You might also like
- BG2 2010 Commissioning Water SystemsDocument87 pagesBG2 2010 Commissioning Water SystemsFinlayNo ratings yet
- SAT Plan & Procedure VMSDocument47 pagesSAT Plan & Procedure VMSMGHIRBI HAYKELNo ratings yet
- Samson Globe Control ValveDocument12 pagesSamson Globe Control ValveShishir DwivediNo ratings yet
- Sail NB Diesel MY15 28287957Document212 pagesSail NB Diesel MY15 28287957L Pampana100% (1)
- SP-2154 - 2015valves Technical SpecificationDocument23 pagesSP-2154 - 2015valves Technical Specificationarjunprasannan7No ratings yet
- Testing and Adjusting Adjusting Valve ClearanceDocument8 pagesTesting and Adjusting Adjusting Valve ClearanceJose Cruz Martinez MedinaNo ratings yet
- API System Inspection ChecklistDocument2 pagesAPI System Inspection ChecklistYasir ArafatNo ratings yet
- Sub-Tier Control GuideDocument10 pagesSub-Tier Control GuideJHBernardoNo ratings yet
- LS030 1oxDocument6 pagesLS030 1oxANILNo ratings yet
- Attachment 23 Criticality Assessment v3Document3 pagesAttachment 23 Criticality Assessment v3bo.ratchadapornNo ratings yet
- SATR-J-6913 Rev 0 PDFDocument6 pagesSATR-J-6913 Rev 0 PDFAdel KlkNo ratings yet
- Saudi Aramco Inspection Checklist: Insl-Review Qualifications For Insulation Installers SAIC-N-2002 25-May-05Document1 pageSaudi Aramco Inspection Checklist: Insl-Review Qualifications For Insulation Installers SAIC-N-2002 25-May-05philipyapNo ratings yet
- Welding Procedure Qualification of A36 Steel Plates Using The GTADocument33 pagesWelding Procedure Qualification of A36 Steel Plates Using The GTAKYAW SOENo ratings yet
- D62 - 740 - 3 - C4-Pressure Gauge General Arrangement Drawing PDFDocument6 pagesD62 - 740 - 3 - C4-Pressure Gauge General Arrangement Drawing PDFSoumiyaNo ratings yet
- Types of Sensors: ThermistorsDocument16 pagesTypes of Sensors: ThermistorsJinesh VinayachandranNo ratings yet
- Id PCK SWPG 2009 520038 Rev0.2 NCR Procedure - Doc IfaDocument13 pagesId PCK SWPG 2009 520038 Rev0.2 NCR Procedure - Doc IfaFerdie OSNo ratings yet
- Globe Valve General Installation Operation & Maintenance ManualDocument5 pagesGlobe Valve General Installation Operation & Maintenance ManualViba Fluid ControlNo ratings yet
- SAIC-P-3003 Rev 7 FinalDocument7 pagesSAIC-P-3003 Rev 7 FinalEnginerShahzadGhaffarNo ratings yet
- User'S Manual: MANUAL NO - GL240-UM-153Document150 pagesUser'S Manual: MANUAL NO - GL240-UM-153Ta100% (1)
- MSS SP-61 - 2013 - Pressure Testing of ValvesDocument10 pagesMSS SP-61 - 2013 - Pressure Testing of ValvesJMNo ratings yet
- Saudi Aramco Test ReportDocument2 pagesSaudi Aramco Test ReportEswari AnandNo ratings yet
- Risks in Facility Build Quality and Project Handover: What Happened?Document3 pagesRisks in Facility Build Quality and Project Handover: What Happened?musaismail8863No ratings yet
- Epicor 9 Installation Under 60 Final PDFDocument22 pagesEpicor 9 Installation Under 60 Final PDFMayala MwendeshaNo ratings yet
- MNT-INTG-2007OP - Maintenance Welding InspectionDocument43 pagesMNT-INTG-2007OP - Maintenance Welding InspectionNatarajan MurugesanNo ratings yet
- Epicor10 ReleaseNotes 100700Document60 pagesEpicor10 ReleaseNotes 100700DoraNo ratings yet
- Quality Management and ReliabilityDocument5 pagesQuality Management and Reliabilitypothur79No ratings yet
- Saudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 29-Jun-17Document8 pagesSaudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 29-Jun-17ziaNo ratings yet
- Itp For Painting - FDocument5 pagesItp For Painting - FMudabbir HussainNo ratings yet
- BMI-WI-5711-14 Ball Valve 2in-900# Manufacturing Process Rev.0Document12 pagesBMI-WI-5711-14 Ball Valve 2in-900# Manufacturing Process Rev.0MacelNo ratings yet
- Attachment C - Form WR-51: Instructions For Use: Bechtel ConfidentialDocument2 pagesAttachment C - Form WR-51: Instructions For Use: Bechtel ConfidentialGordon LongforganNo ratings yet
- SOP For Temperature Control Test ProcedureDocument3 pagesSOP For Temperature Control Test ProcedureSolomon Gamanuel100% (1)
- 32 Samss 008Document26 pages32 Samss 008naruto256100% (1)
- Resume - 01.03.2016Document5 pagesResume - 01.03.2016muthuswamy77No ratings yet
- Company Introduction - Shinwoo ValveDocument26 pagesCompany Introduction - Shinwoo ValveLe Cam NhanNo ratings yet
- Ball Valves As Per Chlorine Institute Pamplet 6Document14 pagesBall Valves As Per Chlorine Institute Pamplet 6Reddy SadhanaNo ratings yet
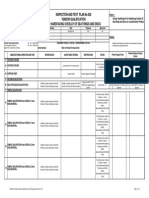
- Inspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsDocument3 pagesInspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsGohilakrishnan ThiagarajanNo ratings yet
- Compressor Maintenance LogDocument1 pageCompressor Maintenance Logsohel rana100% (1)
- Scope: Method Statement For Welding ControlDocument6 pagesScope: Method Statement For Welding ControlSIBINNo ratings yet
- CofC TemplateDocument1 pageCofC TemplateVipin RanaNo ratings yet
- QAS19 786 Rev 1 Water For Injection PDFDocument10 pagesQAS19 786 Rev 1 Water For Injection PDFParth PatelNo ratings yet
- Orbinox VG08 Knife Gate ValveDocument8 pagesOrbinox VG08 Knife Gate ValveYorkistNo ratings yet
- Siemens Ihm Pxm50.e A6v11211557 enDocument71 pagesSiemens Ihm Pxm50.e A6v11211557 enMatheus PraseresNo ratings yet
- Amendment SheetDocument1 pageAmendment SheetThaddeus MooreNo ratings yet
- Eagle Burgmann API PlanDocument43 pagesEagle Burgmann API PlanONURNo ratings yet
- Seal CoolerDocument2 pagesSeal CoolerJulio Adolfo López Portocarrero100% (1)
- Lub-Oil en 1602Document19 pagesLub-Oil en 1602Raúl Oscar LedesmaNo ratings yet
- Visual Check List For Control Valve: Rock Payvand Sanat ArvandDocument1 pageVisual Check List For Control Valve: Rock Payvand Sanat Arvandarmin heidariNo ratings yet
- 01 33 00 - Submittal ProceduresDocument5 pages01 33 00 - Submittal ProceduresSteve LezamaNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistphilipyap100% (1)
- Gate & Globe PDFDocument0 pagesGate & Globe PDFZoebairNo ratings yet
- Inspection Checksheet For The Gas TurbineDocument12 pagesInspection Checksheet For The Gas TurbineMax CuiNo ratings yet
- Operation and Maintenance Manual: Gas Engine Model: WP04Document33 pagesOperation and Maintenance Manual: Gas Engine Model: WP04Kurd Skorvski100% (1)
- Supplier Quality Manual: ModificationDocument36 pagesSupplier Quality Manual: ModificationSuresh VeluNo ratings yet
- CNC Machining Report - Premounting BaseDocument19 pagesCNC Machining Report - Premounting BaseMichael M. W. de Silva50% (2)
- Technical Doc 1 - Technical Scope of Work Drs Eac181Document25 pagesTechnical Doc 1 - Technical Scope of Work Drs Eac181bhargavpansuria09No ratings yet
- What Is InspectionDocument6 pagesWhat Is InspectionRathnakrajaNo ratings yet
- Manual de Monitoramento de Condições LCM20 - EN PDFDocument41 pagesManual de Monitoramento de Condições LCM20 - EN PDFRafael G OliveiraNo ratings yet
- SOP 24 Standard Operating Procedure For Calibration of Stopwatches and Timing DevicesDocument10 pagesSOP 24 Standard Operating Procedure For Calibration of Stopwatches and Timing DevicesAli RizviNo ratings yet
- Pipe StrainDocument5 pagesPipe StrainJack WeaverNo ratings yet
- Resume Suda Mara IDocument5 pagesResume Suda Mara IMd AkhtarNo ratings yet
- PEDcertification Rules Issue2 2013-07-25Document5 pagesPEDcertification Rules Issue2 2013-07-25RevanNo ratings yet
- CP-208 Rev.1.0 Corrosion Management Code of Practice (Jul-12)Document33 pagesCP-208 Rev.1.0 Corrosion Management Code of Practice (Jul-12)sjs23plusNo ratings yet
- Cvsize (Control Valve Sizing)Document8 pagesCvsize (Control Valve Sizing)EslamSheblNo ratings yet
- Secondary CircuitDocument4 pagesSecondary CircuitIrfan Khan0% (1)
- 1716,1734,1751,1769 - Highrise and Earthquake Resistant ConstructionDocument34 pages1716,1734,1751,1769 - Highrise and Earthquake Resistant ConstructionFAB RAHINo ratings yet
- Power Pack CalculationDocument3 pagesPower Pack Calculationteesk2003100% (1)
- Prashant ResumeDocument3 pagesPrashant ResumePrashant ChoudriNo ratings yet
- 3.3 Gas & Atmospheric PressureDocument13 pages3.3 Gas & Atmospheric Pressureshazilla0% (1)
- Mechanics & Properties of Matter: Phy - DSCT1Document49 pagesMechanics & Properties of Matter: Phy - DSCT1Francis anandNo ratings yet
- 00055009920-TDI Diesel Injection and Glow Plug System (4-Cyl) 08 99 ÄDocument100 pages00055009920-TDI Diesel Injection and Glow Plug System (4-Cyl) 08 99 Ämenardcharlelie6No ratings yet
- Type D3 Protectospray Directional Spray Nozzles, Open, Medium Velocity General DescriptionDocument6 pagesType D3 Protectospray Directional Spray Nozzles, Open, Medium Velocity General DescriptionVils ArabadzhievaNo ratings yet
- Part - A (7 X 2 14 Marks) Answer The Following QuestionsDocument2 pagesPart - A (7 X 2 14 Marks) Answer The Following QuestionsvairamNo ratings yet
- Alpak Induction MotorsDocument38 pagesAlpak Induction Motorsd3xterNo ratings yet
- Think TopDocument35 pagesThink TopKwameOpareNo ratings yet
- SONDIR Peternakan BogorDocument5 pagesSONDIR Peternakan BogoralfiNo ratings yet
- ENGINEERING DESIGN GUIDELINES Flare Knockout Drum Rev1.1webDocument25 pagesENGINEERING DESIGN GUIDELINES Flare Knockout Drum Rev1.1webAchour WassimNo ratings yet
- Direct Shift Gearbox 02E, Four-Wheel DriveDocument157 pagesDirect Shift Gearbox 02E, Four-Wheel Driveits4u20102744100% (2)
- Composites Part B: P.-Y. Mechin, V. Keryvin, J.-C. GrandidierDocument7 pagesComposites Part B: P.-Y. Mechin, V. Keryvin, J.-C. GrandidierPierre-Yves Harlé-MechinNo ratings yet
- BPPC Catalog 82Document124 pagesBPPC Catalog 82Ozan AtıcıNo ratings yet
- Sample Formal Laboratory ReportDocument20 pagesSample Formal Laboratory ReportYesset KuspekovNo ratings yet
- The Steering System - SummaryDocument7 pagesThe Steering System - SummaryPagg Dē TygerNo ratings yet
- Model CBLE ManualsDocument587 pagesModel CBLE Manualssoran fathiNo ratings yet
- Gas Fittings and Adapters: Always There For LifeDocument53 pagesGas Fittings and Adapters: Always There For LifetaibkNo ratings yet
- STEEL2Document524 pagesSTEEL2Abdul HadhiNo ratings yet
- MLHT200M2: Product Feature SummaryDocument6 pagesMLHT200M2: Product Feature SummaryBsaltda GestionNo ratings yet
- Pneumatic Impact Wrench Dss 1/2" Premium PowerDocument1 pagePneumatic Impact Wrench Dss 1/2" Premium PowergoreNo ratings yet
- MotorsDocument3 pagesMotorsDhileepan KumarasamyNo ratings yet
- "Big Red": Taylor Industrial Truck Preliminary SpecificationsDocument4 pages"Big Red": Taylor Industrial Truck Preliminary SpecificationsNeil DesaiNo ratings yet
- SFRJ ProjectileDocument21 pagesSFRJ ProjectileDhimas Afihandarin100% (1)