You might also like
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- TDS - Primer - 313 - 81 - MNCKDocument3 pagesTDS - Primer - 313 - 81 - MNCKEduardo NozalNo ratings yet
- 311-83 enDocument3 pages311-83 enFrancisco RodríguezNo ratings yet
- Oxygen System - Thread SealantDocument2 pagesOxygen System - Thread SealantMoamenNo ratings yet
- Ficha Tecnica LubricanteDocument2 pagesFicha Tecnica LubricanteArmando JoyaNo ratings yet
- S-Felt T300 PDSDocument3 pagesS-Felt T300 PDSRandi RahmanNo ratings yet
- ELASTOSIL R 40275 S en 2019.11.05Document3 pagesELASTOSIL R 40275 S en 2019.11.05Jorge MendezNo ratings yet
- Gasket Selection GuideDocument0 pagesGasket Selection Guiderizviabbas2012No ratings yet
- Loctite 2700™: Product DescriptionDocument4 pagesLoctite 2700™: Product DescriptionvuvuvuvNo ratings yet
- TechukDocument8 pagesTechukMiguel LopezNo ratings yet
- SEMICOSIL 987 GR en 2021.09.17Document4 pagesSEMICOSIL 987 GR en 2021.09.17Carlos Enriquez ReyesNo ratings yet
- AG 24400 Jota Etch Euk GBDocument5 pagesAG 24400 Jota Etch Euk GBchusnadiantyNo ratings yet
- Loctite 5182Document3 pagesLoctite 5182ccorp0089No ratings yet
- Loctite LB 8504: Technical Data SheetDocument2 pagesLoctite LB 8504: Technical Data SheetMridu Ranjan SrivastavaNo ratings yet
- IsoTek Manual 8-18-14Document13 pagesIsoTek Manual 8-18-14usamazarifehNo ratings yet
- Oraguard 270 Stone Guard Film 241 Technical Data Sheet Europe enDocument2 pagesOraguard 270 Stone Guard Film 241 Technical Data Sheet Europe enTanascu AlexNo ratings yet
- Loctite 324™: Technical Data SheetDocument3 pagesLoctite 324™: Technical Data SheetUgan Git PadayacheeNo ratings yet
- Sanitary Fittings (MS 02 124 E) R2Document4 pagesSanitary Fittings (MS 02 124 E) R2herysyam1980No ratings yet
- ELASTOSIL R 40155 S en TdsDocument3 pagesELASTOSIL R 40155 S en Tdsxyzdominika275No ratings yet
- Renolit So-Gfb: Description AdvantagesDocument3 pagesRenolit So-Gfb: Description AdvantagesAhmed El TayebNo ratings yet
- Product Information: Chemonit 31 (NR)Document4 pagesProduct Information: Chemonit 31 (NR)iran1362No ratings yet
- E310028 PDFDocument2 pagesE310028 PDFJastaiNo ratings yet
- Loctite Ea 9309.3naDocument5 pagesLoctite Ea 9309.3naechobravo1No ratings yet
- Data Sheet: DescriptionDocument1 pageData Sheet: Descriptiontino taufiqul hafizhNo ratings yet
- Technical Data Sheet: TMS-SCE-2X and TMS-SCE-3XDocument4 pagesTechnical Data Sheet: TMS-SCE-2X and TMS-SCE-3XdakidofdaboomNo ratings yet
- Loctite Silver Grade Anti-Seize Lubricant Stick: Technical Data SheetDocument2 pagesLoctite Silver Grade Anti-Seize Lubricant Stick: Technical Data SheetgoawayNo ratings yet
- TDS LF-371Document1 pageTDS LF-371Ofer ShochetNo ratings yet
- Jotatherm TB550Document5 pagesJotatherm TB550Biju_PottayilNo ratings yet
- Liebherr Telescopic Grease 9613 PlusDocument1 pageLiebherr Telescopic Grease 9613 PlusUmar TauniNo ratings yet
- K-Flex Tapes BrochureDocument16 pagesK-Flex Tapes BrochuregetashishvaidNo ratings yet
- Loctite 518™: Technical Data SheetDocument3 pagesLoctite 518™: Technical Data Sheetsaurabhjerps231221No ratings yet
- ELASTOSIL R 40170 S en 2021.07.01 v6Document3 pagesELASTOSIL R 40170 S en 2021.07.01 v6M J VoraNo ratings yet
- Mat Chem Comp GB en PDFDocument48 pagesMat Chem Comp GB en PDFvzimak2355No ratings yet
- Dow Filmtec LP 4040Document2 pagesDow Filmtec LP 4040Alejandro AliNo ratings yet
- Triflex ™ 3-Layer Combinations: Technical Data SheetDocument2 pagesTriflex ™ 3-Layer Combinations: Technical Data SheetSantosh JayasavalNo ratings yet
- Loctite 2701: Technical Data SheetDocument3 pagesLoctite 2701: Technical Data SheethendrabudimanNo ratings yet
- Prequalification of Seal For Life Company PDFDocument137 pagesPrequalification of Seal For Life Company PDFErkan HorasanNo ratings yet
- Henk Loctite Superflex Red TdsDocument2 pagesHenk Loctite Superflex Red TdsMariano DomenechNo ratings yet
- Teroson RB 1248 J-EnDocument2 pagesTeroson RB 1248 J-EnVikram RazdanNo ratings yet
- Paint Details PDFDocument8 pagesPaint Details PDFpotheek panthoNo ratings yet
- Simrit - Broșura PTFE Chevron SealsDocument10 pagesSimrit - Broșura PTFE Chevron Sealsjo_rz_57100% (1)
- Dupont Teflon: Teflon S Coatings 958-203 and 958-207Document4 pagesDupont Teflon: Teflon S Coatings 958-203 and 958-207Abdul RafiiNo ratings yet
- Powercrete R150Document2 pagesPowercrete R150welbert001No ratings yet
- ARG1-4-GR-GER-ET-E003 - Technical Specification For Acquisition of Booster Shed - r04Document19 pagesARG1-4-GR-GER-ET-E003 - Technical Specification For Acquisition of Booster Shed - r04David GutierrezNo ratings yet
- Fisa TehnicaDocument2 pagesFisa TehnicaAlexandru GamanNo ratings yet
- Elastopack 201: Product DescriptionDocument4 pagesElastopack 201: Product DescriptionnamNo ratings yet
- Product Information: High-Temperature Grease For Food Processing TechnologyDocument2 pagesProduct Information: High-Temperature Grease For Food Processing TechnologyFelipe OsorioNo ratings yet
- Kluber Unisilkon L 250 L Special Lubricating Grease Ptfe DatasheetDocument2 pagesKluber Unisilkon L 250 L Special Lubricating Grease Ptfe DatasheetHigh Tech KatlaneNo ratings yet
- Badotherm Diaphragm Seal AccessoriesDocument3 pagesBadotherm Diaphragm Seal AccessoriestetioNo ratings yet
- Cálculo de Rendimiento de PinturaDocument9 pagesCálculo de Rendimiento de Pinturaresp0312No ratings yet
- 5061 enDocument2 pages5061 enSatendra ThakurNo ratings yet
- Jotachar JF750: Technical Data SheetDocument6 pagesJotachar JF750: Technical Data SheetPeter PetersenNo ratings yet
- P000265 Motorbike 4T 10W 30 Street 45 en GBDocument1 pageP000265 Motorbike 4T 10W 30 Street 45 en GBimranrezaNo ratings yet
- OKS 252 - Product Information: White High Temperature Paste For The Food IndustryDocument2 pagesOKS 252 - Product Information: White High Temperature Paste For The Food IndustryIván ChávezNo ratings yet
- Superlite 111: Technical Data Sheet Material CompositionDocument4 pagesSuperlite 111: Technical Data Sheet Material CompositionSrikumar Krishnamuruthy100% (1)
- Loctite 518 2011Document3 pagesLoctite 518 2011Boss_enqNo ratings yet
- Geotextiles and Geomembranes HandbookFrom EverandGeotextiles and Geomembranes HandbookT.S. IngoldRating: 5 out of 5 stars5/5 (1)
- Concrete Structures For Retaining Aqueous Liquids - Code of PracticeDocument28 pagesConcrete Structures For Retaining Aqueous Liquids - Code of PracticeProject ManagerStructuresNo ratings yet
- How To Pitch A Tent InfographicDocument1 pageHow To Pitch A Tent InfographicMARY ANGELIQUE CAMPO100% (1)
- Defects in BrickworkDocument3 pagesDefects in BrickworksuryakantameNo ratings yet
- Dictionar Tehnic Drilling Englez RomanDocument60 pagesDictionar Tehnic Drilling Englez RomanCristian LukacsNo ratings yet
- Highrise Review PrelimDocument48 pagesHighrise Review PrelimZYJA DLANE MALITNo ratings yet
- Theory of ArchitectureDocument18 pagesTheory of ArchitectureMatthew DeononNo ratings yet
- NFPA 13 2016 Edition (Old File)Document4 pagesNFPA 13 2016 Edition (Old File)raigoukiNo ratings yet
- Coir Boards: Sem, Mbem, SpaDocument57 pagesCoir Boards: Sem, Mbem, SpaTarishi JainNo ratings yet
- Guidance Notes On The Use of Waterprrofing MembranesDocument17 pagesGuidance Notes On The Use of Waterprrofing MembranesDanny LamNo ratings yet
- Archway Bridge Heritage ReportDocument39 pagesArchway Bridge Heritage Reportsarah AL-OBAIDYNo ratings yet
- A905 - Parking Shed DetailsDocument1 pageA905 - Parking Shed DetailsØwięs MØhãmmedNo ratings yet
- Specification Shinso PileDocument1 pageSpecification Shinso PileAjay Kumar Sinha80% (5)
- Catwalk at Shafts BoqDocument2 pagesCatwalk at Shafts BoqNajib Kiwan100% (2)
- Addis Ababa University: Faculty of Technology (South)Document51 pagesAddis Ababa University: Faculty of Technology (South)bereketNo ratings yet
- Resco Product Brochures (Uk) Aluminum FurnaceDocument4 pagesResco Product Brochures (Uk) Aluminum FurnaceWill DNo ratings yet
- Architectural SpecificationsDocument12 pagesArchitectural SpecificationsRaymundo DelfinNo ratings yet
- Internship Report - Qualitycontrol - Kumar Sai Sandeep Kundrapu - Nicmar PuneDocument46 pagesInternship Report - Qualitycontrol - Kumar Sai Sandeep Kundrapu - Nicmar PuneSandeep100% (2)
- The Shape and Structure of Geodesic Dome Homes Make Them Capable of Withstanding Strong WindsDocument4 pagesThe Shape and Structure of Geodesic Dome Homes Make Them Capable of Withstanding Strong Windsange smNo ratings yet
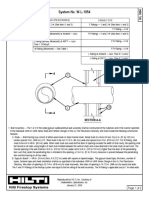
- W-L-1054 Pipe Through Gyp Board AssemblyDocument2 pagesW-L-1054 Pipe Through Gyp Board AssemblyJason StelleNo ratings yet
- Waffle SlabDocument22 pagesWaffle SlabAmana SalamNo ratings yet
- جهات تقويم المطابقة المقبولة لدى الهيئة على النظام الجديد 1 11 1438Document13 pagesجهات تقويم المطابقة المقبولة لدى الهيئة على النظام الجديد 1 11 1438Wajid KNo ratings yet
- 506801GB09 0623 WAKOL Z 625 Levelling CompoundDocument4 pages506801GB09 0623 WAKOL Z 625 Levelling CompoundJakiNo ratings yet
- Element - 111 - 128-Petrol Station BOQDocument6 pagesElement - 111 - 128-Petrol Station BOQMrweNo ratings yet
- Brick For LicenceDocument8 pagesBrick For LicenceAbinashNo ratings yet
- WL7223Document1 pageWL7223Juvenal GutierrezNo ratings yet
- AT-2 - Compiled Notes - Environmental Concept of Architectural DesignDocument13 pagesAT-2 - Compiled Notes - Environmental Concept of Architectural DesignSnowNo ratings yet
- CPAR Folk ArchitectureDocument13 pagesCPAR Folk ArchitectureFaithNo ratings yet
- Baseline Narrative Report TemplateDocument15 pagesBaseline Narrative Report Templateduong hoang tinNo ratings yet
- Kerala PWD Phed RatesDocument76 pagesKerala PWD Phed RatesgmtechnicalNo ratings yet