You might also like
- Crude Oil Stroage Tanks SpecsDocument48 pagesCrude Oil Stroage Tanks Specsmanish318No ratings yet
- 10080-1-SS-MT-007Document34 pages10080-1-SS-MT-007SURAJ PRSADNo ratings yet
- STR No. CORE-STR-01 For Fabricated & Galvanized Steel Structures For Ohe & Tss Effective From-21.05.2021Document79 pagesSTR No. CORE-STR-01 For Fabricated & Galvanized Steel Structures For Ohe & Tss Effective From-21.05.2021Sharad SinghNo ratings yet
- SPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselDocument15 pagesSPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselPadmanabhan VenkateshNo ratings yet
- Rasheed K H - CVDocument5 pagesRasheed K H - CVKshama RaiNo ratings yet
- 01 Samss 333Document34 pages01 Samss 333Jinliang Liu100% (1)
- MAR For Welding Consumables MaterialDocument11 pagesMAR For Welding Consumables MaterialMostafa NabilNo ratings yet
- Pressure Vessels (Project Standards and Specifications) : Page: 1 of 21Document6 pagesPressure Vessels (Project Standards and Specifications) : Page: 1 of 21Tafe AdamuNo ratings yet
- 01-SAMSS-035 2018 API Line PipeDocument29 pages01-SAMSS-035 2018 API Line PipeWHWENNo ratings yet
- Material Submittal For Ductile Iron Fittings - Rev.1Document16 pagesMaterial Submittal For Ductile Iron Fittings - Rev.1unnicyriacNo ratings yet
- TS For 33kv Transmission LineDocument19 pagesTS For 33kv Transmission LineRamaKrishna ANo ratings yet
- P24038-24!84!93-____- Material Submittal for Steel Reinforcement Bar From Ms. Union Iron & SteelDocument81 pagesP24038-24!84!93-____- Material Submittal for Steel Reinforcement Bar From Ms. Union Iron & Steelmari48.dharmaNo ratings yet
- Structural Steel FabricationDocument14 pagesStructural Steel FabricationClarkFedele27No ratings yet
- Title: Minimum Requirements On Welding From Supplier and Sub-SupplierDocument10 pagesTitle: Minimum Requirements On Welding From Supplier and Sub-SupplierDeepak DasNo ratings yet
- 00 PR SP 00003 - 1 General Pipe Weld Examination RequirementsDocument8 pages00 PR SP 00003 - 1 General Pipe Weld Examination RequirementsStevanNikolicNo ratings yet
- Ilovepdf MergedDocument118 pagesIlovepdf MergedAshraf Abdel BaseerNo ratings yet
- 01 Samss 035Document28 pages01 Samss 035Mohamed Ahmed MaherNo ratings yet
- 00 PR SP 00002 - 2 Positive Material Identification (PMI) of AlloysDocument14 pages00 PR SP 00002 - 2 Positive Material Identification (PMI) of AlloysStevanNikolicNo ratings yet
- HFY PIP SP 00013 X Specification For Non Sour Service - A CommentedDocument9 pagesHFY PIP SP 00013 X Specification For Non Sour Service - A CommentedVignesh PanchabakesanNo ratings yet
- 8474l 000 Jss 6300 001 1 General Requirements For WeldingDocument69 pages8474l 000 Jss 6300 001 1 General Requirements For WeldinglebienthuyNo ratings yet
- Parker Welded FittingsDocument28 pagesParker Welded Fittingsscribd_thakurNo ratings yet
- Volume 3 - Scope of Works, Technical SpecificationsDocument79 pagesVolume 3 - Scope of Works, Technical Specificationsmudassir mNo ratings yet
- BSIBV-QP-04-1 QP For Anode Installation Rev. 0Document17 pagesBSIBV-QP-04-1 QP For Anode Installation Rev. 0AMALENDU PAULNo ratings yet
- Fabricationandsupplyofteejointforairoutletheader-01 20221218112214.349 XDocument6 pagesFabricationandsupplyofteejointforairoutletheader-01 20221218112214.349 XAbdulrahman EladawyNo ratings yet
- Fabricated Piping Inspection SpecificationDocument35 pagesFabricated Piping Inspection SpecificationaliNo ratings yet
- View TendDocument53 pagesView TendAnonymous uXdS9Y7No ratings yet
- KOC Pig Launcher Receiver SpecificationDocument9 pagesKOC Pig Launcher Receiver Specificationgalih santosoNo ratings yet
- HTLS Conductor Technical SpecificationDocument65 pagesHTLS Conductor Technical SpecificationS. Chakrabarty MeconNo ratings yet
- Construction Water Heater TDS ChecklistDocument17 pagesConstruction Water Heater TDS ChecklistankurNo ratings yet
- Technical Specification For FittingsDocument13 pagesTechnical Specification For FittingsRahul GangulyNo ratings yet
- Bakhrabad Siddhirganj Pipeline Project Piping / Equipment Specifications For Launcher and ReceiverDocument8 pagesBakhrabad Siddhirganj Pipeline Project Piping / Equipment Specifications For Launcher and ReceiverIbad AlamNo ratings yet
- Specification 001 - Welding and Fabrication of Structural SteelDocument19 pagesSpecification 001 - Welding and Fabrication of Structural SteelMario JacobsonNo ratings yet
- Pipeline Quality Control ProcedureDocument20 pagesPipeline Quality Control Procedurebelhaska100% (2)
- 01-SAMSS-333-HF Welded Line Pipe PDFDocument35 pages01-SAMSS-333-HF Welded Line Pipe PDFmunnaNo ratings yet
- B. Specifications For FR TankDocument32 pagesB. Specifications For FR TankRoshin99No ratings yet
- LWI-16-074 Technical Proposal R0-Cathodic Protection SystemDocument13 pagesLWI-16-074 Technical Proposal R0-Cathodic Protection SystemKamal Deshapriya100% (2)
- Technical Specification For FlangesDocument13 pagesTechnical Specification For FlangesRahul GangulyNo ratings yet
- Technical Specification For PipesDocument13 pagesTechnical Specification For PipesRahul GangulyNo ratings yet
- Annexure To SOW 3 STD Specification For Welding and NDT PipingDocument15 pagesAnnexure To SOW 3 STD Specification For Welding and NDT PipingASHISH GORDENo ratings yet
- Technical Specification For GasketsDocument10 pagesTechnical Specification For GasketsRahul GangulyNo ratings yet
- This Document Is The Property of CORRTECH. It Should Not Be Used, Copied or Reproduced Without Their Written PermissionDocument10 pagesThis Document Is The Property of CORRTECH. It Should Not Be Used, Copied or Reproduced Without Their Written PermissionVidyut UjalaNo ratings yet
- ABB Lummus Global B.V. Piling SpecificationDocument25 pagesABB Lummus Global B.V. Piling SpecificationRama Krishna Reddy DonthireddyNo ratings yet
- COPI - Welding Spec For Flowlines To API 1104-1999Document12 pagesCOPI - Welding Spec For Flowlines To API 1104-1999AdvisNo ratings yet
- Saipem - Serept - Piping ClassDocument67 pagesSaipem - Serept - Piping ClassAHMED AMIRANo ratings yet
- 務 署 Water Supplies DepartmentDocument6 pages務 署 Water Supplies DepartmentPaul KwongNo ratings yet
- Ohl Construction Scope of Work: Off Plot Electrical Contract - North Oman Pdo Contract No.C311594Document10 pagesOhl Construction Scope of Work: Off Plot Electrical Contract - North Oman Pdo Contract No.C311594Parag Lalit SoniNo ratings yet
- Ecfn Aus Ci 0100 Spe 01007 (C PDF)Document9 pagesEcfn Aus Ci 0100 Spe 01007 (C PDF)Janeth MeraNo ratings yet
- Technical Specifications For ValvesDocument32 pagesTechnical Specifications For ValvesEr Hussain GhadialiNo ratings yet
- 1 Engg DBD PP 010Document19 pages1 Engg DBD PP 010sanketNo ratings yet
- EGP3-01.16 Welding For Skids and Miscellaneous SteelDocument10 pagesEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeNo ratings yet
- 01 Samss 010Document12 pages01 Samss 010Ahmed Shaban KotbNo ratings yet
- CT Wind Force CalculationDocument75 pagesCT Wind Force CalculationkapilNo ratings yet
- GP-18!07!01 Welding ProceduresDocument21 pagesGP-18!07!01 Welding ProceduresFrancesco AvogadroNo ratings yet
- WD 70 BD 10 - Rev - 2Document47 pagesWD 70 BD 10 - Rev - 2N Say100% (1)
- I) CBC Spec No. Wd-70-Bd-10 (Rev.1)Document47 pagesI) CBC Spec No. Wd-70-Bd-10 (Rev.1)devgreatNo ratings yet
- In Engi Nstrum Ineerin Ment G NG Spe Genera Ecifica Al AtionDocument51 pagesIn Engi Nstrum Ineerin Ment G NG Spe Genera Ecifica Al AtionWNo ratings yet
- Technical Specification For FastenersDocument8 pagesTechnical Specification For FastenersRahul GangulyNo ratings yet
- Design Philosophy - StaticDocument61 pagesDesign Philosophy - StaticDarshan PanchalNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Match Line Match Line: Cellar 03 Floor Plan - 2 of 3-Firefighting 1 Cellar 03 Floor Plan - 3 of 3-Firefighting 2Document1 pageMatch Line Match Line: Cellar 03 Floor Plan - 2 of 3-Firefighting 1 Cellar 03 Floor Plan - 3 of 3-Firefighting 2Ahmad OmarNo ratings yet
- Ritz Carlton Hotel &residences: RCHR-G-FD-P4-MF-001Document1 pageRitz Carlton Hotel &residences: RCHR-G-FD-P4-MF-001Ahmad OmarNo ratings yet
- Specifications BOOKLET 6Document456 pagesSpecifications BOOKLET 6Ahmad Omar100% (1)
- ZV-H-C4-01: Overall Plans-Cellar 04 Floor Plan-Firefighting 1Document1 pageZV-H-C4-01: Overall Plans-Cellar 04 Floor Plan-Firefighting 1Ahmad OmarNo ratings yet
- Ritz Carlton Hotel &residences: RCHR-G-FD-P4-MF-001Document1 pageRitz Carlton Hotel &residences: RCHR-G-FD-P4-MF-001Ahmad OmarNo ratings yet
- Ritz Carlton Hotel & Residences: RCHR-G-FD-P4-MF-502Document1 pageRitz Carlton Hotel & Residences: RCHR-G-FD-P4-MF-502Ahmad OmarNo ratings yet
- Specifications BOOKLET 5Document542 pagesSpecifications BOOKLET 5Ahmad Omar100% (1)
- Specifications BOOKLET 3Document423 pagesSpecifications BOOKLET 3Ahmad OmarNo ratings yet
- Specifications BOOKLET 2Document498 pagesSpecifications BOOKLET 2Ahmad OmarNo ratings yet
- Specifications BOOKLET 5Document542 pagesSpecifications BOOKLET 5Ahmad Omar100% (1)
- Specifications BOOKLET 7Document67 pagesSpecifications BOOKLET 7Ahmad OmarNo ratings yet
- Specifications BOOKLET 6Document456 pagesSpecifications BOOKLET 6Ahmad Omar100% (1)
- Specifications BOOKLET 7Document67 pagesSpecifications BOOKLET 7Ahmad OmarNo ratings yet
- Specifications BOOKLET 4Document442 pagesSpecifications BOOKLET 4Ahmad OmarNo ratings yet
- Fire Curtain Installation ManualDocument70 pagesFire Curtain Installation ManualAhmad Omar100% (3)
- Instalaltion, Testing and Commissioning For The Clean Agent Syste..Document15 pagesInstalaltion, Testing and Commissioning For The Clean Agent Syste..Ahmad Omar100% (1)
- Specifications BOOKLET 4Document442 pagesSpecifications BOOKLET 4Ahmad OmarNo ratings yet
- General Firefighting Wet Systems Method Statement For Testing & CommissioningDocument11 pagesGeneral Firefighting Wet Systems Method Statement For Testing & CommissioningAhmad Omar100% (3)
- COSHH Sodium MetabisulfiteDocument3 pagesCOSHH Sodium MetabisulfiteAhmad OmarNo ratings yet
- Specifications BOOKLET 3Document423 pagesSpecifications BOOKLET 3Ahmad OmarNo ratings yet
- COSHH FOR Veochlor-10 - MSDSDocument3 pagesCOSHH FOR Veochlor-10 - MSDSAhmad OmarNo ratings yet
- RA of Chlorination & Disinfection of Domestic Water Supply SystemDocument12 pagesRA of Chlorination & Disinfection of Domestic Water Supply SystemAhmad Omar50% (2)
- Method Statement For Chlorination & Disinfection of Water Supply SystemDocument9 pagesMethod Statement For Chlorination & Disinfection of Water Supply SystemAhmad OmarNo ratings yet
- Astm A105-A105mDocument5 pagesAstm A105-A105mAries MarteNo ratings yet
- Astm A53-A53m-12Document23 pagesAstm A53-A53m-12abidaliabid1100% (2)
- What Do I Owe? How Much Gas Did I Use?: Billing Period Aug 03, 2020 - Aug 27, 2020Document2 pagesWhat Do I Owe? How Much Gas Did I Use?: Billing Period Aug 03, 2020 - Aug 27, 2020Abe SimpsonNo ratings yet
- Identity Theft, Credit Reports, and You - Kalzumeus SoftwareDocument14 pagesIdentity Theft, Credit Reports, and You - Kalzumeus Softwarebjrfedor100% (1)
- Group Project For Construction and The Built EnvironmentDocument29 pagesGroup Project For Construction and The Built EnvironmentDasun MahabadugeNo ratings yet
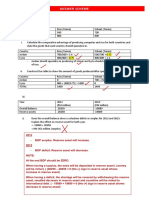
- Comparing banana and watermelon production between countriesDocument5 pagesComparing banana and watermelon production between countriesAkai GunnerNo ratings yet
- TCS Service Agreement FormDocument2 pagesTCS Service Agreement FormrobertchandleraccNo ratings yet
- Card Number Booklet Number Merchant Outlet Outletcode Outlettype Erpcode Descriptive Outlet NameDocument7 pagesCard Number Booklet Number Merchant Outlet Outletcode Outlettype Erpcode Descriptive Outlet Namepawan soniNo ratings yet
- Garment Manufacturing Lab Manual Parts GuideDocument67 pagesGarment Manufacturing Lab Manual Parts GuideHammad MustafaNo ratings yet
- Kuang Yeu Medical Model FrontierDocument48 pagesKuang Yeu Medical Model FrontierSeyed Mohammad Hossein EmamiNo ratings yet
- Type of Goodwill - Google SearchDocument1 pageType of Goodwill - Google SearchShîvu MâdããñNo ratings yet
- Tax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Document1 pageTax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Abhishek MishraNo ratings yet
- Maximizing Profits Through Case AnalysisDocument12 pagesMaximizing Profits Through Case AnalysisAjayNo ratings yet
- Nursing Home Fatalities Update NYSDocument7 pagesNursing Home Fatalities Update NYSExsar MisaelNo ratings yet
- Datasheet - Burndy - YA4CDocument2 pagesDatasheet - Burndy - YA4CAriel MendozaNo ratings yet
- Lube Order 1987 - 45Document6 pagesLube Order 1987 - 45Surya IntlNo ratings yet
- Fiveaoneed Ndia India Non Judicial ARDocument18 pagesFiveaoneed Ndia India Non Judicial ARVIJAY PAREEKNo ratings yet
- Mapeh (Health) : Mga Paniniwala Tungkol Sa Pagbibinata at PagdadalagaDocument10 pagesMapeh (Health) : Mga Paniniwala Tungkol Sa Pagbibinata at PagdadalagaSally DelfinNo ratings yet
- Bank Stat Dahabshil For SaamiDocument4 pagesBank Stat Dahabshil For SaamiRoble Hassan AbdiNo ratings yet
- Teferi RegassaDocument168 pagesTeferi Regassaawel centerNo ratings yet
- AE 11 Midterm Reviewer Mod 1Document3 pagesAE 11 Midterm Reviewer Mod 1Clarice NNo ratings yet
- 12 Beaker Glass Pyrex 100mlDocument1 page12 Beaker Glass Pyrex 100mlzulfadli zainalNo ratings yet
- SoftGel Capsule Part 2Document109 pagesSoftGel Capsule Part 2pharmashri53990% (1)
- Code of EthicsDocument2 pagesCode of EthicsHimani sailabNo ratings yet
- RA-RP FG ConveyorsDocument17 pagesRA-RP FG ConveyorsNadeem AhmedNo ratings yet
- Financial Trust IncDocument19 pagesFinancial Trust InctracertNo ratings yet
- Assignment RC IDocument2 pagesAssignment RC Iabrhamfikadie676No ratings yet
- Global Competitivement Report 2007-08Document26 pagesGlobal Competitivement Report 2007-08kibria_iba140% (1)
- Binder Katalog Page 84Document1 pageBinder Katalog Page 84Oke DiliardiNo ratings yet
- Preparing Cash Flow StatementsDocument4 pagesPreparing Cash Flow StatementsCindy Lota100% (1)
- ENGlogue 1 TextbookDocument3 pagesENGlogue 1 TextbookDhruvraj Solanki50% (2)
- Fully Automatic CNC Sprue Cutting Machines - 1103Document4 pagesFully Automatic CNC Sprue Cutting Machines - 1103salesNo ratings yet