2 Disadvantages of using the visual stress grading method. ................................................. 31
5.1.4 Quality Control. ....................................................................................................................... 31
5.2 APPEARANCE GRADING. ............................................................................................................. 32
5.2.1 Types ....................................................................................................................................... 32
5.2.1.1 Select grade......................................................................................................................... 32
5.2.1.2 Standard grade. ................................................................................................................... 32
5.2.1.3 Character grade................................................................................................................... 32
5.2.1.4 Factors that may affect appearance of the timber include; ............................................... 33
6.0 STORING OF TIMBER ................................................................................................................. 34
6.1 Storing of timber on the site ....................................................................................................... 34
7.0 APPLICATIONS OF TIMBER ........................................................................................................ 36
7.1 Structural .................................................................................................................................... 36
7.1.1 Architectural roof trusses ................................................................................................... 36
7.1.2 Framing ............................................................................................................................... 36
7.1.3 Packaging ............................................................................................................................ 36
7.1.4 Portal frames....................................................................................................................... 37
7.1.5 Shear walls .......................................................................................................................... 37
7.1.6 Structural Insulated Panel Systems (SIPS)........................................................................... 37
7.1.7 Structural timber poles ....................................................................................................... 38
7.2 Interior and exterior.................................................................................................................... 39
7.2.1 Doors ................................................................................................................................... 39
7.2.2 Flooring ............................................................................................................................... 39
7.2.3 Joinery ................................................................................................................................. 40
7.2.4 Rails and Balustrades .......................................................................................................... 40
iii | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
7.2.5 Cladding .............................................................................................................................. 40
7.2.6 Decking ................................................................................................................................ 41
7.2.7 Fencing ................................................................................................................................ 41
7.2.8 Retaining wall ...................................................................................................................... 42
7.2.9 Stairs.................................................................................................................................... 42
8.0 CONCLUSION ............................................................................................................................. 43
9.0 REFERENCES .............................................................................................................................. 44
iv | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
1.0 CONVERSION OF WOOD
This is a phrase usually used in reference to turning a log into a pile of boards or planks.
This process starts from the actual felling of trees to the conversion then lumber and lastly the
transportation of the parts. This can be done either when logs are sawn, hewn, or split.
Sawing with a rip saw is the most common method, because sawing allows logs of lower quality,
with irregular grain and knots, to be used and is more economical.
1.1 Felling
Felling is the process of downing individual trees
Before felling of trees there are two main factors to be considered;
• Maturity.
Trees become mature when there is a good balance between their heartwood and sapwood and
these are the best trees for felling
Felling young trees will give mostly sapwood which would have grown to give greater volume of
timber hence being uneconomical.
Felling too old trees will give poor quality timber as their heartwood starts decaying with age
• Time for felling trees
Trees should be fell in a time where there is no growth of the tissues in living trees, during this
time shrinkage defects are minimal after felling which is the dry season
1|Page
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
1.2 Sawing of Timber
After felling, trees are cut into convenient lengths that can be used in construction and can easily
be transported from place to place
They are first air seasoned for some period and then cut into transportable sizes
1.2.1 Considerations while sawing up a log
1. Taper; this is the difference in size between two ends of the log. This affects how a log
needs to be cut up.
2. Size of planks or boards needed. The size of the board required will affect the method of
cut to employed.
3. Any heart rot or shakes(cracks) in the wood would also affect the method of cut and
whether the log is to be converted or not.
4. How round the log is. Irregular shapes of timber will be more complicated to convert as
this will affect the method or machinery to be used.
1.2.2 Factors that determine the type of cut
1. Type of sawing machine; some methods are so bulky that heavy machinery needs to be
employed.
2. The condition of the log; defected timber will call for more special cuts. For example the
box hearted.
3. Economy; the method of cut to be used will depend on its cost
4. The size of the log; some methods of conversion are wasteful that smaller logs will need a
different approach.
5. The wood species; some species give different aesthetics with different types of cuts. For
example, the oak species has ray flecks which may appear appealing
6. The end use of the resulting timber; structural timber will need to be more stable. So, the
rift cut will be more fancied for timber that is to be used for such purposes.
2|Page
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
1.3 Ways of Timber Conversion
There are two ways of timber conversion;
1. Radial sawing or rift cut
2. Tangential sawing or slash cut
1.3.1 Radial sawing (rift cut)
This is where timber is sawed such that the annual rings meet the wider face of the timber at an
angle greater than 450
3|Page
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
1.3.2 Tangential sawing (slash cut)
This is where timber is cut such that the annual rings meet the wider face of the timber at an angle
less than 450
1.3.3 Comparison between slash cut and rift cut
• The slash cut is highly prone to shrinkage and also to defects associated with
shrinkage while the rift cut is not prone to shrinkage, that is to say shrinkage defects
are less.
• The slash cut is less stiff as compared to the rift cut
• The slash cut has poor resistance to wear and wears unevenly producing splintery
surface which makes the board unsuitable for use in stairs and flooring while the
rift cut has more resistance to wear and wears uniformly making it suitable for
flooring and stairs
• The slash cut gives an appealing appearance on the surface because the annual rings
make a pattern while the rift cut gives a simple and uniform appearance
• Tangential boards are best for interior decoration because of their appealing
appearance while the radial boards are suitable for special purposes where greater
stiffness and resistance to wear are the required qualities
4|Page
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
1.4 Methods of Conversion
There are three main methods of timber conversion namely
1. Plainsawn/ slash/ through and through method
2. Quarter sawn method
3. Riftsawn method
5|Page
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
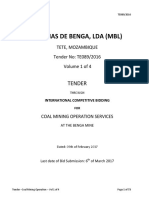
1.4.1 PLAIN SAWN
Plain sawn is the most common way a log is sawn, perhaps because it is the most inexpensive way
to convert logs into timber. It also produces the most recognizable type of wood figure: the
distinctive ‘cathedral arches’, so perhaps this also explains its prevalence.
Plain sawn oak, showing 'cathedral arches'
Looking at the end of a board of flat-sawn timber, you will see that the annual growth rings are
around 30 degrees or less to the face of the board; this is often referred to as tangential grain, as
the cuts are made on a tangent to the circumference of a log.
While it may be the most efficient means of conversion and produce the most familiar grain
pattern, flat-sawn produces the least stable timber. This is because timber is hygroscopic: it
expands and contracts with changes in seasonal humidity. But it is also anisotropic: it has different
properties depending on the direction or orientation of the grain—it’s not the same in all
directions—and one of the areas where this property is most clearly seen is in dimensional stability.
As a rule of thumb, movement across the tangential plane is twice that of the radial plane. So,
when this plane is the largest surface, as with flat sawn timber, the board will more susceptible to
seasonal movement.
That was a bit technical, but suffice to say that flat-sawn solid timber is not to be used on wide,
unsupported surfaces. Working with veneer avoids this problem, but that's a topic for another day.
Visually, flat-sawn timber is appropriate for when a stereotypical ‘wood’ look is desired. It also
6|Page
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
works well when a timber surface will flow around a corner, for example on a mitered cabinet.
The distinct figure provides emphasis as it wraps around a corner.
1.4.1.1 Advantages of plain sawn
➢ It is a simple method of conversion since it does not have a complicated technique of
sawing, that is to saw the log is cut lengthwise an all faces are parallel
➢ There is little or no waste in this method since all most all the timber is used
➢ This method is relatively cheap since the technique used is simple hence no skills needed
➢ It is a quick method to use
1.4.1.2 Disadvantages of plain sawn
➢ The boards are likely to undergo distortion by cupping due to the tangential rings. Cupping
is the warping of the plank away from the heart of the tree
➢ This method produces relatively weak timber due to the tangential rings
➢ The boards are prone to fungal attack
7|Page
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
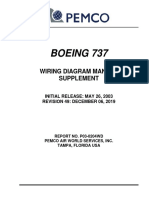
1.4.2 QUARTER SAWN METHOD
As we can see from the diagram, quarter sawn material is cut from quarters of the log. This reveals
a different face for the boards, giving straight grain, and the end of a board shows growth rings at
60-90 degrees to the face of the board.
When quarter sawn, species such as oak will display spectacular figure know as ‘ray fleck’. This
is the intersection of the tree’s medullary rays (which transmit sap within a tree) with the face of
the board, and will be more prominent the closer the growth rings are to 90 degrees to the face of
the board. That got a bit technical again, so let's focus on the fun bit: how quarter sawn surfaces
look.
Quarter sawn oak, beautiful rays dancing across the surface.
8|Page
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
As well as oak, ray fleck is also seen in species such as sycamore, beech and London plane. Quarter
sawn London plane is known as Lacewood due to its striking figure. I think it is just as beautiful
as any exotic imported timber, and it grows right here in London. I source it from the streets and
parks of our city, and a proud to promote its use as a high-value resource.
Quarter sawn material is more stable than flat-sawn, but is less efficient and therefore more
expensive. It will give straight grain, which is desirable in many modern aesthetics, as well as
producing spectacular ray fleck in particular species.
Quarter sawn material that shows ray fleck is a great way of introducing visual texture into a piece.
It can also provide emphasis, and in the case of pronounced examples, a real focal point of a space.
1.4.2.1 Advantages of Quarter Sawn
• Smoother surface due to less distinct grain
• Decreased expansion and contraction on the plank’s width
• Twisting, cupping, and warping resistance
• Ages evenly over time
• Chances of surface checking are significantly reduced
• More resistant to moisture penetration
• Enhanced paint retention
1.4.2.2 Disadvantage of Quarter Sawn
• The cutting operation is much more complicated and involves more waste.
• The boards are rather narrow.
• It is an expensive method
9|Page
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
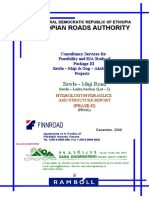
1.4.3 RIFT SAWN
When clean, straight grain is desired with little or no ray fleck, rift sawn material is best. Quarter
and rift sawn material are similar, but rift sawn is cut slightly off the true radial line, with the
growth rings seen at 30-60 degrees to the face of the board. This reduces the angle at which the
rays intersect the face of the board, giving a cleaner face.
Rift sawn timber is the least efficient and most expensive means of converting a log (as every
board is cut on a radial line as the diagram shows) but it is the most stable.
Rift sawn timber is selected for its clean, sleek appearance, and I find it to be the perfect partner
to more characterful timbers. It works particularly well with sleek, modern designs, and can
provide unity and balance to a space that employs linear motifs.
Taken to its extreme you find man-made veneers such as Alpi products, which mimic straight grain
species by stacking offcuts together and slicing through to produce clean, straight ‘grain’. I know
a designer who, when faced with a particularly exacting client who wanted dead straight oak,
10 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
offered a man-made product, describing it as Swiss oak. Very rare Swiss oak. Client and designer
left happy.
1.4.3.1 Advantages of Rift Sawn
• Ideal for custom furniture makers to use for table, chair and other straight pieces
• The most dimensionally stable cut of lumber available
• Unique, linear appearance on both sides of the lumber planks
• Rift sawn lumber is dimensionally superior to both plain sawn and quarter sawn lumber.
1.4.3.2 Disadvantage of Rift Sawn
• They produce the most waste.
• Rift sawn lumber will cost more per board foot than either quarter sawn or plain sawn
lumber.
11 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
2.0 SEASONING OF TIMBER
Seasoning of timber is the process by which moisture content in the timber is reduced to required
level. By reducing moisture content, the strength, elasticity and durability properties are
developed. A well-seasoned timber has less than 15% of moisture content in it.
2.1 Reasons why seasoning is done
1. Reduces weight and this saves transportation costs.
2. Makes it fit to receive painting
3. Makes it workable
4. Maintains its shape and size
5. Increases stability
6. Makes it burn easily when used as fuel
7. Reduces the tendency of cracking and warping
8. Imparts hardness, stiffness, strength and resistance to electric shocks.
9. To increase durability by protecting it from fungi, insects, and other causes related to
moisture content.
2.2 METHODS OF SEASONING
1. Natural seasoning
2. Artificial Seasoning.
2.2.1 NATURAL SEASONING
Natural seasoning is the process in which timber is seasoned by subjecting it to the natural elements
such as air or water. Natural seasoning may be water seasoning or air seasoning.
2.2.1.1 Air seasoning.
In the process of air seasoning timber logs are arranged in layers in a shed. The arrangement is
done by maintaining some gap with the ground. So, platform is built on ground at 300mm height
from ground. The logs are arranged in such a way that air is circulated freely between logs. By the
movement of air, the moisture content in timber slowly reduces and seasoning occurs. Even though
it is a slow process it will produce well-seasoned timber.
12 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
The method requires careful preparation of;
• Stack ground. It should be level, free from debris and on dry land.
• Stack pillars. These are constructed at regular intervals out of bricks or masonary or
concrete and may be of 50cm high from the ground level. Their top surfaces should be flat
and level with each other.
• Stack proper. The are made of sawn timber shapes (sleepers, planks, scantlings or poles).
One stack should have timber of one shape and same length and width.
The timber shape to be seasoned is stacked in layers in such a manner that enough space is left
between;
• One layer and another layer;
• One part and another part in the same layer;
• One stack and another stack.
The stack length and height depend upon the length of the wood being seasoned. A single stack
may be 3 to 4 meters in height.
13 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
2.2.1.2 Water seasoning.
Logs are placed in a river with thicker ends pointing upstream. A number of logs are tied together
and anchored to a standing tree or to a rock to see that it is not carried away by the water. The sap
contained in the timber is washed way out over a period of 2-4 weeks and replaced with ordinary
water. The timber is then stacked in a dry place and it takes comparatively less time for the logs to
dry. The logs can also be placed in stagnant water if running water is not available. In this case,
the water should be replaced every week.
Compared to air seasoning, this method takes a little time.
2.2.1.3 Advantages of Natural seasoning.
1. It requires low investment.
2. It does not require skilled labour
3. It's ideally suited to low and non-uniform market demand.
2.2.1.4 Disadvantages of natural seasoning.
1. It needs larger space for seasoning
2. The process is so slow; takes a period of two to four years.
3. As the control depend on natural air, there is no control on it.
4. Ends may dry first and split. Interiors may remain moist while exteriors dry very fast.
5. Moisture content can no be brought below a certain limit (16-17) percent.
2.2.2 ARTIFICIAL SEASONING
It has been developed of now days and its faster that natural seasoning. it takes 4-5 days to produce
a well-seasoned timber.
2.2.2.1 Methods of artificial seasoning
1. Boiling
2. Kiln
3. Chemical
4. Electrical
14 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
2.2.2.1.1 BOILING
Seasoning of timber is achieved by immersing it in water for three to four hours. After boiling. The
timber is allowed to dry but however for large quantities of timber it is difficult to boil, so hot
steam may be passed over the timber to give good results. the timber is dried slowly .. This method
is effective but very costly.
2.2.2.1.2 KILN SEASONING
In this method, timber is subjected to hot air in an air tight chamber. Hot air circulates around the
timber to reduce the moisture content.
In such a kiln, carriages of timber move from one to the other end slowing.
Hot air is pumped from the discharging end so that temperature is higher at that end compared to
the charging end.
So as timber comes out the discharging end, sufficient moisture is removed.
In this method, seasoning is required on a large scale since investment costs are high.
15 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
16 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
2.2.2.1.3 CHEMICAL SEASONING
Here timber is soaked in a solution of sodium chloride or sodium Nitrate. The surface salt draws
out inner moisture. This preliminarily treatment ensures uniform seasoning across the section. The
timber piece is then taken out and allowed to dry.
2.2.2.1.4 ELECTRICAL SEASONING
In this method, high frequency alternating current is passed though the timber.
Heat is introduced internally and the timber starts drying. As the moisture content reduces,
resistance to electricity increases.
The measure of resistance may be used to stop seasoning at an appropriate level This method is so
fast and uniform. It’s also mostly used in plywood companies
It's a costly technique.
17 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
2.2.2.2 Advantages of artificial seasoning.
1. Drying is uniform hence defects like shrinkage, cracks and warping are minimized.
2. The drying process is fast hence economical.
3. Moisture content can be reduced to the desired level.
4. Chances of fungi and insect attack are low.
5. Woods become more suitable for painting.
2.2.2.3 Disadvantages of artificial seasoning.
1. it needs high investment
2. Skilled supervision is required.
3. If the demand is low and intermittent, it is uneconomical.
18 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
3.0 SPECIAL TIMBER PRODUCTS
These are timber products manufactured scientifically in factories. Because of their scientific
nature, they are stronger and durable than ordinary timber materials. They also contain desired
shapes and sizes.
3.1 Different forms of industrial timber:
• Veneers
• Plywood
• Laminated Boards
• Fibre boards
• Impreg timbers
• Compreg timbers
• Hard boards
• Chip board
• Block board
3.1.1 Veneers
Veneers are nothing but thin layers of wood which are obtained by cutting the wood with sharp
knife in rotary cutter. In rotary cutter, the wood log is rotated against the sharp knife or saw and
cuts it into thin sheets. These thin sheets are dried in kilns and finally veneers are obtained. Veneers
are used to manufacture different wood products like plywood, block boards etc.
19 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
3.1.2 Plywood
Consists of an odd number of thin layers of thin timber called veneers, with their fibers alternating
across and along the panel/sheet. The layers are glued and pressed with some pressure either in hot
or cold condition. In hot conditions 150 to 200oC temperature is marinated and hydraulic press is
used to press the layers. In cold conditions, room temperature is maintained and 0.7 to
1.4N/mm2 pressure is applied.
Plywood has so many uses. It is used for doors, partition walls, ceilings, panelling walls, formwork
for concrete etc.
Due to its decorative appearance, it is used for buildings like theatres, auditoriums, temples,
churches, restaurants etc. in architectural purpose.
3.1.3 Laminated Boards.
It is a multi-layered solid board that is finished with Kraft papers or coated papers.
These consist of strips of wood which are laminated together and sandwiched between two
veneers. The width of the core strips varies with each type of board. Lamina board has core strips
which are up to 8mm in width.
20 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
3.1.4 Fibre Boards
Fibre boards are made of wood fibers, vegetable fibers etc. They are rigid boards and referred to
as reconstructed wood.
The collected fibers are boiled in hot water and then transferred into closed vessel. Steam with low
pressure is pumped into the vessel and pressure increased suddenly.
Due to sudden increment of pressure, the wood fibers explode and natural adhesive gets separated
from the fibers. Then they are cleaned and spread on wire screen in the form of loose sheets. This
matter is pressed in between steel plates and finally fibre boards are obtained.
fibre boards are used for several purposes in construction industry such as for wall panelling,
ceilings, partitions, flush doors, flooring material etc. They are also used as sound insulating
material.
3.1.5 Impreg Timbers
Impreg timber is a timber covered fully or partly with resin. Thin layers of wood or veneers are
taken and dipped in resin solution. Generally used resin is phenol formaldehyde.
The resin solution fills up the voids in the wood and consolidated mass occurs. Then it is heated
at 150 to 160oC and finally Impreg timber develops. This is available in market with different
names such as sungloss, sunmica, Formica etc. Impreg timber has good resistance against
moisture, weathering, acids and electricity. It is strong, durable and provides beautiful appearance.
It is used form making wood moulds, furniture, decorative products etc.
21 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
3.1.6 Compreg Timbers
It is similar to Impreg timber but in this case, the timber is cured under pressure conditions. So, it
is more strengthened than Impreg timber. Its specific gravity lies from 1.30 to 1.35.
3.1.7 Hard Boards
Hard board is made from wood pulp. Wood pulp is compressed with some pressure and made into
solid boards. The top surface of board is smooth and hard while the bottom surface is rough. Hard
boards are generally classified as three types as follows:
Types Density (kg/m3) Available thickness (mm)
Medium 480 – 800 6, 8, 10, 12
Normal 800-1200 3, 4, 5, 6, 9, 12
Tempered >1200 3, 4, 5, 6, 9, 12
22 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
3.1.8 Chip Board
Chip boards are another type of industrial timber which are made of wood particles or rice husk
ash or bagasse. These are dissolved in resins for some time and heated. After then it is pressed
with some pressure and boards are made. These are also called particle boards.
3.1.9 Block Board
Block board is a board containing core made of wood strips. The wood strips are generally obtained
from the leftovers from solid timber conversion etc. These strips are glued and made into solid
form.
Veneers are used as faces to cover this solid core. The width of core should not exceed 25mm. If
the width of core is less than 7mm then it is called lamina board.
Block boards are generally used for partitions, panelling, marine and river crafts, railway carriages
etc.
23 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
4.0 TIMBER PRESERVATION
There are various methods used to preserve timber from decay hence ensuring longer trouble-free
life of timber.
4.1 Types of methods used in preserving timber
• Application: This involves application of some chemical substances on the surface of
timber.
• Injection: This type of method involves injecting of a preservative into the body of timber.
• Construction of protective covering around timber used in construction.
4.1.1 Definition of a preservative;
A preservative refers to a chemical substance or a compound that when used on or injected in
timber makes it poisonous to insects or fungi without affecting structural properties of timber.
4.1.2 Requirements of a wood preservative
• It should effectively resist insects, fungi and other actions of weather.
• It should possess good penetration and spread ability.
• It should be durable.
• It should be able to give a good appearance.
• It should not affect the strength of timber.
• It should be free from unpleasant smell.
• It should be non-flammable.
• It should be cheap and readily available.
• It should cover a large area with a small quantity.
24 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
4.2 Chemicals used for Preserving Wood
All wood preserving chemicals are classified into three groups namely;
4.2.1 Oil-soluble salts
These salts are only soluble in oil for example coal tar creosote oil which is obtained by destructive
distillation of coal. By applying hot coal tar with a brush, timber can be protected from attack by
fungi and insects since it has a high degree of permanence, it penetrates easily and quickly into the
wood tissue and highly destructive for fungi. However, oil soluble salts have got unpleasant
appearance, does not allow paint over it and has a bad smell.
4.2.2 Water-soluble salts
These types of chemical make an easy solution with water and can be dissolved in water easily
however they can be easily washed away if timber is in a moist condition.
Examples of water soluble salts include;
• Zinc chloride
• Copper sulphate
• Sodium fluosilicates
• Sodium dinitrophenoxide
• Compounds of arsenic
4.2.3 Volatile base salts
Volatile base salts make solutions with substances such as petroleum for example creosote
petroleum blends.
4.3 Methods of Preservation of Timber
Preservatives are used by different methods depending on the extend of preservation required.
• Brushing application
• Dipping
• Open tank immersion
• Spraying
• Pressure application
25 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
4.3.1 Brushing Application
It’s the simplest method of applying preservatives. Timber is given one or two coats of
preservatives with the help of a brush. This method is used for well-seasoned timber where the oil
preservatives for example coal tar are applied with good quality brushes at the ends of beams that
are embedded in the walls or base of poles and posts that go the ground with oil. However, it’s not
very effective.
4.3.2 Spraying Method
Spraying is an effective technique than brushing .in this case, preservative solution is sprayed onto
the surface using spray gun. its time saving.
4.3.3 Dipping Application
Dipping is another type of preserving timber where part of timber is dipped into the preservative
and kept immersed in it for various periods that is few hours or days. Hence the solution penetrates
into the timber and it’s better than brushing.
4.3.4 Open Tank Application
Timber is kept immersed in a suitable metallic tank of proper size till proper saturation is obtained.
then the tank containing timber is heated to about 700C-800C for several hours. this is to ensure
deep penetration of the preservative into timber. After this the timber is allowed to cool within the
tank in the presence of the preservative. Timber will be able to suck all the preservative and ensure
complete penetration.
In most cases this method is used for preserving softwoods because their cells are more permeable.
However, its disadvantage is that it increases the weight of treated timber considerably.
4.3.5 Pressure Application
This is the most effective type of timber preservation as full penetration of preservative into
Cells are achieved. The timber is placed into large cylinders from which air is sacked out, and the
preservative allowed in at a high pressure, to fill the space occupied by air previously.
26 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
5.0 GRADING OF TIMBER
Timber grading is the process by which timber is sorted into groups with ideally similar appearance
or structural properties in each group.
There are two main types of timber grading namely; Structural grading and Appearance grading,
5.1 STRUCTURAL GRADING.
This refers to the process by which the timber is sorted on the basis of visible defects which have
known effects on the strength properties of the material. Structural grading is further divided into
the following;
1. Machine stress grading
2. Visual stress grading
3. Machine proof grading
4. Quality control
5.1.1 Machine stress grading.
This process uses a machine to bend each piece of timber generally about its minor axis.
• The machine then measures the stiffness of the piece of timber and uses a loose correlation
between stiffness and strength to assign a stress grade. A sorted group with a small range
of E(stiffness) can produce a larger range of strength. This E value is also used to infer all
of the other structural properties including tension, compression and shear strength.
• A grade stamp is applied at the tail end of a machine grading process. The machine sorts
the timber on the basis of its calibration and the measurements made on each length of the
timber.
• The final step is the placement of a grade stamp which will enable all the subsequent people
in the marketing and delivery chain to recognize the length of timber as one which has
properties described by the marked grade.
• Machine stress grading leads to the classification of timber on the basis of structural
properties and the different groups are directly given either F-grades or in-grade structural
properties, which are appropriate for the whole parcel of graded timber.
27 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
Examples of trees on which this method is used include;
• Exotic soft woods such as radiata pine from Australia.
• Douglas fir from North America
5.1.1.1 Advantages of using the machine stress grading method
• Machine grading is a single step operation i.e. the machine output is a stress grade for
example an F-grade or an MGP grade rather than visual grading which has to be converted
to a stress grade on the basis of species.
• Machine stress grading produces better separation of the grades with less overlap of
stiffness between adjacent grades.
• Some structural grades can only be assigned by machine stress grading for example MGP
grades can only be given to Australian pine that has been machine graded.
• Its grading is uniform over time and the correlation between grading parameter and the
properties of the product is valid since quality checks are built into the operation of the
machines.
5.1.1.2 Disadvantage of using the machine stress grading method
The machine cannot check the stiffness of the meter of timber at each end.
28 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
5.1.2 Machine proof grading,
Process.
• This method commences with the preliminary sorting of the ungraded timber being
produced by the mill into sub groups, each of which will become a stress grade
classification.
• An accepted and well documented grading method is used for the preliminary sort. When
machine proof grading procedures are used after the preliminary sorting, every piece of
timber in each sorted group is tested by the application of a pre-determined bending load
known as the proof load.
• Each stress grade has its own proof stress which is used with the cross-sectional dimensions
to give the proof load. As the proof load is applied, each piece of timber is loaded on edge
and continuously stressed in bending to the proof stress
• The proof stress is specified in AS3519 and is significantly higher than the stress at
serviceability loads for the particular grade being assigned. The pieces of timber that
survive the proof load without failure, excessive deformation or other signs of damage are
deemed to qualify for the stress grade that corresponds to the applied proof stress.
Examples of trees on which machine proof grading is used include; hardwoods, cypress pines and
radiata pine.
5.1.2.1 Advantages of using the machine proof grading method.
• It’s used for high volume products that requires a high level of reliability.
• Its currently used for production of some timber utility poles.
5.1.2.2 Disadvantages of using the machine proof grading method.
• The process may break too many pieces of timber.
• The few pieces that have passed the test may have been overstressed during application of
the proof stress there by affecting their future performance.
29 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
Machine stress grading and machine proof grading differ in the following ways;
Machine stress grading Machine proof grading
Timber loaded about the minor axis (on flat) Timber loaded about major axis (on edge)
Small loads are applied (much less than the High loads are applied (near the design
design strength) strength)
Intention is to find the poor-quality pieces of Intention is to find the poor-quality pieces of
timber by measuring the stiffness timber by breaking them
High speed operation-the timber is in the Low speed process-the timber may typically
machine for typically one second take 15 to 20 seconds to pass through the
machine
5.1.3 Visual stress grading.
This is a traditional method of determining a stress grade commonly used for seasoned and
unseasoned hardwoods along with unseasoned and thicker seasoned softwoods. It is commonly
used in parts of Europe and North America.
Process of visual stress grading.
• A trained grader examines each and every piece of timber produced. This visual inspection
is taken in accordance with either the hardwood or softwood visual grading standards,
which define rules as to the types, sizes and positions of physical characteristics that are
allowed into each group or structural grade of material
• The size and position of knots and other potential strength reducing characteristics in each
piece is then compared with the size and position of the characteristics allowed in the
various grading classifications. The highest grades allow fewer and smaller characteristics
in each piece of timber.
Examples of trees on which this method is used include; Mostly hardwood and softwood
thicker than 45mm
30 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
5.1.3.1 Advantages of using the visual stress grading method.
Visual stress grading does not require verification of properties of grades and materials since
it relies on relationships originally established in other countries such as USA for Douglas fir
and modified to suit Ugandan species.
5.1.3.2 Disadvantages of using the visual stress grading method.
• Require a very skilled grader since the whole grading process is reliant on the skill of the
graders.
• The visual grading rules are quite complex i.e. there are over twenty (20) different
characteristics that need to be checked.
• The work is very demanding and often has to be accomplished at reasonably high speed.
• There is a lot of conservative overlap in strength range between the grades.
5.1.4 Quality Control.
This method is important to ensure that products are able to deliver the performance that designers
expect and conform to the grade specifications of each of the timbers used in structural
applications.
There are two types of quality control that can be applied;
• Process control. This checks the process is being conducted in the way that will produce
material of consistent quality i.e. training of graders used in the visual grading process,
calibration checks, consistency checks and verification using calibration sticks for the
machine stress grading.
• Product checking. This looks at the output from the process and establishes whether or
not the properties of the product are consistent and within the specification of the product.
It identifies things that may not have been detected in the process control method such as
variations in raw materials.
31 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
5.2 APPEARANCE GRADING.
Unlike structural grading that requires multiple tests, appearance grading is based on visual
perception. One judges the quality and use of the timber based on the appearance of the wood i.e
number of knots, number of sap streaks and burns.
5.2.1 Types
5.2.1.1 Select grade
This has a minimum number of n knots and sap streaks. It is straight grained (having fibres that
run parallel to each other or that are regular without much variation) and uniform in appearance.
5.2.1.2 Standard grade.
This has a more varied appearance than select grade. It has more sap streaks, burns and knots.
5.2.1.3 Character grade.
It is more rustic in appearance. One may say it is roughly processed
32 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
5.2.1.4 Factors that may affect appearance of the timber include;
• Raw material.
The trees from which the timber was obtained greatly affect the quality hence the grade of the
timber. if the trees used were from a plantation that was well cared for, the aesthetic qualities
would significantly surpass those from forest that has been poorly taken care of.
• Manufacturing and drying practices (bucking, sawing, edging, and stacking)
Some timber can be affected by the way the manufacturers handle it. Some who are less concerned
about quality of their output may handle the wood with less care while sawing, drying and stacking.
This may cause invariations in the wood hence losing its aesthetic qualities.
33 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
6.0 STORING OF TIMBER
▪ Timber should be stored in an enclosed building space that is well ventilated.
▪ Timber should be stacked on pallet to maintain its flatness.
▪ There should be adequate room space for good air circulation around stacks of timber.
▪ For Kiln dried timber, packaging of timber should only be removed before installation.
6.1 Storing of timber on the site
▪ Store the timbers in stacks upon well treated and even surfaced beams sleepers or brick
pillars so as to be above the ground level by at least 150 mm.
▪ Store members of different length and material separately.
▪ Materials of equal length are piled together in layers with wooden battens, called crossers,
separating one layer from another.
▪ If crossers are not available, smaller section of the available structural timber can be used
in their place.
▪ Provide an air space of about 25 mm between adjacent members.
▪ Place the longer pieces in bottom layer and shorter pieces in the top layer, but keep one
end of the stack in true vertical alignment.
▪ Suitable width and height of a stack are recommended to be about 1.5 m to 2.0 m.
▪ Distance between adjacent stacks is recommended to be at least 450 mm. (see figure
shown below).
Timber Stack
34 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
▪ Protect the stacks from hot dry winds, direct sun and rain.
▪ It is recommended to place heavy weight, such as metal rails or large section of wood, on
top of the stack to prevent distortion or warping of the timber in the stack.
▪ If it is required to store the timber for about a year or more, then coat the ends of all
members with coal tar, aluminum leaf paints, micro crystalline wax; to prevent end
cracking in the material.
35 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
7.0 APPLICATIONS OF TIMBER
7.1 Structural
7.1.1 Architectural roof trusses
Architectural timber roof trusses create strong visual impact. Often used as part of ‘cathedral
ceiling’ systems, timber can be specified light or heavy to suit the chosen theme and style. They
can be left natural or may be oiled, stained, painted or highly decorated, limited only by individual
style and design preferences.
7.1.2 Framing
Since people began building simple shelters, wooden framing has played an important role in
shaping structures of many kinds. One of the most popular types of wooden framing is known as
lightweight timber construction.
7.1.3 Packaging
From pallets to customized packaging solutions, timber is a highly flexible, efficient packaging
material that delivers value, performance and environmental benefits. As industrial packaging
usually uses lower grades of timber, it also optimizes log utilization.
36 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
7.1.4 Portal frames
For buildings that require large spans and column free interiors, timber portal frames provide one
of the most pleasing solutions. Utilizing modern engineering technology, portal frame design
transforms timber into a highly effective, efficient and economical structural product.
7.1.5 Shear walls
Lateral loads such as wind or earthquake on framed timber buildings - either post and beam or stud
and joist - need to be resisted and shear walls and diaphragms offer an effective and economical
solution.
7.1.6 Structural Insulated Panel Systems (SIPS)
SIPS are a modern alternative to traditional timber framed construction and function as the
structural element for walls, roofs, and suspended floors. They consist of two outer layers of
Oriented Strand Board (OSB) sandwiched around an Expanded Polystyrene (EPS) core.
37 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
7.1.7 Structural timber poles
Timber poles are utilized in structural construction to provide support for gravity loads and
resistance against lateral forces. Not only serving a structural function, timber poles provide many
aesthetic benefits, with their use in construction often complementing architectural designs aimed
at harmonization with the natural environment.
38 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
7.2 Interior and exterior
7.2.1 Doors
Timber is one of the most popular and superior material choices for both internal and external
doors.
7.2.2 Flooring
The warmth, strength and natural beauty of timber flooring is enduringly popular in a wide variety
of domestic, commercial and industrial applications.
39 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
7.2.3 Joinery
Timber joinery offers a classic, stylish touch to any interior or exterior space.
7.2.4 Rails and Balustrades
With its natural beauty and inherent strength, timber is a popular material choice for internal and
external balustrades. Commonly built from treated softwoods and durable hardwoods, interior
balustrades and handrails are typically finished with a clear lacquer to generate the most natural
result.
7.2.5 Cladding
The natural appeal, versatility and strength of timber makes it the superior choice for external
cladding. Through specification, planning, design and finishing processes, timber cladding not
only creates a building of superior strength, acoustic and thermal performance but also creates a
place of beauty, style and natural appeal.
40 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
7.2.6 Decking
Timber decking creates spaces that are functional, practical and aesthetically pleasing. With the
right design and care a timber deck will make a valuable addition to any home or business, creating
an outdoor living space that will be enjoyed for years to come.
7.2.7 Fencing
When it comes to fencing, timber is a natural choice. A material that is durable, strong and reliable
it compliments almost every outdoor landscape and environment. Clear specification, detailed
installation and appropriate maintenance will ensure a timber fence provides a natural and lasting
property boundary and back drop for years to come.
41 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
7.2.8 Retaining wall
When it comes to retaining wall, landscape design and construction, timber is the natural choice.
A material that is durable, sturdy and reliable, it has natural aesthetics that help it blend seamlessly
with the outdoors. Careful consideration during the specification and design process will facilitate
the creation of a long lasting, durable and beautiful timber retaining wall that will complement it’s
surrounding for a long time.
7.2.9 Stairs
Timber is the material of choice for designers seeking internal staircases of strength, beauty
and durability. They can be put on the interior or exterior of a building.
42 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
8.0 CONCLUSION
• Timber has been a very important construction material from time immemorial as a
structural member being used as beams, columns, and plates in construction. Unlike some
other materials, timber has other applications besides the structural applications. This
involves the aesthetical applications and the furniture used in a house.
• Though timber faces stiff competition from other construction materials, it has proved to
be a reliable material provided it is well converted, seasoned, preserved and stored.
43 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
GROUP FOUR MEMBERS
9/3/18
TIMBER PART TWO NOTES
9.0 REFERENCES
1. Basic Civil Engineering; By S.S. BHAVIKATTI
2. Building Materials (Third Revised Edition); By S. K. Duggal
3. Technical principles of building for safety: Coburn, Hughes, Pomonis, Spence, 1995, ITDG
44 | P a g e
Document shared on www.docsity.com
Downloaded by: mugara-waitega-peter (mugarawaitega@gmail.com)
You might also like
- Makerere University: Construction Technology Two (Qus 2101)Document47 pagesMakerere University: Construction Technology Two (Qus 2101)Mugara Waitega PeterNo ratings yet
- Group 5 Ferrous Metals-2Document40 pagesGroup 5 Ferrous Metals-2Tumwesigye AllanNo ratings yet
- Urban Feildwork Finale ReportDocument27 pagesUrban Feildwork Finale ReportOjullaIsaac100% (1)
- Makerere University: Dams and BridgesDocument56 pagesMakerere University: Dams and Bridgesalinaitwe shalifuNo ratings yet
- he-va-grass-roller-63m-mounted-parts-manual-17Document48 pageshe-va-grass-roller-63m-mounted-parts-manual-17peterbirtatNo ratings yet
- IPA OldDocument46 pagesIPA OldTrong Nguyen DucNo ratings yet
- Group 7 CementDocument41 pagesGroup 7 CementTumwesigye AllanNo ratings yet
- 30 - Us4711645Document6 pages30 - Us4711645Michail GeorgakisNo ratings yet
- Literature Survey For Energy Audit On Brick FactoryDocument15 pagesLiterature Survey For Energy Audit On Brick FactoryShalom AbebawNo ratings yet
- Diagrama 7600Document389 pagesDiagrama 7600martinNo ratings yet
- Structural SafetyDocument73 pagesStructural SafetySAANO SOLOMENo ratings yet
- Dust and Cement Kiln Dust Admixture For Use in The SubgradeDocument62 pagesDust and Cement Kiln Dust Admixture For Use in The SubgradeAlukerNo ratings yet
- Service ManualDocument114 pagesService Manualikhtiyar aliNo ratings yet
- Ug Transformational Building 1vxcqinDocument157 pagesUg Transformational Building 1vxcqindjb300No ratings yet
- JETIR1908730Document6 pagesJETIR1908730GEOGINo ratings yet
- Aircraft Maintenance Manual: Single and Dual CockpitDocument272 pagesAircraft Maintenance Manual: Single and Dual CockpitAlex ProkonovNo ratings yet
- CL1953 Laos ReportDocument118 pagesCL1953 Laos ReportHans ReyesNo ratings yet
- Agricultural Wastes As AggregateDocument8 pagesAgricultural Wastes As Aggregatebaldocr7No ratings yet
- Daftar LemburDocument1 pageDaftar LemburmuhammadabduhrofiqNo ratings yet
- Progress in Energy and Combustion Science 30 (2004) 1–32Document32 pagesProgress in Energy and Combustion Science 30 (2004) 1–32wan muhd100% (1)
- Aluminum Sulphate Plant Design and Engineering EconomicsDocument78 pagesAluminum Sulphate Plant Design and Engineering EconomicsAbdisa GemechuNo ratings yet
- Final Limat Storm Water Drainage DesignDocument46 pagesFinal Limat Storm Water Drainage DesignFraolNo ratings yet
- EPP-Malima PML 2819Document29 pagesEPP-Malima PML 2819justas kombaNo ratings yet
- Profil PassDocument99 pagesProfil PassiziizipapirNo ratings yet
- 02.06.2019 - QuotationDocument4 pages02.06.2019 - QuotationLenny ErastoNo ratings yet
- 2017 - Andrady - The Plastic in Microplastics - A ReviewDocument11 pages2017 - Andrady - The Plastic in Microplastics - A ReviewLim Kok PingNo ratings yet
- Field Test ReportDocument24 pagesField Test ReportBAGUMA NELSONNo ratings yet
- ProStar® Chassis Built June 14, 2010 and After PDFDocument319 pagesProStar® Chassis Built June 14, 2010 and After PDFHung NguyenNo ratings yet
- Tender Coal Mining Operation Services Dated 09022017Document188 pagesTender Coal Mining Operation Services Dated 09022017BenateNo ratings yet
- Finalized PDFDocument67 pagesFinalized PDFAbedulsemed Kedir100% (1)
- Group BDocument45 pagesGroup BJonathan BukenyaNo ratings yet
- Proposal For WsuDocument23 pagesProposal For WsuGoftaye Techane GemedaNo ratings yet
- ISSOUFOUAMANIChuitouCE300 0017 18Document77 pagesISSOUFOUAMANIChuitouCE300 0017 18Mohd Zain KangdaNo ratings yet
- International Service Manual ELECTRICAL CIRCUIT DIAGRAMS PDFDocument114 pagesInternational Service Manual ELECTRICAL CIRCUIT DIAGRAMS PDFAdal VeraNo ratings yet
- 4300, 4400, 7300, 7400, 7500, 7600, 7700, 8500, 8600 and 8600 Latin America Mexico Models Nonevember 22, 2010 ELECTRICAL CIRCUIT DIAGRAMSDocument478 pages4300, 4400, 7300, 7400, 7500, 7600, 7700, 8500, 8600 and 8600 Latin America Mexico Models Nonevember 22, 2010 ELECTRICAL CIRCUIT DIAGRAMSJusto Paniagua100% (1)
- Stamigold ReportDocument68 pagesStamigold ReportJoe MartinNo ratings yet
- Project Report FinalDocument52 pagesProject Report FinalKALEMA BEMME2025No ratings yet
- Pouring-Sched March 14 2023Document1 pagePouring-Sched March 14 2023Juan Carlo TayagNo ratings yet
- FMDS0809 July 2019Document89 pagesFMDS0809 July 2019Johan HoogewegNo ratings yet
- Springerbriefs in Applied Sciences and TechnologyDocument9 pagesSpringerbriefs in Applied Sciences and TechnologyHery BudiantoNo ratings yet
- Pham 2019Document14 pagesPham 2019saichariNo ratings yet
- Cost Efficient Construction Using Waste MaterialsDocument41 pagesCost Efficient Construction Using Waste MaterialsAbnet BeleteNo ratings yet
- OM Appendix 3D Diamond DA40NG Flight Operations ManualDocument123 pagesOM Appendix 3D Diamond DA40NG Flight Operations ManualBekhzod ArtygaliyevNo ratings yet
- 2020 An Overview On Activation of Aluminium-Water Reaction For EnhancedDocument10 pages2020 An Overview On Activation of Aluminium-Water Reaction For EnhancedRaphael ResendeNo ratings yet
- VicwestDocument119 pagesVicwestJim GregsonNo ratings yet
- Final Research HananDocument44 pagesFinal Research Hananአብይ አስፋውNo ratings yet
- Construction and Building MaterialsDocument12 pagesConstruction and Building MaterialsharshkumarNo ratings yet
- 0680 m18 QP 12 MergedDocument766 pages0680 m18 QP 12 Mergedsalah essam18p5835No ratings yet
- Comparative Study of Fiber Reinforced Concrete and Plain Cement ConcreteDocument35 pagesComparative Study of Fiber Reinforced Concrete and Plain Cement Concretesampath karriNo ratings yet
- Night Study Form 1Document4 pagesNight Study Form 1Leachim PinedaNo ratings yet
- Boeing 737: Wiring Diagram Manual SupplementDocument226 pagesBoeing 737: Wiring Diagram Manual SupplementDanilo Souto100% (2)
- Universidad Nacional " Santiago Antúnez de Mayolo": Concreto FrescoDocument27 pagesUniversidad Nacional " Santiago Antúnez de Mayolo": Concreto FrescoMartin Eduardo Cruz RosalesNo ratings yet
- Sawla - Laska (Lot - I) Road Project Hydrology - Hydraulics MDocument64 pagesSawla - Laska (Lot - I) Road Project Hydrology - Hydraulics Mashe zinab100% (2)
- School Form 2 SF 2Document20 pagesSchool Form 2 SF 2John Keven VallespinNo ratings yet
- Military Illustrated Modeller - Issue 79 - November 2017Document68 pagesMilitary Illustrated Modeller - Issue 79 - November 2017Luis Van Gogh100% (2)
- FM Global Property Loss Prevention Data Sheets: Storage of Class 1, 2, 3, 4 and Plastic CommoditiesDocument89 pagesFM Global Property Loss Prevention Data Sheets: Storage of Class 1, 2, 3, 4 and Plastic CommoditiesnhacotungNo ratings yet
- Kehadiran PDPRDocument15 pagesKehadiran PDPRKAMARIAH BINTI MOHD NOR MoeNo ratings yet
- Plant Atlas 2020: Mapping Changes in the Distribution of the British and Irish FloraFrom EverandPlant Atlas 2020: Mapping Changes in the Distribution of the British and Irish FloraNo ratings yet
- Null 3Document46 pagesNull 3Mugara Waitega PeterNo ratings yet
- Retaining Wall Structure: G.C.BeheraDocument38 pagesRetaining Wall Structure: G.C.BeheraMugara Waitega PeterNo ratings yet
- TVET CURRICULUM DEVELOPMENTDocument8 pagesTVET CURRICULUM DEVELOPMENTMugara Waitega PeterNo ratings yet
- Null 1Document5 pagesNull 1Mugara Waitega PeterNo ratings yet
- LEISURE AND RECRIATION FinalDocument25 pagesLEISURE AND RECRIATION FinalMugara Waitega PeterNo ratings yet
- Intro to Special Needs EducationDocument31 pagesIntro to Special Needs EducationMugara Waitega PeterNo ratings yet
- Null 5Document72 pagesNull 5Mugara Waitega PeterNo ratings yet
- HYDROCARBONS Module3Document22 pagesHYDROCARBONS Module3Mugara Waitega PeterNo ratings yet
- Labour Based Notes - 105623Document124 pagesLabour Based Notes - 105623Mugara Waitega PeterNo ratings yet
- Basics of Oil and Gas 1Document68 pagesBasics of Oil and Gas 1Mugara Waitega PeterNo ratings yet
- Enterpreneurship NotesDocument95 pagesEnterpreneurship NotesMugara Waitega PeterNo ratings yet
- Uganda Technical College - Lira: IMPORTANT SAMPLE QUESTIONS (Design of Concrete Structures To Eurocode 2)Document38 pagesUganda Technical College - Lira: IMPORTANT SAMPLE QUESTIONS (Design of Concrete Structures To Eurocode 2)Mugara Waitega PeterNo ratings yet
- Buidling Services NotesDocument66 pagesBuidling Services NotesMugara Waitega PeterNo ratings yet
- Hot Water SupplyDocument18 pagesHot Water SupplyMugara Waitega PeterNo ratings yet
- Elementary Design of StructuresDocument23 pagesElementary Design of StructuresMugara Waitega PeterNo ratings yet
- Powder Metallurgy (ISE)Document107 pagesPowder Metallurgy (ISE)likydo100% (1)
- WeLding Record & Report Track Piping WorkDocument533 pagesWeLding Record & Report Track Piping WorkUjang SonjayaNo ratings yet
- 4-Player Pedestal Arcade Cabinet For MAME 32 Steps (With Pictures) - InstructablesDocument35 pages4-Player Pedestal Arcade Cabinet For MAME 32 Steps (With Pictures) - InstructablesbryanfroudNo ratings yet
- Nitoflor TS5000: Constructive SolutionsDocument4 pagesNitoflor TS5000: Constructive Solutionsnaveen_k2004No ratings yet
- MSS SP 93 2020 Quality Standard For Steel Castings and ForgingsDocument10 pagesMSS SP 93 2020 Quality Standard For Steel Castings and ForgingsMehdi Mokhtari100% (2)
- Structural Materials ListDocument2 pagesStructural Materials ListDarren Dela CruzNo ratings yet
- Chap8 Fundamental Joining ProcessDocument20 pagesChap8 Fundamental Joining ProcessjojoNo ratings yet
- (NEW) TAEHA COMPANY PROFILE (해외영업)Document33 pages(NEW) TAEHA COMPANY PROFILE (해외영업)Tuyên VũNo ratings yet
- Colmonoy 5-S Data SheetDocument2 pagesColmonoy 5-S Data SheetLuis Hernandez0% (1)
- Information Sheet 1.1-8: Welding Techniques & Procedures Learning ObjectivesDocument1 pageInformation Sheet 1.1-8: Welding Techniques & Procedures Learning ObjectivesRose Ann Pegarro AlamanNo ratings yet
- Shearing Tools GuideDocument21 pagesShearing Tools Guideメルヴリッ クズルエタNo ratings yet
- 09 GasketCharacteristicValues PDFDocument3 pages09 GasketCharacteristicValues PDFdraj1875977No ratings yet
- METAL FORMING PROCESSES: 2 & 11 MARKS QUESTIONSDocument6 pagesMETAL FORMING PROCESSES: 2 & 11 MARKS QUESTIONSCharan KumarNo ratings yet
- Jason PalmerDocument19 pagesJason Palmerrichard gutierrezNo ratings yet
- ASTM E3 Standard Guide For Preparation of Metallographic SpecimensDocument12 pagesASTM E3 Standard Guide For Preparation of Metallographic SpecimensNestor Leonardo Ayasta LevanoNo ratings yet
- Titanium Cladded Sheet Welding ProcedureDocument4 pagesTitanium Cladded Sheet Welding ProcedureNaveenNo ratings yet
- API Ring Gaskets Used in BOP ConnectionsDocument4 pagesAPI Ring Gaskets Used in BOP ConnectionsEDWIN M.PNo ratings yet
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument43 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesDinesh SinghNo ratings yet
- Fabrication ZRDocument52 pagesFabrication ZRVinggo ShihabNo ratings yet
- Swara Industries ProfileDocument6 pagesSwara Industries ProfileKetan ArgadeNo ratings yet
- Introduction To Lathe OperationsDocument97 pagesIntroduction To Lathe Operationsrichardu31100% (9)
- Tolvas ElcometerDocument13 pagesTolvas ElcometerJose ManuelNo ratings yet
- Gold Leaf Manufacturing ProcessDocument5 pagesGold Leaf Manufacturing Processmohamed elshemyNo ratings yet
- Chemical MachiningDocument5 pagesChemical MachiningomenNo ratings yet
- Assignment 5 With Answer KeyDocument2 pagesAssignment 5 With Answer KeyAbhishek MohiteNo ratings yet
- Epoxy and ESD FlooringDocument4 pagesEpoxy and ESD Flooringdox4printNo ratings yet
- ASTM A895-89 - Standard SpecificationDocument2 pagesASTM A895-89 - Standard SpecificationMarian Joyce MacadineNo ratings yet
- Basic Corrosion Removal TechniquesDocument4 pagesBasic Corrosion Removal TechniquesFikri MohamadNo ratings yet
- Dremel 2012AccessoryPosterDocument1 pageDremel 2012AccessoryPosterwdowiuueNo ratings yet
- 3475331Document41 pages3475331Nguyen Trong TanNo ratings yet