You might also like
- Automatic Room Light Controller With Bidirectional Visitor CounterDocument37 pagesAutomatic Room Light Controller With Bidirectional Visitor Counteramysure150% (2)
- Hardware Implementation: Unit 4Document11 pagesHardware Implementation: Unit 4jyothula varunNo ratings yet
- Seminar Report On Missile Detection SystemDocument26 pagesSeminar Report On Missile Detection SystemSaurabh SinghNo ratings yet
- Line Follower RobotDocument62 pagesLine Follower RobotPraveen Khatkale PatilNo ratings yet
- EYE BLINK SENSOR ACCIDENT PREVENTIONDocument31 pagesEYE BLINK SENSOR ACCIDENT PREVENTIONPoorva Gupta67% (3)
- Smart TRolley With CounterDocument33 pagesSmart TRolley With CounterMukeshpanigrahyNo ratings yet
- N568PPTDocument29 pagesN568PPTRavi PexelsNo ratings yet
- In Industrial Process, Speed As A Variable Refers To The ReDocument71 pagesIn Industrial Process, Speed As A Variable Refers To The Reapi-19786583No ratings yet
- Eye BlinkDocument31 pagesEye BlinkNarender C. PalNo ratings yet
- P39-43 PDFDocument5 pagesP39-43 PDFyahya khanNo ratings yet
- Line Following RobotDocument54 pagesLine Following RobotGautam RaaviNo ratings yet
- Project ReportDocument31 pagesProject Reportsahilsahni20No ratings yet
- SPEED CHECKER FOR HI-WAsYSDocument26 pagesSPEED CHECKER FOR HI-WAsYSAbhinav KumaarNo ratings yet
- AUTOMATIC_ROOM_LIGHT_CONTROLLERDocument26 pagesAUTOMATIC_ROOM_LIGHT_CONTROLLERdamasNo ratings yet
- Embedded System for Robot ControlDocument13 pagesEmbedded System for Robot Controllucky jNo ratings yet
- Industrial Conveyor Belt Object CounterDocument15 pagesIndustrial Conveyor Belt Object CounterRavi Joshi100% (1)
- Remote Control Based Home Appliances Final ReportDocument21 pagesRemote Control Based Home Appliances Final ReportMohamed Anes100% (4)
- Remote Control Based Home Appliances Final ReportDocument22 pagesRemote Control Based Home Appliances Final ReportVishal Vn50% (2)
- Micro Controller Base Satelite TrackingDocument67 pagesMicro Controller Base Satelite TrackingYuvraj ChaudhariNo ratings yet
- Block Diagram of Infrared Remote Control SwitchDocument4 pagesBlock Diagram of Infrared Remote Control SwitchminthooNo ratings yet
- Cell Phone Jamming ExplainedDocument81 pagesCell Phone Jamming Explainedbharathimmk100% (1)
- Design of Closed Loop Fly Back Converter Using 3524 ICDocument4 pagesDesign of Closed Loop Fly Back Converter Using 3524 ICMechWindNaniNo ratings yet
- Line Follower RobotDocument29 pagesLine Follower RobotSebastin AshokNo ratings yet
- Highway Speed CheckerDocument24 pagesHighway Speed Checkerritesh chauhanNo ratings yet
- Eye Blink DocumentDocument38 pagesEye Blink Documentpavani13No ratings yet
- Thanks: With More Than 1000 Students/ Professors, Subject Experts and Editors Contributing To It Every DayDocument46 pagesThanks: With More Than 1000 Students/ Professors, Subject Experts and Editors Contributing To It Every DayGaurav Sharma0% (1)
- Atm Security PsyDocument84 pagesAtm Security Psyarunraja98No ratings yet
- Print OutDocument13 pagesPrint Outnazece08No ratings yet
- Ac Voltage Controller Using Thyristor Project Report by SandeepDocument29 pagesAc Voltage Controller Using Thyristor Project Report by SandeepSANDEEP DHANDA100% (1)
- Temp Measurment Using GSMDocument12 pagesTemp Measurment Using GSMRavi JoshiNo ratings yet
- Intelligent Street Light Control While Obstacle PassingDocument32 pagesIntelligent Street Light Control While Obstacle Passingprashanthi_komatireddyNo ratings yet
- Railway Accident Monitoring System: A Project Report ONDocument13 pagesRailway Accident Monitoring System: A Project Report ONPrateek SrivastavNo ratings yet
- Design of A High Performance Non-Contact Digital Tachometer by Using 8051 MicrocontrollerDocument20 pagesDesign of A High Performance Non-Contact Digital Tachometer by Using 8051 Microcontrollerapi-19786583100% (1)
- Water Level ControlDocument39 pagesWater Level Controlkrishna mohan pandeyNo ratings yet
- TheftDocument12 pagesTheftEmeka Nelson OffornedoNo ratings yet
- Automatic Street LightDocument13 pagesAutomatic Street LightReymark CrisostomoNo ratings yet
- RF robotic vehicle detects metalsDocument4 pagesRF robotic vehicle detects metalsvijay4vlrNo ratings yet
- Remote Control Fan RegulatorDocument42 pagesRemote Control Fan Regulatorshiningstar_abhi376567% (3)
- P 2700 Eyeblink Sensor in VehicleDocument25 pagesP 2700 Eyeblink Sensor in Vehicle_imsandeepNo ratings yet
- Wireless Biomedical Monitoring SystemDocument81 pagesWireless Biomedical Monitoring SystemAmna AamirNo ratings yet
- Microcontroller based ovenDocument19 pagesMicrocontroller based ovennikboy88No ratings yet
- Chapter 4 Hardware Description 4.1 Components ListDocument19 pagesChapter 4 Hardware Description 4.1 Components ListDHARSHANA C PNo ratings yet
- Index: Objective Introduction Circuit Description List of Components Circuit Diagram Components DescriptionDocument19 pagesIndex: Objective Introduction Circuit Description List of Components Circuit Diagram Components DescriptionKrishnaBihariShuklaNo ratings yet
- Project ReportDocument14 pagesProject ReportNoah100% (7)
- Eyeblink Sensor in VehicleDocument25 pagesEyeblink Sensor in VehicleArulNo ratings yet
- DC-DC Converter: ContentDocument11 pagesDC-DC Converter: ContentguillermomolteniNo ratings yet
- 1) Remote Control Electrical Switch Board.Document6 pages1) Remote Control Electrical Switch Board.Javed KarigarNo ratings yet
- Li-Fi Industries Communication Using Laser Media in Open SpaceDocument61 pagesLi-Fi Industries Communication Using Laser Media in Open SpaceVinothKumar100% (1)
- Automatic Room Light Controller With Bidirectional Visitor CounterDocument20 pagesAutomatic Room Light Controller With Bidirectional Visitor CounterpraneethNo ratings yet
- Traffic Light Control System ProjectDocument12 pagesTraffic Light Control System ProjectVinay ReddyNo ratings yet
- Smart Hospital Fault Detection and Alert SystemDocument21 pagesSmart Hospital Fault Detection and Alert SystemPravat SatpathyNo ratings yet
- Microcontroller Based Vehicle Security SystemDocument67 pagesMicrocontroller Based Vehicle Security Systemlokesh_045No ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- 110 Waveform Generator Projects for the Home ConstructorFrom Everand110 Waveform Generator Projects for the Home ConstructorRating: 4 out of 5 stars4/5 (1)
- Beginning Digital Electronics through ProjectsFrom EverandBeginning Digital Electronics through ProjectsRating: 5 out of 5 stars5/5 (1)
- Power Supply Projects: A Collection of Innovative and Practical Design ProjectsFrom EverandPower Supply Projects: A Collection of Innovative and Practical Design ProjectsRating: 3 out of 5 stars3/5 (2)
- 7XV5662-6AD10 Resistance Temperature Detector (RTD-box) TR1200Document3 pages7XV5662-6AD10 Resistance Temperature Detector (RTD-box) TR1200ClaudioNo ratings yet
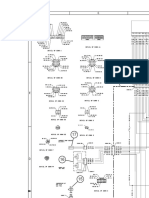
- AC SchematicDocument6 pagesAC SchematicsuwarjitechnicNo ratings yet
- ELD9500.036F - C-LTC70HF - 70w LTC Filter Kit - Spec - 2020.06Document1 pageELD9500.036F - C-LTC70HF - 70w LTC Filter Kit - Spec - 2020.06Ahmed Fahd AmeerNo ratings yet
- STP-CB 3/5 3 Phase Motor Control Panel Wiring Diagram (For Non-Hazardous, Indoor Use Only)Document2 pagesSTP-CB 3/5 3 Phase Motor Control Panel Wiring Diagram (For Non-Hazardous, Indoor Use Only)IverNo ratings yet
- 10 Soft StartersDocument40 pages10 Soft Startersvinay nagvanshiNo ratings yet
- GPS2BDocument40 pagesGPS2Bgirish19No ratings yet
- Is.10118.3.1982 0 PDFDocument33 pagesIs.10118.3.1982 0 PDFBhalsingh JangraNo ratings yet
- ABB ConceptBS Switch SocketDocument9 pagesABB ConceptBS Switch SocketKiki WidyaNo ratings yet
- Dissolved Ozone Monitor BrochureDocument2 pagesDissolved Ozone Monitor BrochurekumarNo ratings yet
- UP5-4 UP5-5.5 UP5-7.5 UP5-15c Parts 80445265 Oct 2008Document108 pagesUP5-4 UP5-5.5 UP5-7.5 UP5-15c Parts 80445265 Oct 2008JoeNo ratings yet
- CP-433E, CS-423E, and CS-433E Electrical System Vibratory CompactorDocument2 pagesCP-433E, CS-423E, and CS-433E Electrical System Vibratory CompactorHector VallesNo ratings yet
- PDFDocument4 pagesPDFBimMariusNo ratings yet
- Manual - VSD Remote 02250152-374 PDFDocument26 pagesManual - VSD Remote 02250152-374 PDFALEJANDRONo ratings yet
- K8AB Monitoring Relay DatasheetDocument38 pagesK8AB Monitoring Relay DatasheetSheila Rose Bacerra-VillafloresNo ratings yet
- RC 1979 07Document65 pagesRC 1979 07Jan PranNo ratings yet
- 03 Directional OvercurrentDocument10 pages03 Directional OvercurrentM Kumar MarimuthuNo ratings yet
- C&S Switchgear Price List 1-7-17 Old For Comparison StatementDocument62 pagesC&S Switchgear Price List 1-7-17 Old For Comparison StatementJince LawranceNo ratings yet
- 3.HT Motor SpecificationDocument18 pages3.HT Motor SpecificationsidearthmanNo ratings yet
- Vacon 100 Application Manual DPD00927F UK PDFDocument342 pagesVacon 100 Application Manual DPD00927F UK PDFCESAR LOPEZNo ratings yet
- Ejercicios Electroneumática AvanzadaDocument240 pagesEjercicios Electroneumática AvanzadaFelipe CantilloNo ratings yet
- LiftUnit7 DocumentationDocument44 pagesLiftUnit7 Documentationangela1590No ratings yet
- CT Saturation TestDocument4 pagesCT Saturation TestTara P. PradhanNo ratings yet
- 3500B Engines Application and Installation GuideDocument94 pages3500B Engines Application and Installation GuideDam Nguyen100% (7)
- Hyundai Service Training Etacs Electronic Time Alarm Control SystemDocument8 pagesHyundai Service Training Etacs Electronic Time Alarm Control Systemmichael100% (50)
- Hac - Heater & Air Conditioning Control SystemDocument301 pagesHac - Heater & Air Conditioning Control SystemLeonardoNo ratings yet
- Automation Services NRJED114601EN 042017Document64 pagesAutomation Services NRJED114601EN 042017mahmoudNo ratings yet
- Easun Reyrolle LimitedDocument25 pagesEasun Reyrolle LimitedNandgulabDeshmukhNo ratings yet
- Transformer Parallel Operation ConditionsDocument42 pagesTransformer Parallel Operation ConditionsArunraj Venugopal100% (1)
- Fire Data Book 2010Document352 pagesFire Data Book 2010Paul Guaman50% (2)
- T R 1 - Testing Distance RelaysDocument20 pagesT R 1 - Testing Distance RelaysCarlos Cordero HerreraNo ratings yet