You might also like
- Construction and Building MaterialsDocument9 pagesConstruction and Building MaterialsFábio FriolNo ratings yet
- Mineralogically Formulated Advanced Shielding Ceramics Utilizing Red Mud and Fly Ash Issoba 2011Document14 pagesMineralogically Formulated Advanced Shielding Ceramics Utilizing Red Mud and Fly Ash Issoba 2011laurentiu_filipescu100% (2)
- 1 s2.0 S0272884221003382 MainDocument23 pages1 s2.0 S0272884221003382 MainMukhtar HamidNo ratings yet
- Ceramics International: Enrico Sassoni, Parsa Pahlavan, Elisa Franzoni, Maria Chiara BignozziDocument10 pagesCeramics International: Enrico Sassoni, Parsa Pahlavan, Elisa Franzoni, Maria Chiara BignozzikarskotNo ratings yet
- Red Mud ConcreteDocument51 pagesRed Mud ConcreteKalyan Elango KalyanNo ratings yet
- Utilization of Marble Powder in Making of Cement Concrete and Analysis of Its Strength CharacteristicsDocument7 pagesUtilization of Marble Powder in Making of Cement Concrete and Analysis of Its Strength CharacteristicsEditor IJTSRDNo ratings yet
- The Use of Urban River Sediments As A Primary Raw Material in The Production of Highly Insulating BrickDocument8 pagesThe Use of Urban River Sediments As A Primary Raw Material in The Production of Highly Insulating BrickduchampsNo ratings yet
- Construction and Building MaterialsDocument10 pagesConstruction and Building MaterialsWasim AbbassNo ratings yet
- Materials Today: ProceedingsDocument7 pagesMaterials Today: ProceedingsNICOL YARITZA SANTAMARIA ROJASNo ratings yet
- 2021 Evaluation of The Red Mud and Quartz Sand On Reinforced Metazeolite-Based Geopolymer CompositesDocument11 pages2021 Evaluation of The Red Mud and Quartz Sand On Reinforced Metazeolite-Based Geopolymer CompositesnurulmienNo ratings yet
- Characterization and Utilization of Rice Husk Ash (RHA) in Fly Ash - BlastDocument6 pagesCharacterization and Utilization of Rice Husk Ash (RHA) in Fly Ash - BlastLuis Fernando Tonholo Domingos100% (1)
- 2016-10.utilization of Red Mud Derived From Bauxite in Self-CompactingDocument8 pages2016-10.utilization of Red Mud Derived From Bauxite in Self-CompactingRamanNo ratings yet
- Sustainable Utilization of Red Mud Waste (Bauxite Residue) and Slag For The Production of Geopolymer Composites A ReviewDocument28 pagesSustainable Utilization of Red Mud Waste (Bauxite Residue) and Slag For The Production of Geopolymer Composites A ReviewShaker QaidiNo ratings yet
- Construction and Building MaterialsDocument9 pagesConstruction and Building MaterialsEsneider GonzálezNo ratings yet
- Influence of Red Mud As A Partial Replacement of Cement With Hydrated LimeDocument8 pagesInfluence of Red Mud As A Partial Replacement of Cement With Hydrated Limeshivanand hippargaNo ratings yet
- Hustavova 2019 IOP Conf. Ser. Mater. Sci. Eng. 549 012027Document9 pagesHustavova 2019 IOP Conf. Ser. Mater. Sci. Eng. 549 012027Dr. M.V.Krishna RaoNo ratings yet
- Medeiros 2019Document9 pagesMedeiros 2019felipeqbrasilNo ratings yet
- JCLPDocument10 pagesJCLPxieningNo ratings yet
- Paper 1Document9 pagesPaper 1Mousam ChoudhuryNo ratings yet
- 5-Evaluation of Phase Formation and Physical-Mechanical Properties of Portland Cements Produced With Civil Construction WasteDocument10 pages5-Evaluation of Phase Formation and Physical-Mechanical Properties of Portland Cements Produced With Civil Construction WastequyNo ratings yet
- Utilization of Marble and Granite Wastes in Brick Products 145 150Document6 pagesUtilization of Marble and Granite Wastes in Brick Products 145 150Soundhar RajanNo ratings yet
- 1 s2.0 S0950061821007534 MainDocument12 pages1 s2.0 S0950061821007534 MainElias SoaresNo ratings yet
- Minerals 11 00439 v2Document19 pagesMinerals 11 00439 v2Neeraj RaghuwanshiNo ratings yet
- Experimental Investigation On Flyash Based Geopolymer BricksDocument12 pagesExperimental Investigation On Flyash Based Geopolymer BricksInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Microstructure and Leaching Characteristics of Fly Ash-Mine Overburden-Lime MixturesDocument5 pagesMicrostructure and Leaching Characteristics of Fly Ash-Mine Overburden-Lime MixturesTusharGuptaNo ratings yet
- Evaluation of Mechanical Properties of Recycled Aggregate Concrete Manufactured With Fly Ash, Bagasse Ash and Banana FiberDocument6 pagesEvaluation of Mechanical Properties of Recycled Aggregate Concrete Manufactured With Fly Ash, Bagasse Ash and Banana FiberSaad IlyasNo ratings yet
- Preparation of Glass-Ceramics From Red Mud in The Aluminium IndustriesDocument6 pagesPreparation of Glass-Ceramics From Red Mud in The Aluminium Industrieslamia97No ratings yet
- A Comparative Study On Clay and Red Soil Based Geopolymer MortarDocument6 pagesA Comparative Study On Clay and Red Soil Based Geopolymer MortarIrfan PvNo ratings yet
- Infuence of Rice Husk Ash (RHA) With Gypsum and Ichu FbersDocument24 pagesInfuence of Rice Husk Ash (RHA) With Gypsum and Ichu FberscerbNo ratings yet
- Utilization of PaperDocument8 pagesUtilization of PaperKatherine RamírezNo ratings yet
- 1 s2.0 S0048969720367553 Main PDFDocument9 pages1 s2.0 S0048969720367553 Main PDFGonzalo Fuentes GuimetNo ratings yet
- Study of Marble Powder as Supplementary Cementitious MaterialDocument5 pagesStudy of Marble Powder as Supplementary Cementitious MaterialmaniNo ratings yet
- 1 s2.0 S2238785419304600 MainDocument10 pages1 s2.0 S2238785419304600 Mainsketchup1990No ratings yet
- Utilization of Industrial By-Products/Waste To Manufacture Geopolymer Cement/ConcreteDocument22 pagesUtilization of Industrial By-Products/Waste To Manufacture Geopolymer Cement/ConcreteYashu YashuNo ratings yet
- Construction and Building Materials: Alaa M. RashadDocument27 pagesConstruction and Building Materials: Alaa M. RashadMadihah Wan RazaliNo ratings yet
- 96 BDDocument7 pages96 BDJoaquim Paulo SamuelNo ratings yet
- 1 s2.0 S235271022101295X MainDocument10 pages1 s2.0 S235271022101295X MainPurandhar ReddiNo ratings yet
- Env Prog and Sustain Energy - 2011 - Mesci - Use of Selected Industrial Waste Materials in Concrete MixDocument9 pagesEnv Prog and Sustain Energy - 2011 - Mesci - Use of Selected Industrial Waste Materials in Concrete MixericksonyanambuNo ratings yet
- Effects of Waste Ceramic As Cement and Fine Aggregate On Durability Performance of Sustainable MortarDocument12 pagesEffects of Waste Ceramic As Cement and Fine Aggregate On Durability Performance of Sustainable MortarJagadish MallickNo ratings yet
- Geopolymer Pavement Block Using M-SandDocument7 pagesGeopolymer Pavement Block Using M-SandIRJMETS JOURNALNo ratings yet
- Construction and Building Materials: Ru Ji, Yaxian Zheng, Zehui Zou, Ziwei Chen, Shen Wei, Xiaoyong Jin, Mei ZhangDocument10 pagesConstruction and Building Materials: Ru Ji, Yaxian Zheng, Zehui Zou, Ziwei Chen, Shen Wei, Xiaoyong Jin, Mei ZhangYENIFER PLATA LOPEZNo ratings yet
- Int J Ceramic Engine Sci - 2021 - Scaratti - Conceptual design and cost analysis of a large‐scale plant for convertingDocument8 pagesInt J Ceramic Engine Sci - 2021 - Scaratti - Conceptual design and cost analysis of a large‐scale plant for convertingSourabh SharmaNo ratings yet
- Cement & Concrete Composites: G. Aouad, A. Laboudigue, N. Gineys, N.E. AbriakDocument6 pagesCement & Concrete Composites: G. Aouad, A. Laboudigue, N. Gineys, N.E. AbriakduchampsNo ratings yet
- 1 s2.0 S2405844020305429 MainDocument11 pages1 s2.0 S2405844020305429 MainAli SherNo ratings yet
- Research Article Effects of Waste Glass Powder As Pozzolanic Material in Saw Dust Cement BrickDocument6 pagesResearch Article Effects of Waste Glass Powder As Pozzolanic Material in Saw Dust Cement BrickGhislainNo ratings yet
- 1 s2.0 S0950061821014136 MainDocument11 pages1 s2.0 S0950061821014136 MainAlan SousaNo ratings yet
- Materials 15 07403 v2Document17 pagesMaterials 15 07403 v2Amina DinariNo ratings yet
- Use of Selected Industrial Waste Materials in Concrete MixtureDocument9 pagesUse of Selected Industrial Waste Materials in Concrete MixtureAbraham Becerra AranedaNo ratings yet
- Geo PolymerizationDocument19 pagesGeo PolymerizationAhmed EssamNo ratings yet
- Investigation of Fly Ash Polymer Composite of Fly Ash Polymer CompositeDocument25 pagesInvestigation of Fly Ash Polymer Composite of Fly Ash Polymer CompositeIJRASETPublicationsNo ratings yet
- 1 s2.0 S0272884216308240 MainDocument6 pages1 s2.0 S0272884216308240 MainUPSC PreparationNo ratings yet
- Effects of Water Content On Compressive Strength of Ecofriendly Light-Weight Cement Blocks Using Cement-Like Material Prepared From Agricultural WastesDocument12 pagesEffects of Water Content On Compressive Strength of Ecofriendly Light-Weight Cement Blocks Using Cement-Like Material Prepared From Agricultural WastesMauricio David Ruiz OdarNo ratings yet
- 1755 13152F1/012023Document13 pages1755 13152F1/012023Hammad ZafarNo ratings yet
- Waste Materials and by Products As Mineral Fillers in Asphalt MixturesDocument13 pagesWaste Materials and by Products As Mineral Fillers in Asphalt MixturesCatalinaLixandruNo ratings yet
- Zhang 2016Document7 pagesZhang 2016Leon LuisNo ratings yet
- Reuse of Waste Glass in Building Brick Production: Waste Management & Research June 2009Document7 pagesReuse of Waste Glass in Building Brick Production: Waste Management & Research June 2009leNo ratings yet
- Ijaiem 2016 05 30 44 PDFDocument12 pagesIjaiem 2016 05 30 44 PDFjasimabdNo ratings yet
- Semi ProposalDocument6 pagesSemi ProposalDawit AbameNo ratings yet
- Advances in Materials Science for Environmental and Energy Technologies VIFrom EverandAdvances in Materials Science for Environmental and Energy Technologies VITatsuki OhjiNo ratings yet
- Surge protection arrestor for offices and homesDocument1 pageSurge protection arrestor for offices and homesSofia Rincon GomezNo ratings yet
- Ceccato CompressorDocument29 pagesCeccato Compressorpeterpunk7586% (7)
- David 2105 PrelimExamsDocument10 pagesDavid 2105 PrelimExamsJAZPER DAVIDNo ratings yet
- EC8252 Electronic DevicesDocument9 pagesEC8252 Electronic DevicesSiva ÑärêshNo ratings yet
- Dew Journal Editorial CalenderDocument4 pagesDew Journal Editorial CalenderALOK RANJANNo ratings yet
- Dynamics - Chapter 17Document35 pagesDynamics - Chapter 17Hamza PagaNo ratings yet
- SOMDocument431 pagesSOMPradeepvenugopalNo ratings yet
- Learn About Vibration: Volume 2: Advanced Vibration AnalysisDocument24 pagesLearn About Vibration: Volume 2: Advanced Vibration AnalysisamekhzoumiNo ratings yet
- Functional Testing of G60 A Test Results Engro PDFDocument14 pagesFunctional Testing of G60 A Test Results Engro PDFunab84No ratings yet
- J424manual Incendiu BentelDocument64 pagesJ424manual Incendiu BentelAndreea PocotilaNo ratings yet
- Micro EconomicsDocument32 pagesMicro Economicsmariyam mohammadNo ratings yet
- GHJGHJDocument37 pagesGHJGHJJust TmyNo ratings yet
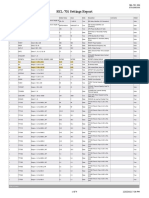
- SEL-701 Settings ReportDocument9 pagesSEL-701 Settings ReportJosé AntonioNo ratings yet
- Cblephpl 09Document6 pagesCblephpl 09Harishni ArulvasagamNo ratings yet
- Meiko - Ecostar 530fDocument5 pagesMeiko - Ecostar 530fThanh ThuanNo ratings yet
- Classic MG MagazineDocument2 pagesClassic MG Magazinedampjournal7581No ratings yet
- Lennox - Mini Split - 17SEER - 9K - HP - SubmittalDocument3 pagesLennox - Mini Split - 17SEER - 9K - HP - SubmittalJose Baez C.No ratings yet
- Two Phase Flow and Heat Transfer - Assignment 3Document11 pagesTwo Phase Flow and Heat Transfer - Assignment 3Joel Jr Rudinas (Remodulator)No ratings yet
- RMU Test ReportDocument3 pagesRMU Test ReportGANESH K75% (4)
- Tata Power Company: Capital StructureDocument5 pagesTata Power Company: Capital Structureharsh kotNo ratings yet
- Manual MicrozoneDocument4 pagesManual MicrozoneEduardo PucNo ratings yet
- MechDocument6 pagesMechapi-236544093No ratings yet
- Carnot CycleDocument6 pagesCarnot CycleJohn TruckerNo ratings yet
- b1600IEC PDFDocument36 pagesb1600IEC PDFGeancarlo RamosNo ratings yet
- Biomass Pretreatment Fundamenatls Toward Application PDFDocument11 pagesBiomass Pretreatment Fundamenatls Toward Application PDFOa NaNo ratings yet
- Chapter 2 (Part 1)Document21 pagesChapter 2 (Part 1)Abhishek SainiNo ratings yet
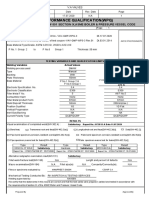
- Qw-484 Welder Performance Qualification (WPQ) : SEE QW-301 Section Ix, Asme Boiler & Pressure Vessel CodeDocument8 pagesQw-484 Welder Performance Qualification (WPQ) : SEE QW-301 Section Ix, Asme Boiler & Pressure Vessel CodeGobinderSinghSidhuNo ratings yet
- Static TransferDocument13 pagesStatic TransferCristian BandilaNo ratings yet
- Leonard Eeman's Biocircuits and InsightsDocument4 pagesLeonard Eeman's Biocircuits and Insightsmb1mb1100% (1)
- Mvrla 5s Ppt-SustenanceDocument185 pagesMvrla 5s Ppt-SustenanceChethan Nagaraju KumbarNo ratings yet