You might also like
- Installation and Operating Manual: Engine Air StartersDocument17 pagesInstallation and Operating Manual: Engine Air StartersMauricio Ariel H. OrellanaNo ratings yet
- SKL Main Bearing ProcedureDocument11 pagesSKL Main Bearing ProcedureVaibhav SinghalNo ratings yet
- QuickServe Online - (3666003) C Series Troubleshooting and Repair Manual SETT VALVEDocument4 pagesQuickServe Online - (3666003) C Series Troubleshooting and Repair Manual SETT VALVEKrisman SimanjuntakNo ratings yet
- Daihatsu Centurion Del Atlantico Operation Manual Section 14Document62 pagesDaihatsu Centurion Del Atlantico Operation Manual Section 14Mads AndreassenNo ratings yet
- Ship Survey Status: Tirumala GasDocument27 pagesShip Survey Status: Tirumala GasHoa LuuNo ratings yet
- Ba 404939 10 enDocument191 pagesBa 404939 10 enDaniel AraujoNo ratings yet
- 2015 Marine CatalogDocument21 pages2015 Marine CatalogFaraz HaiderNo ratings yet
- Merchant - Condensing Unit For Ac PDFDocument14 pagesMerchant - Condensing Unit For Ac PDFAmmar RamanNo ratings yet
- Flygt 3153 PDFDocument38 pagesFlygt 3153 PDFMarcelo DelgadoNo ratings yet
- 2600 SeriesDocument94 pages2600 SeriesFabio Peres de LimaNo ratings yet
- Staffa Fixed Displacement Hydraulic Motor: Kawasaki Motors Corp., U.S.ADocument12 pagesStaffa Fixed Displacement Hydraulic Motor: Kawasaki Motors Corp., U.S.AyelmustafaaliNo ratings yet
- Reintjes - Operating ManualDocument70 pagesReintjes - Operating Manualmoshe levingerNo ratings yet
- Service Kit Part List RH 133 Version D (SVC Kit 1 & 2)Document1 pageService Kit Part List RH 133 Version D (SVC Kit 1 & 2)ronny ArdiansyahNo ratings yet
- Spare Parts KYDR203CD-23 EnglishDocument18 pagesSpare Parts KYDR203CD-23 EnglishHuy Lễ NguyễnNo ratings yet
- Manual SD11-21 2011-04 UkDocument93 pagesManual SD11-21 2011-04 Ukapod.cotov21No ratings yet
- Noble Corporation: Noble Analyst Day Singapore May 17-18, 2011Document27 pagesNoble Corporation: Noble Analyst Day Singapore May 17-18, 2011Andi ayuNo ratings yet
- S Type Operating InstructionsDocument28 pagesS Type Operating InstructionsOğuz Kağan ÖkdemNo ratings yet
- 3512C 1810 BHP A Rating SpecDocument6 pages3512C 1810 BHP A Rating SpecRodolfo Curci Puraca100% (1)
- Leading Oil & Gas CTU Support Equipment ManufacturerDocument2 pagesLeading Oil & Gas CTU Support Equipment ManufacturerRudi Cressa100% (1)
- I 11.VSN Vertical Centrifugal Pump CatalougeSILI PUMPDocument9 pagesI 11.VSN Vertical Centrifugal Pump CatalougeSILI PUMPfauzi bebe100% (1)
- PVM 74 EtonDocument48 pagesPVM 74 Etoncaprit_her_771605No ratings yet
- Tech. Info M 25Document34 pagesTech. Info M 25abuzer1981No ratings yet
- NullDocument6 pagesNullGERARDO DELGADONo ratings yet
- PDS - GulfSea Hydraulic HVI Plus 68Document2 pagesPDS - GulfSea Hydraulic HVI Plus 68Obydur Rahman100% (1)
- Work Boats: SVA/SVAL 630 - 1400 - 3,000 - 20,000 KWDocument8 pagesWork Boats: SVA/SVAL 630 - 1400 - 3,000 - 20,000 KWJulia FalconeNo ratings yet
- Embragues para Motores EstacionariosDocument12 pagesEmbragues para Motores EstacionariosJiyaYsqn100% (1)
- Elemax Sh15D & Sht15D Models SH15D SHT15D SHT17D Type GeneratorDocument2 pagesElemax Sh15D & Sht15D Models SH15D SHT15D SHT17D Type GeneratorabotalebNo ratings yet
- 400HP LV Toshiba MotorDocument20 pages400HP LV Toshiba MotorEdil MartinezNo ratings yet
- Mitsubishi S6R-MPTK 6-cylinder marine diesel engine specification sheetDocument3 pagesMitsubishi S6R-MPTK 6-cylinder marine diesel engine specification sheetZulkipli MarasabessyNo ratings yet
- Fruedenberg Merkel SealsDocument4 pagesFruedenberg Merkel SealsArpit VermaNo ratings yet
- partsDP150B 3D1Document7 pagespartsDP150B 3D1Rodrigo SalazarNo ratings yet
- MODERNIZING LOCOMOTIVE RIDE QUALITYDocument5 pagesMODERNIZING LOCOMOTIVE RIDE QUALITYamir barekatiNo ratings yet
- Lifting Device For Cilind. Liner RTADocument15 pagesLifting Device For Cilind. Liner RTArafael100% (1)
- Pump Luboil PDFDocument4 pagesPump Luboil PDFAnwar SadatNo ratings yet
- Aqua Metro VZF 15 50 MeterDocument40 pagesAqua Metro VZF 15 50 MeterIrfan AshrafNo ratings yet
- Engine specifications and maintenance proceduresDocument7 pagesEngine specifications and maintenance proceduresAbel Alejandro Vera TriviñosNo ratings yet
- HOUTTUIN Catalog GeneralDocument12 pagesHOUTTUIN Catalog GeneralRelu123No ratings yet
- Pump Manual and Parts ListDocument156 pagesPump Manual and Parts ListtechbhazNo ratings yet
- Mcdonnell & Miller Service Parts CatalogDocument76 pagesMcdonnell & Miller Service Parts Catalogkamran shahNo ratings yet
- CHN 25Document14 pagesCHN 25bapsi01100% (1)
- SS-7157028-18397893-012 SS Page 1 of 6: Page: M-1 of M-4 © 2017 Caterpillar All Rights Reserved MSS-IND-18397893-006 PDFDocument6 pagesSS-7157028-18397893-012 SS Page 1 of 6: Page: M-1 of M-4 © 2017 Caterpillar All Rights Reserved MSS-IND-18397893-006 PDFПавелNo ratings yet
- PZH (PZ-8) Pump Parts List AF 19002011Document25 pagesPZH (PZ-8) Pump Parts List AF 19002011mantilla7No ratings yet
- ABB Turbocharging TPS - . - D / E - The PerformerDocument4 pagesABB Turbocharging TPS - . - D / E - The PerformerTibor AngeloNo ratings yet
- Owners Handbook BUKH DV 29 RMEDocument24 pagesOwners Handbook BUKH DV 29 RME신영호No ratings yet
- S70me CDocument9 pagesS70me CchrisNo ratings yet
- Datasheet Stamford Alternator Hci544e 3 PhaseDocument9 pagesDatasheet Stamford Alternator Hci544e 3 PhaseUjjal SarkarNo ratings yet
- 44523-RWO-Veolia-OWS COM 8 2016 WEB PDFDocument4 pages44523-RWO-Veolia-OWS COM 8 2016 WEB PDFfarev mochamad ihromiNo ratings yet
- Bitzer 4G-30.2 Part NumDocument7 pagesBitzer 4G-30.2 Part NumFreddy Gomez GNo ratings yet
- G300 Parts Catalogue (New) 3Document10 pagesG300 Parts Catalogue (New) 3Operations gtllogisticsNo ratings yet
- 40MF Series End Suction Fire Pump & Package System BrochureDocument4 pages40MF Series End Suction Fire Pump & Package System BrochurearsushanNo ratings yet
- Callesen Diesel 427 Series Technical SpecificationsDocument1 pageCallesen Diesel 427 Series Technical SpecificationsDennis JensenNo ratings yet
- M020 Code Book For Spare Parts, Diesel United - SULZER Diesel Engine RTA72Document227 pagesM020 Code Book For Spare Parts, Diesel United - SULZER Diesel Engine RTA72Matija Segarić100% (1)
- KG2Document3 pagesKG2anon_697917996No ratings yet
- Pielstick Engine 12Pa6-Stc Injection: MAN Diesel & TurboDocument1 pagePielstick Engine 12Pa6-Stc Injection: MAN Diesel & TurbomunhNo ratings yet
- Component ServiceDocument7 pagesComponent ServiceFahmi AliNo ratings yet
- Model M25: Free FallDocument44 pagesModel M25: Free Fallpedro valdes100% (1)
- Installation and Operating Manual: Air OnlyDocument11 pagesInstallation and Operating Manual: Air OnlyMauricio Ariel H. OrellanaNo ratings yet
- Installation and Operating Manual: Publication T5-814, Rev 1 Dated: April 15, 2014Document12 pagesInstallation and Operating Manual: Publication T5-814, Rev 1 Dated: April 15, 2014Karthikeyan KasirajanNo ratings yet
- TDI - Service Manual Model T100V Turbo Twin Engine Air StartDocument18 pagesTDI - Service Manual Model T100V Turbo Twin Engine Air StartJorge ContrerasNo ratings yet
- Spare Parts and Project For Scheidt and BachmannDocument223 pagesSpare Parts and Project For Scheidt and Bachmannnachit01No ratings yet
- ATR Ata - 25 - Equipment - FurnishingDocument58 pagesATR Ata - 25 - Equipment - FurnishingJesús Montalvo FernándezNo ratings yet
- Global 2 IDNS - PLC CommissioningDocument16 pagesGlobal 2 IDNS - PLC CommissioningCesar ChaconNo ratings yet
- + - OSDI2020-FIRM - An Intelligent Fine-Grained Resource Management Framework For SLO-Oriented MicroservicesDocument22 pages+ - OSDI2020-FIRM - An Intelligent Fine-Grained Resource Management Framework For SLO-Oriented MicroservicesBENKEMCHI OussamaNo ratings yet
- Construction Management LecturesDocument8 pagesConstruction Management LecturesJosua MenisNo ratings yet
- Basic Firefighting LectureDocument88 pagesBasic Firefighting LectureBfp Region Vii SanJoseNo ratings yet
- Does Not Export The Right Colors by The Bodymovin in The Gradient Issue #1440 Airbnblottie-Web GitHubDocument1 pageDoes Not Export The Right Colors by The Bodymovin in The Gradient Issue #1440 Airbnblottie-Web GitHubAbirama ShankaraNo ratings yet
- Diagrama y Manual de Servicio Genius - swn51 - 1000Document18 pagesDiagrama y Manual de Servicio Genius - swn51 - 1000Asmeri RuizNo ratings yet
- Installation of ESRS Virtual Edition (ESRSVE) On VMwareDocument58 pagesInstallation of ESRS Virtual Edition (ESRSVE) On VMwaremummy206No ratings yet
- Civil/Structural Calculation SheetDocument19 pagesCivil/Structural Calculation Sheetfbaxter22No ratings yet
- Journal of Energy StorageDocument14 pagesJournal of Energy StorageLuis Antonio CNo ratings yet
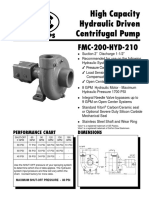
- FMC 200 Hyd 210Document2 pagesFMC 200 Hyd 210Ruben SaccoNo ratings yet
- Advantages of I/O Device Management On Operating SystemDocument4 pagesAdvantages of I/O Device Management On Operating SystemIbrahim HasanNo ratings yet
- Chapter - 2: Basic Computer Organization and DesignDocument74 pagesChapter - 2: Basic Computer Organization and Designketulmp0% (1)
- AppletcontinuesDocument47 pagesAppletcontinuesManeesha CmNo ratings yet
- Perspective, Secne Design, and Basic AnimationDocument17 pagesPerspective, Secne Design, and Basic AnimationShehnaz ObeidatNo ratings yet
- Final Report For Research PaperDocument55 pagesFinal Report For Research PaperAnshu PandeyNo ratings yet
- 1687836876505b6669848e0 1100623Document14 pages1687836876505b6669848e0 1100623jhon130296No ratings yet
- Networks Pre Connection Attacks PDFDocument15 pagesNetworks Pre Connection Attacks PDFaniket kasturiNo ratings yet
- 6G7V0028-1CWK100-Principles-Practices-Cyber Security-ASSIGNMENT-Description-2023-2024-UpdateDocument9 pages6G7V0028-1CWK100-Principles-Practices-Cyber Security-ASSIGNMENT-Description-2023-2024-UpdateMayukh SahaNo ratings yet
- Q3876 Common Questions About ActiveX Controls in CitectSCADADocument5 pagesQ3876 Common Questions About ActiveX Controls in CitectSCADAdesrico20039088No ratings yet
- Python Regular Expressions (RegEx) Cheat SheetDocument4 pagesPython Regular Expressions (RegEx) Cheat SheetbabjeereddyNo ratings yet
- Thesis Paper On Mobile Banking in BangladeshDocument8 pagesThesis Paper On Mobile Banking in Bangladeshaflnzefdqbrevm100% (2)
- Statistical Analysis of The Process of Repair of ADocument11 pagesStatistical Analysis of The Process of Repair of APapa-abdou DiengNo ratings yet
- CES 2020 Summary: by Frank Egle, I/EZ-I (Slide 1-46), Dr. Harald Altinger I/EF-XS (Slide 47-50)Document50 pagesCES 2020 Summary: by Frank Egle, I/EZ-I (Slide 1-46), Dr. Harald Altinger I/EF-XS (Slide 47-50)mazuedNo ratings yet
- A626S21 INT69-DMY Diagnose 71000445 0-EbookDocument2 pagesA626S21 INT69-DMY Diagnose 71000445 0-EbookSergeyNo ratings yet
- Agile vs Waterfall: Which Project Methodology is BestDocument29 pagesAgile vs Waterfall: Which Project Methodology is BestAhmad Adeniyi SharafudeenNo ratings yet
- Lecture3-1 OSSS TreesDocument39 pagesLecture3-1 OSSS Treesahmezo100% (1)
- JL-03-November-December The Strutted Box Widening Method For Prestressed Concrete Segmental BridgesDocument18 pagesJL-03-November-December The Strutted Box Widening Method For Prestressed Concrete Segmental BridgesVivek PremjiNo ratings yet
- HT Metal Frame AnchorDocument4 pagesHT Metal Frame AnchorChirag SharmaNo ratings yet