You might also like
- Standard Alignment Procedure in 3 Easy Steps: Machine Coupling Base & FeetDocument1 pageStandard Alignment Procedure in 3 Easy Steps: Machine Coupling Base & FeetharisNo ratings yet
- Selection Guide Dimensional Data Overview and Performance DataDocument4 pagesSelection Guide Dimensional Data Overview and Performance Data3568No ratings yet
- IVECO EURO TRAKKER 4 - 5 - MANUAL Repair Manual PDFDocument1,702 pagesIVECO EURO TRAKKER 4 - 5 - MANUAL Repair Manual PDFMOHAC KILICASLANNo ratings yet
- PC-PPC-TCC-2_82M-3_US_WEBDocument32 pagesPC-PPC-TCC-2_82M-3_US_WEBvmkmechNo ratings yet
- Maintenance: & Troubleshooting GuideDocument28 pagesMaintenance: & Troubleshooting GuideALBERTO CUEVASNo ratings yet
- Geometrical ToleranceDocument80 pagesGeometrical Tolerancebuddy-20087751No ratings yet
- Mpa-Fm: Medium Voltage - Electric Fire Pump ControllerDocument2 pagesMpa-Fm: Medium Voltage - Electric Fire Pump ControllerAle LabraNo ratings yet
- BearingsDocument10 pagesBearingsafif atmaja100% (1)
- Selecting The Right Gear Coupling For Your ApplicationDocument58 pagesSelecting The Right Gear Coupling For Your ApplicationPrashant MishraNo ratings yet
- Destaco Handle Open Angle Page 41 PDFDocument30 pagesDestaco Handle Open Angle Page 41 PDFMihaiNo ratings yet
- 2008 10 08 Product Show Mixing SpeakersDocument18 pages2008 10 08 Product Show Mixing SpeakersyhjhzzjNo ratings yet
- Aerolab ReviewerDocument7 pagesAerolab ReviewerHershey Jean RoselloNo ratings yet
- Selection of Tightening Tools 4. Tightening ReliabilityDocument4 pagesSelection of Tightening Tools 4. Tightening ReliabilityXuan Tri NNo ratings yet
- US CrimpposterDocument1 pageUS CrimpposterGábor SulyokNo ratings yet
- Know About AlignmentDocument58 pagesKnow About AlignmentHamdi Mohamed100% (2)
- Expression of Uncertainty in MeasurementDocument1 pageExpression of Uncertainty in MeasurementamishraiocNo ratings yet
- Alignment StandardsDocument6 pagesAlignment StandardsFidelFornolles100% (2)
- TroubleshootingDocument32 pagesTroubleshootingGary AvilaNo ratings yet
- Adjustable Dead Band Pressure Switches CAT281Document15 pagesAdjustable Dead Band Pressure Switches CAT281Senthil KumarNo ratings yet
- Iveco Daily 2000my - Repair Manual PDFDocument1,654 pagesIveco Daily 2000my - Repair Manual PDFPedro Sousa50% (2)
- Group 34A Rear SuspensionDocument13 pagesGroup 34A Rear SuspensionNeoGaraNo ratings yet
- Alignment TolerancesDocument7 pagesAlignment TolerancesFarhan MalekNo ratings yet
- Edrive Eliminator HD BrochureDocument12 pagesEdrive Eliminator HD BrochureminakirolosNo ratings yet
- EUROCARGO TECTOR 6-10T REPAIR MANUALDocument1,184 pagesEUROCARGO TECTOR 6-10T REPAIR MANUALPedro Martinez Moreno100% (1)
- Alignment For Engineers - OGSDocument128 pagesAlignment For Engineers - OGSAhmed Abdelwahab100% (3)
- OFG SeatingSpecificationsGuide PDFDocument91 pagesOFG SeatingSpecificationsGuide PDFVincent De GuzmanNo ratings yet
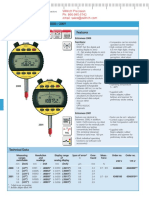
- Mahr-Federal-2000-Extramess ManualDocument1 pageMahr-Federal-2000-Extramess ManualEdryle AtanacioNo ratings yet
- Rotary Encoder E50 Series Instruction ManualDocument1 pageRotary Encoder E50 Series Instruction ManualArie Cahyo UtomoNo ratings yet
- Dial Indicators and Digital Indicators: Mounting A Dial IndicatorDocument1 pageDial Indicators and Digital Indicators: Mounting A Dial IndicatorozanNo ratings yet
- Importance Motor Shaft Motor Systemts4 PDFDocument2 pagesImportance Motor Shaft Motor Systemts4 PDFFrandika PrimayogaNo ratings yet
- Iveco - Daily 2006my - Repair ManualDocument719 pagesIveco - Daily 2006my - Repair Manualjuan100% (4)
- How To Use MultimeterDocument31 pagesHow To Use MultimeterJuan Manuel Ortega PérezNo ratings yet
- E0401GB_Timken-Metric-Tapered-Roller-Bearings-Matched-Bearing-AssembliesDocument16 pagesE0401GB_Timken-Metric-Tapered-Roller-Bearings-Matched-Bearing-AssembliesVladislavNo ratings yet
- Online Easy Friction: Detailed Friction Calculations For Rolling BearingsDocument4 pagesOnline Easy Friction: Detailed Friction Calculations For Rolling BearingsR BhattacharyaNo ratings yet
- Fenner Belt Tension Pen Data Sheet PDFDocument2 pagesFenner Belt Tension Pen Data Sheet PDFSadi KutkutNo ratings yet
- SI Auto Transm BPT 06 18 Rev2Document1 pageSI Auto Transm BPT 06 18 Rev2deepak.sNo ratings yet
- Load Cells-Cas Displacement/Position Sensors I-Target: PotentiometricDocument2 pagesLoad Cells-Cas Displacement/Position Sensors I-Target: PotentiometricYadi Elsa NDNo ratings yet
- Structure and Precision of Linear Guides Linear Guide Preload and Allowable LoadDocument1 pageStructure and Precision of Linear Guides Linear Guide Preload and Allowable LoadAdrian JoelNo ratings yet
- Sysdrive JV Series Ac InverterDocument4 pagesSysdrive JV Series Ac Inverteri ccNo ratings yet
- Guide To Turning Inserts: CN RTGDocument180 pagesGuide To Turning Inserts: CN RTGIwan Setiawan Part IINo ratings yet
- Suregears - Planetary GearboxesDocument3 pagesSuregears - Planetary GearboxesR Fonseca GomezNo ratings yet
- Flyer Lenze Selection Torque Limiters ENDocument3 pagesFlyer Lenze Selection Torque Limiters ENmohamedsiicNo ratings yet
- Brookfield Choices For InstrumentationDocument1 pageBrookfield Choices For InstrumentationRS RetheeshNo ratings yet
- AVC DeviceDocument1 pageAVC DeviceMUFİTNo ratings yet
- Numerical Non Directional Overcurrent Protection Relay TypeDocument4 pagesNumerical Non Directional Overcurrent Protection Relay TypeSudipta HalderNo ratings yet
- Shaft AlignmentDocument44 pagesShaft Alignmentrodolfosti100% (1)
- Heavy Duty Ball Screw Linear ActuatorsDocument12 pagesHeavy Duty Ball Screw Linear ActuatorsFernando NinoNo ratings yet
- Double Integration MethodDocument12 pagesDouble Integration MethodPocavNo ratings yet
- Catálogo de Manutenção de Correiais Industriais PDFDocument60 pagesCatálogo de Manutenção de Correiais Industriais PDFViniciusCamargosNo ratings yet
- 6 80940na Linked PDFDocument180 pages6 80940na Linked PDFroparts cluj100% (1)
- Springback I R7 UpdateDocument125 pagesSpringback I R7 UpdateDANIEL DIAZNo ratings yet
- Geometrical Dimensioning & Tolerancing (GD&T) : Sumit Kumar JhaDocument23 pagesGeometrical Dimensioning & Tolerancing (GD&T) : Sumit Kumar Jhapallerla pradeepNo ratings yet
- QuickGuide Dial-Indicators PDFDocument4 pagesQuickGuide Dial-Indicators PDFAsyifatunSholihahNo ratings yet
- 140H Transmission RepairDocument2 pages140H Transmission RepairHussein Sayed100% (2)
- Truck-Mounted Cranes HB350R Lifts Heavy LoadsDocument4 pagesTruck-Mounted Cranes HB350R Lifts Heavy LoadsRodrigo LealNo ratings yet
- Finitura Flange e GuarnizioniDocument1 pageFinitura Flange e GuarnizioniBrooke CraigNo ratings yet
- ProductOverview 2023 EN-82Document1 pageProductOverview 2023 EN-82Ismail AliNo ratings yet
- Dual Rectifier Solo HeadDocument11 pagesDual Rectifier Solo HeadВиктор АлимовNo ratings yet
- Madras University Time TableDocument19 pagesMadras University Time TablearvindNo ratings yet
- Colloquium: A Learner-Centric View of Mobile Seamless Learning Lung-Hsiang WongDocument5 pagesColloquium: A Learner-Centric View of Mobile Seamless Learning Lung-Hsiang WongWayne LeungNo ratings yet
- Tall VarietiesDocument23 pagesTall VarietiessakthivelNo ratings yet
- Power Converters Simulation Lab Manual - (2015-2016)Document41 pagesPower Converters Simulation Lab Manual - (2015-2016)Leela KrishnaNo ratings yet
- Investingunplugged PDFDocument225 pagesInvestingunplugged PDFWilliam MercerNo ratings yet
- Solvents and Their Nomenclauture PDFDocument10 pagesSolvents and Their Nomenclauture PDFAashish GauravNo ratings yet
- Melissa Wanstall March 2016Document2 pagesMelissa Wanstall March 2016api-215567355No ratings yet
- CSC V CADocument2 pagesCSC V CAAllen GrajoNo ratings yet
- Zida Requirements of Renewal FormDocument1 pageZida Requirements of Renewal FormTafadzwa Matthew Gwekwerere P.B.CNo ratings yet
- Discover Haxeflixel FullDocument182 pagesDiscover Haxeflixel FullKristian Macanga100% (3)
- IPUMS CPS Exercise 2 For RDocument7 pagesIPUMS CPS Exercise 2 For RKateO838No ratings yet
- IELTS PART 1 (Autoguardado)Document8 pagesIELTS PART 1 (Autoguardado)CARLOS CAICEDONo ratings yet
- 10 - A TFT-LCD Source-Driver IC With Charge-Recycling TechniqueDocument11 pages10 - A TFT-LCD Source-Driver IC With Charge-Recycling Techniquematwan29No ratings yet
- A Comparative Analysis of Performance of Public & Private Sector Mutual FundsDocument30 pagesA Comparative Analysis of Performance of Public & Private Sector Mutual Fundsk kNo ratings yet
- Sterotex SheetDocument2 pagesSterotex SheetHemant DangarNo ratings yet
- ETL Process in Data WarehouseDocument40 pagesETL Process in Data WarehouseshariqatariqNo ratings yet
- Financial Markets (Chapter 9)Document2 pagesFinancial Markets (Chapter 9)Kyla Dayawon100% (1)
- Solution Manual For Macroeconomics 7th Edition Olivier BlanchardDocument38 pagesSolution Manual For Macroeconomics 7th Edition Olivier Blanchardilvaitekabassou7k10tNo ratings yet
- PowerShell Advanced Function Parameter AttributesDocument6 pagesPowerShell Advanced Function Parameter Attributesignacio fernandez luengoNo ratings yet
- Strategic Human Resources Planning 5th Edition Belcourt Solutions ManualDocument25 pagesStrategic Human Resources Planning 5th Edition Belcourt Solutions ManualMarioAbbottojqd100% (52)
- Missing Dovetail RfiDocument1 pageMissing Dovetail RfiPurushotam TapariyaNo ratings yet
- IRS Form 13909Document2 pagesIRS Form 13909whoiscolleenlynnNo ratings yet
- Passive Fire Protection PDFDocument7 pagesPassive Fire Protection PDFVictor SampaNo ratings yet
- 07 Safety Culture Informed Just and FairDocument49 pages07 Safety Culture Informed Just and FairDaniel Gaspar SilvaNo ratings yet
- InfluencerDocument198 pagesInfluencerAkanksha SethiNo ratings yet
- Mos Project Report-"Customer Satisfaction Survey: Telecom Sector"Document16 pagesMos Project Report-"Customer Satisfaction Survey: Telecom Sector"Kabejor Rahman Aka-NickyNo ratings yet
- Consumer Behaviour 1Document11 pagesConsumer Behaviour 1Rushika ShahNo ratings yet
- Palacio VsDocument2 pagesPalacio VsRaymart SalamidaNo ratings yet
- A Seminar Report On Floating Wind TurbineDocument26 pagesA Seminar Report On Floating Wind Turbinevaishakh123450% (6)