You might also like
- Api 5l GR x52 psl1 psl2 Pipe PDFDocument31 pagesApi 5l GR x52 psl1 psl2 Pipe PDFSefliadi StNo ratings yet
- Welding Consumables Calculator Rev.01Document8 pagesWelding Consumables Calculator Rev.01Jithin DevadaruNo ratings yet
- Available Net Positive Suction Head ReportDocument10 pagesAvailable Net Positive Suction Head ReportWael WaelNo ratings yet
- LGP32-13PL1 Power SpecificationDocument73 pagesLGP32-13PL1 Power SpecificationClaudio Hector Arrosa100% (1)
- QP10-U-704 Rev0 Typical Major Road Cross Section Concrete CADocument1 pageQP10-U-704 Rev0 Typical Major Road Cross Section Concrete CAnawajhaNo ratings yet
- Discharge Calculator - Flowrates, Jet Properties and Outfall DesignDocument35 pagesDischarge Calculator - Flowrates, Jet Properties and Outfall DesignjnmanivannanmechNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument33 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- QP10-U-705 Rev0 Typical Crossing of Foreign Cabels or PipesDocument1 pageQP10-U-705 Rev0 Typical Crossing of Foreign Cabels or PipesnawajhaNo ratings yet
- T ND 000123000000000000 NRL 02301Document19 pagesT ND 000123000000000000 NRL 02301nourooziNo ratings yet
- Intake Pipe & Scraper LauncherDocument14 pagesIntake Pipe & Scraper Launcherraymond gtpanNo ratings yet
- QW223601 03 MCT 4500004013 PR D156 00001 - 02Document16 pagesQW223601 03 MCT 4500004013 PR D156 00001 - 02eladawyemadNo ratings yet
- Dredging and Maritime Management - CFG-LG - 2020yeDocument44 pagesDredging and Maritime Management - CFG-LG - 2020yeMili KarapetyanNo ratings yet
- CERC Capital Cost Benchmarks Thermal Power PlantsDocument222 pagesCERC Capital Cost Benchmarks Thermal Power PlantsUzair Ahmad SiddiquiNo ratings yet
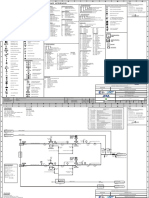
- Desalination Unit 10.84 Midg P&I Diagram: 20-DW - PFB-00002-SID 7Document1 pageDesalination Unit 10.84 Midg P&I Diagram: 20-DW - PFB-00002-SID 7Shaik SameeruddinNo ratings yet
- QP10-U-703 Rev0 Typical Line MarkerDocument1 pageQP10-U-703 Rev0 Typical Line MarkernawajhaNo ratings yet
- Water Desalination MatrixDocument37 pagesWater Desalination MatrixShehreyar KhanNo ratings yet
- KSB PumpsDocument18 pagesKSB PumpsZainalNo ratings yet
- 1ef 110mec 1MH DS 060610 - BDocument204 pages1ef 110mec 1MH DS 060610 - Bاحمد شوقي عمارNo ratings yet
- AECOM Handbook 2023Document122 pagesAECOM Handbook 2023vividsurveyorNo ratings yet
- RCC Sump Construction Project for 120,000 Liter CapacityDocument35 pagesRCC Sump Construction Project for 120,000 Liter CapacitysssmitNo ratings yet
- Supply, install and Commissioning of E tender for Majis Desalination PlantDocument26 pagesSupply, install and Commissioning of E tender for Majis Desalination PlantFeroz HakkimNo ratings yet
- MATERIALS FOR CAST IRON NON RETURN VALVEDocument1 pageMATERIALS FOR CAST IRON NON RETURN VALVETanmoy DuttaNo ratings yet
- 2503 Thermal Mass Flowmeter v2.0Document162 pages2503 Thermal Mass Flowmeter v2.0GioquququqNo ratings yet
- 2021-01 HK EngineerDocument52 pages2021-01 HK EngineershaminoNo ratings yet
- Tendernotice 1Document236 pagesTendernotice 1Shweta JoshiNo ratings yet
- HLL HITES Approved Make ListDocument39 pagesHLL HITES Approved Make ListSUDHEESH KUMAR SNo ratings yet
- EPCAgreementDocument159 pagesEPCAgreementSamarth KhatodNo ratings yet
- 255+ Abut. A1 FixDocument70 pages255+ Abut. A1 FixAnkush SharmaNo ratings yet
- Desalination Report-2018Document56 pagesDesalination Report-2018Remya RanjithNo ratings yet
- IBC 2022 Exhibition Standards Book 01 FinalDocument202 pagesIBC 2022 Exhibition Standards Book 01 FinalR BettaNo ratings yet
- Uaq c1 w0 Eri 5010 MH WRF 001 Reva - Erd Technical FileDocument20 pagesUaq c1 w0 Eri 5010 MH WRF 001 Reva - Erd Technical FileABHIJITH M SNo ratings yet
- @?????????????????? Softstarter HandbookDocument95 pages@?????????????????? Softstarter HandbookGanesh DuraisamyNo ratings yet
- AWWADocument10 pagesAWWARostarina AnggrainiNo ratings yet
- HYEN-RFQ-ME-004 - RFQ For FET - Rev.C - 210218Document22 pagesHYEN-RFQ-ME-004 - RFQ For FET - Rev.C - 210218MouiciNo ratings yet
- Betul Bazar Water Supply Project ReportDocument188 pagesBetul Bazar Water Supply Project ReportVIJAYNo ratings yet
- A. Sowfar Sathik: Structural Design EngineerDocument4 pagesA. Sowfar Sathik: Structural Design EngineerSowfar sathikNo ratings yet
- MDBFP Performance CurvesDocument1 pageMDBFP Performance Curvesproloy biswasNo ratings yet
- Design Calc. Oxygen Scavanger Inj. Tank R3-304-1Document18 pagesDesign Calc. Oxygen Scavanger Inj. Tank R3-304-1m khaeronNo ratings yet
- Kocmv007field Erected Storage TanksDocument73 pagesKocmv007field Erected Storage TanksABDELKADER BENABDALLAHNo ratings yet
- Vulnerable Water Resources in Jordan: Hot SpotsDocument51 pagesVulnerable Water Resources in Jordan: Hot SpotsHind Al ShdaifatNo ratings yet
- Kimberley Pipeline Project ReviewDocument20 pagesKimberley Pipeline Project ReviewhopexanddreamxNo ratings yet
- Beam-Column Connection CalculationsDocument8 pagesBeam-Column Connection Calculationsdubin strukturNo ratings yet
- Design SheetDocument33 pagesDesign SheetKELVIN TECHNOLOGIESNo ratings yet
- Base Plate Design CriteriaDocument54 pagesBase Plate Design CriteriaRicardoNo ratings yet
- Bulk Ferric Chloride TankDocument1 pageBulk Ferric Chloride TankKaramSobhyNo ratings yet
- Folai Bundi 2.technical - Docs PDFDocument540 pagesFolai Bundi 2.technical - Docs PDFnc mathurNo ratings yet
- PDF Created With Pdffactory Pro Trial Version: Pxd-767-Cal-02 23 MMDocument24 pagesPDF Created With Pdffactory Pro Trial Version: Pxd-767-Cal-02 23 MMSISIR KR BARMAN0% (1)
- Qatar Sewage Pumping Station Project MaterialsDocument270 pagesQatar Sewage Pumping Station Project Materials721917114 47No ratings yet
- CCG 2013 - UAE Latest Eg Ae 065913Document94 pagesCCG 2013 - UAE Latest Eg Ae 065913Chandru SNo ratings yet
- TIKATHALI-Protection System Design ReportsDocument27 pagesTIKATHALI-Protection System Design ReportsPrakash Singh RawalNo ratings yet
- Bechtel Confidential. © 2012 Bechtel Corporation. All Rights Reserved. Page A-1 of 8Document27 pagesBechtel Confidential. © 2012 Bechtel Corporation. All Rights Reserved. Page A-1 of 8hgogoriyaNo ratings yet
- Heavy Duty Process Pumps According To API 610, 11 Ed. Type NCRDocument11 pagesHeavy Duty Process Pumps According To API 610, 11 Ed. Type NCRJaldhi PatelNo ratings yet
- Butterfly ValveDocument160 pagesButterfly Valvemohamed yousufNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase 1) : 9686-8430-14-713-4001-001 - B1. DWG Cad File NameDocument1 pageRas Markaz Crude Oil Park Project (Phase 1) : 9686-8430-14-713-4001-001 - B1. DWG Cad File NameANIL PLAMOOTTILNo ratings yet
- Footwear Test Results for ESD ProtectionDocument14 pagesFootwear Test Results for ESD ProtectionJenniferValleNo ratings yet
- Sewage Treatment Plant 350CmD (MBBR)Document2 pagesSewage Treatment Plant 350CmD (MBBR)John Axl LajomNo ratings yet
- Saline Water Conversion Corporation Kingdom of Saudi Arabia Projects Engineering DepartmentDocument13 pagesSaline Water Conversion Corporation Kingdom of Saudi Arabia Projects Engineering DepartmentBhavanishankar ShettyNo ratings yet
- Expansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)Document14 pagesExpansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)dodonggNo ratings yet
- Inspection Test and Plan For Storage Tank For Material Carbon SteelDocument5 pagesInspection Test and Plan For Storage Tank For Material Carbon SteelPLTU SULUT QC PASTINo ratings yet
- QCP 12 Project Inspection Record (Zuluf Water Supply Facilities B.I. No. 10-12322)Document6 pagesQCP 12 Project Inspection Record (Zuluf Water Supply Facilities B.I. No. 10-12322)RAMAKRISHNANo ratings yet
- Time Table II Sem 14-15Document5 pagesTime Table II Sem 14-15Satyam GuptaNo ratings yet
- 151430X PDFDocument5 pages151430X PDFIndra RosadiNo ratings yet
- Colibri Arm Som Pxa270 Technical Reference ManualDocument1,246 pagesColibri Arm Som Pxa270 Technical Reference ManualАртемNo ratings yet
- Delhi Skill and Entrepreneurship University: Application Form Session 2021-2022Document3 pagesDelhi Skill and Entrepreneurship University: Application Form Session 2021-2022Shyam DubeyNo ratings yet
- BCS - SS-CRM 460 - 2 Jun2019Document2 pagesBCS - SS-CRM 460 - 2 Jun2019Peterson SudlabNo ratings yet
- Espedosa Module3.5 AssignmentDocument2 pagesEspedosa Module3.5 AssignmentKhemgee EspedosaNo ratings yet
- Non Imaging Fresnel Lenses Design and Performance of Solar ConcentartorDocument278 pagesNon Imaging Fresnel Lenses Design and Performance of Solar ConcentartorYoya LawiNo ratings yet
- Modern Methods of TrainingDocument30 pagesModern Methods of Trainingpatridsouza8875% (4)
- Of For of or Or: The Professional School of Psychology San Francisco, CaliforniaDocument9 pagesOf For of or Or: The Professional School of Psychology San Francisco, CaliforniaSamiMolinaNo ratings yet
- 11 - NRG - Cathodic Protection DesignDocument15 pages11 - NRG - Cathodic Protection DesignBalan100% (1)
- Qognify-VisionHub-Brochure - Rev.01Document4 pagesQognify-VisionHub-Brochure - Rev.01Sarah BerlianiNo ratings yet
- 80312A-ENUS Error LogDocument10 pages80312A-ENUS Error LogSafdar HussainNo ratings yet
- Installation Manual Multi-Function PROTECTION RELAY GRE110, GRE120, GRE130Document22 pagesInstallation Manual Multi-Function PROTECTION RELAY GRE110, GRE120, GRE130Cecep Marfu100% (2)
- Cc-5 SQL TableDocument5 pagesCc-5 SQL TableK.D. computerNo ratings yet
- SetupWizard logs document changes during initial device configurationDocument10 pagesSetupWizard logs document changes during initial device configurationAhmed ZeharaNo ratings yet
- Alayo, M. Internationalization and Entrepreneurial Orientation of Family SMEs The Influence of The Family CharacterArticle 2019Document12 pagesAlayo, M. Internationalization and Entrepreneurial Orientation of Family SMEs The Influence of The Family CharacterArticle 2019Riezz MauladiNo ratings yet
- Msci Acwi Index (Usd) : Cumulative Index Performance - Gross Returns (Usd) (JUN 2005 - JUN 2020) Annual Performance (%)Document3 pagesMsci Acwi Index (Usd) : Cumulative Index Performance - Gross Returns (Usd) (JUN 2005 - JUN 2020) Annual Performance (%)aba boloNo ratings yet
- Control Systems GEDocument482 pagesControl Systems GECarlos ACNo ratings yet
- V-Qa Full Final (PART-B) PDFDocument104 pagesV-Qa Full Final (PART-B) PDFKoushik DeyNo ratings yet
- MCT001 InstructionsDocument2 pagesMCT001 Instructionspatterl2No ratings yet
- Predicting settlements above twin tunnels constructed in soft groundDocument8 pagesPredicting settlements above twin tunnels constructed in soft groundanarNo ratings yet
- IMP Workshop ManualDocument336 pagesIMP Workshop Manualsyllavethyjim67% (3)
- Multi Answer Multiple Choice QuestionsDocument1 pageMulti Answer Multiple Choice Questionsrakibdx001No ratings yet
- Interview Presentations: Steps For Interview Presentation SuccessDocument3 pagesInterview Presentations: Steps For Interview Presentation SuccessAditya SharmaNo ratings yet
- 2 - Class UnpackingDocument22 pages2 - Class UnpackingPhuong Linh ToNo ratings yet
- Project On Couloumbs LawDocument17 pagesProject On Couloumbs LawUjjwal KumarNo ratings yet
- Salary Statement 10 01 2018Document7 pagesSalary Statement 10 01 2018lewin neritNo ratings yet
- Statement of QualificationsDocument1 pageStatement of Qualificationsrf12345No ratings yet
- Rising StrongDocument3 pagesRising StrongPatricia CoyNo ratings yet
- NRD Idg Gy Fiyf FofkDocument7 pagesNRD Idg Gy Fiyf FofkMERA MENTALNo ratings yet