You might also like
- Manual Cat Grader 24H 31-3-14Document29 pagesManual Cat Grader 24H 31-3-14Ahmad HandokoNo ratings yet
- Armado 793d InglésDocument289 pagesArmado 793d InglésFelipeNicolasSilvaNo ratings yet
- Folding Ladder: Manual For Cat D9RdozerDocument27 pagesFolding Ladder: Manual For Cat D9Rdozer9879136501No ratings yet
- Folding Stairway: Hitachi EX 1900-6 Excavator (4")Document39 pagesFolding Stairway: Hitachi EX 1900-6 Excavator (4")pablo moraledaNo ratings yet
- Armado 793c InglésDocument215 pagesArmado 793c InglésFelipeNicolasSilvaNo ratings yet
- Armado 789c InglésDocument322 pagesArmado 789c InglésFelipeNicolasSilvaNo ratings yet
- Media Search - REHS2210 - Assembly Procedure For The 793D Off-Highway Truck (7000, 7006, 7960)Document383 pagesMedia Search - REHS2210 - Assembly Procedure For The 793D Off-Highway Truck (7000, 7006, 7960)Deyvi0% (1)
- REHS1037 - Fuel Priming PumpDocument13 pagesREHS1037 - Fuel Priming Pumpkman548No ratings yet
- D10T Full Landings PSA-D10T-FL+RHWW 240310Document41 pagesD10T Full Landings PSA-D10T-FL+RHWW 240310Эмиль ВалиевNo ratings yet
- SEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series EnginesDocument19 pagesSEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series Enginesyahmanmahira4No ratings yet
- Helicopter I Iic I: Technical BulletinDocument4 pagesHelicopter I Iic I: Technical Bulletinsebastian cruzNo ratings yet
- 773E Off-Highway Truck BDA00001-UP (MACHINE) POWERED BY 3412E Engine (SEBP3401 - 98) - Búsqueda BásicaDocument5 pages773E Off-Highway Truck BDA00001-UP (MACHINE) POWERED BY 3412E Engine (SEBP3401 - 98) - Búsqueda Básicatommy lanyonNo ratings yet
- Techdoc - Print - Page (Manual Armado CAT 785) PDFDocument347 pagesTechdoc - Print - Page (Manual Armado CAT 785) PDFhualae67% (3)
- Special Instruction 797fDocument600 pagesSpecial Instruction 797fLuisNo ratings yet
- Folding Stairway: Manual For Cat D8R DozerDocument26 pagesFolding Stairway: Manual For Cat D8R Dozerkasahun tesifayeNo ratings yet
- 793C - ATY - Hoist Cylinder - Remove and InstallDocument7 pages793C - ATY - Hoist Cylinder - Remove and InstallCarlos LoboNo ratings yet
- Installation and Parts Manual: FOR Caterpillar D8T & D9T TractorsDocument28 pagesInstallation and Parts Manual: FOR Caterpillar D8T & D9T TractorsJusaNadaNo ratings yet
- Cat D5N-D6N - Parts - 7-2010 PDFDocument33 pagesCat D5N-D6N - Parts - 7-2010 PDFzeljko100% (1)
- T BlackbookDocument6 pagesT BlackbookMORTEMNo ratings yet
- Caterpillar Cat 257D MULTI TERRAIN LOADER (Prefix EML) Service Repair Manual (EML00001 and Up)Document21 pagesCaterpillar Cat 257D MULTI TERRAIN LOADER (Prefix EML) Service Repair Manual (EML00001 and Up)rpoy9396615No ratings yet
- M0064186 New Cylinder Pack Components Are Now Available For Certain 793 Motores Reman 793 CuffedDocument8 pagesM0064186 New Cylinder Pack Components Are Now Available For Certain 793 Motores Reman 793 CuffedEstevaoNo ratings yet
- Armado 784 y 785c InglésDocument349 pagesArmado 784 y 785c InglésFelipeNicolasSilvaNo ratings yet
- Caterpillar Cat 236B3 SKID STEER LOADER (Prefix A9H) Service Repair Manual (A9H00001 and Up)Document26 pagesCaterpillar Cat 236B3 SKID STEER LOADER (Prefix A9H) Service Repair Manual (A9H00001 and Up)rpoy9396615No ratings yet
- CAT C18 Crankshaft Front Seal - InstallDocument2 pagesCAT C18 Crankshaft Front Seal - InstallSayel MokhaimerNo ratings yet
- Mejora Ventilador Dumper Caterpillar 730Document11 pagesMejora Ventilador Dumper Caterpillar 730Edwin VacaNo ratings yet
- Assembly Procedure For The 793D Off-Highway Truck (7000, 7006, 7960) (REHS2210-22)Document248 pagesAssembly Procedure For The 793D Off-Highway Truck (7000, 7006, 7960) (REHS2210-22)Anderson Oliveira SilvaNo ratings yet
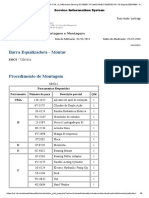
- d6t Track-Type Tractor STD, XL Differential Steering Gct00001-Up (Machine) Powered by c9 Engine (Sebp4963 - 45) - Barra Equalizadora - MontarDocument5 pagesd6t Track-Type Tractor STD, XL Differential Steering Gct00001-Up (Machine) Powered by c9 Engine (Sebp4963 - 45) - Barra Equalizadora - MontarDouglas FernandesNo ratings yet
- Assembly Procedure For R1600G Load Haul Dump (7000, 7960)Document28 pagesAssembly Procedure For R1600G Load Haul Dump (7000, 7960)Martin Delgado RiveraNo ratings yet
- SIN 2348 Rev. K Service Instruction Manual 206B Driveshaft 2Document39 pagesSIN 2348 Rev. K Service Instruction Manual 206B Driveshaft 2kenji roberto santanaNo ratings yet
- Install Cylinder HeadDocument6 pagesInstall Cylinder Headrahmat sanusiNo ratings yet
- Procedimiento para Armar Nose ConeDocument8 pagesProcedimiento para Armar Nose ConeChardy Jarith Piragua AlvaradoNo ratings yet
- Truck Body and Canopy - RemoveDocument5 pagesTruck Body and Canopy - RemoveBelimar CostaNo ratings yet
- Service Repair Manual Cat320c Pab00001 and UpDocument23 pagesService Repair Manual Cat320c Pab00001 and Updeff soultNo ratings yet
- Cylinder Head - Install: Desarmado y ArmadoDocument35 pagesCylinder Head - Install: Desarmado y ArmadoCésar Pérez100% (1)
- Cylinder Head - InstallDocument6 pagesCylinder Head - InstallLeonardo PerezNo ratings yet
- 300-5617 Cooler AssemblyDocument13 pages300-5617 Cooler Assemblyharikrishnanpd3327No ratings yet
- ASB 412-00-106 - Tail Rotor (T - R) Blade 212-010-750-009 - 011 - 105 - 107 Tip Block Retention Modification Rev. D - 18-Mar-2005Document9 pagesASB 412-00-106 - Tail Rotor (T - R) Blade 212-010-750-009 - 011 - 105 - 107 Tip Block Retention Modification Rev. D - 18-Mar-2005yu gangNo ratings yet
- TCM Torque SB96 7DDocument14 pagesTCM Torque SB96 7DИван КоньковNo ratings yet
- SEBF8054 - Procedure To Measure and Straighten Bent CrankshaftsDocument28 pagesSEBF8054 - Procedure To Measure and Straighten Bent Crankshaftsyahmanmahira4No ratings yet
- Manual Komatsu PC8000 Full 14 12 16Document59 pagesManual Komatsu PC8000 Full 14 12 16fausto_araxaNo ratings yet
- Media Search - SENR3594 - 3612 and 3616 EnginesDocument24 pagesMedia Search - SENR3594 - 3612 and 3616 EnginesLUIZ GUSTAVONo ratings yet
- Tiras de Desgaste RielDocument6 pagesTiras de Desgaste RielCristobal Gutierrez CarrascoNo ratings yet
- BV 12 H PDFDocument35 pagesBV 12 H PDFAbdolhak PDM reliabilityNo ratings yet
- Caterpillar Cat 216 SKID STEER LOADER (Prefix 4NZ) Service Repair Manual (4NZ00001-03399)Document32 pagesCaterpillar Cat 216 SKID STEER LOADER (Prefix 4NZ) Service Repair Manual (4NZ00001-03399)rpoy9396615No ratings yet
- Bomba Inyeccion D5GDocument4 pagesBomba Inyeccion D5GjulianmatabajoyNo ratings yet
- Procedimiento de Armado 785CDocument123 pagesProcedimiento de Armado 785CrubenNo ratings yet
- Transmission and Rear Differential - Remove: Shutdown SIS Previous ScreenDocument5 pagesTransmission and Rear Differential - Remove: Shutdown SIS Previous ScreenToniGolNo ratings yet
- Mantenimiento de Pines CartridgeDocument9 pagesMantenimiento de Pines CartridgeEduardo Vilca callaNo ratings yet
- Pistons and Connecting Rods - InstallDocument3 pagesPistons and Connecting Rods - Installsergio blandon lNo ratings yet
- Rehs1037 04Document10 pagesRehs1037 04Pauk HseinNo ratings yet
- Ceb 1082Document12 pagesCeb 1082oscar horacio floresNo ratings yet
- Holden VT 2000 Service TechlinesDocument177 pagesHolden VT 2000 Service Techlinescosky071% (7)
- Continental TorquesDocument13 pagesContinental Torquesfredtanner100% (2)
- 212 86 92 - RepairedDocument11 pages212 86 92 - Repairedsebastian cruzNo ratings yet
- Rehs1761-06 Required Tooling For Bench Testing Hydraulic Components 13-07-2012Document22 pagesRehs1761-06 Required Tooling For Bench Testing Hydraulic Components 13-07-2012Jean-Jacques OuandaogoNo ratings yet
- c32 Flywheel Housing 3Document3 pagesc32 Flywheel Housing 3Haidar SareeniNo ratings yet
- 188-9901 Grupo de Valvula de Inversao Do VentiladorDocument29 pages188-9901 Grupo de Valvula de Inversao Do VentiladorGilson RodriguesNo ratings yet
- SEBF8043 Crankshaft Visual InspectionDocument49 pagesSEBF8043 Crankshaft Visual InspectionpramNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- 3 New MessagesDocument1 page3 New Messagesjohnjuni300No ratings yet
- Micro SplatDocument17 pagesMicro SplatCarlosAndresGarnicaSalazarNo ratings yet
- Job Evaluation & Grading - PPT Hrm2Document9 pagesJob Evaluation & Grading - PPT Hrm2Monica ReyesNo ratings yet
- Score Fusion of Finger Vein and Face For Human Recognition Based On Convolutional Neural Network ModelDocument9 pagesScore Fusion of Finger Vein and Face For Human Recognition Based On Convolutional Neural Network ModelFressy NugrohoNo ratings yet
- MBSImP Assignment RubricDocument3 pagesMBSImP Assignment RubricmahdislpNo ratings yet
- Schoolwide Plan Worksheet: School Name: Pioneer Elementary Principal Name: Brenda Lopresto School Planning TeamDocument10 pagesSchoolwide Plan Worksheet: School Name: Pioneer Elementary Principal Name: Brenda Lopresto School Planning TeamChauncey Mae TanNo ratings yet
- All The Words I Should Have Said - Rania NaimDocument167 pagesAll The Words I Should Have Said - Rania NaimNan Nan100% (2)
- Egcuwa - Butterworth Profile PDFDocument84 pagesEgcuwa - Butterworth Profile PDFsbuja7No ratings yet
- MindmapDocument2 pagesMindmapapi-545246569No ratings yet
- Street Rehabilitation Program ReportDocument2 pagesStreet Rehabilitation Program ReportWCPO 9 NewsNo ratings yet
- Tata Teleservices LTDDocument19 pagesTata Teleservices LTDrajvarshaNo ratings yet
- Life Skills Preparation Form Grade 4Document20 pagesLife Skills Preparation Form Grade 4Ricardo DomingosNo ratings yet
- Assignment 5 - PersonalityDocument1 pageAssignment 5 - PersonalityLavesh SethiaNo ratings yet
- Stuart Hall - Who Dares, FailsDocument3 pagesStuart Hall - Who Dares, FailsdNo ratings yet
- Geometry of Middle SurfaceDocument29 pagesGeometry of Middle SurfaceParth ShahNo ratings yet
- Inside The Social Network's (Datacenter) NetworkDocument49 pagesInside The Social Network's (Datacenter) NetworkVamsi Krishna PatchamatlaNo ratings yet
- Using A Robotic Helicopter To Fuel Interest in and Augment The HumanDocument11 pagesUsing A Robotic Helicopter To Fuel Interest in and Augment The Human枪手瞎炳No ratings yet
- Nurs 624 Reference List ApaDocument4 pagesNurs 624 Reference List Apaapi-698538548No ratings yet
- Heat Transfer EquipmentDocument28 pagesHeat Transfer Equipmentdeepak.dce.meNo ratings yet
- GBP Statement: Beatriz Manchado FloresDocument2 pagesGBP Statement: Beatriz Manchado Floresmr.laravelNo ratings yet
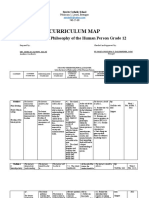
- Curriculum Map in Introduction To The World ReligionDocument7 pagesCurriculum Map in Introduction To The World ReligionRaizza Vanizza SiguenzaNo ratings yet
- Electrical Circuits 2 AssignmentDocument5 pagesElectrical Circuits 2 Assignmentangelo dedicatoriaNo ratings yet
- Marketing 5Document27 pagesMarketing 5AliNo ratings yet
- Inv - 2469306Document2 pagesInv - 2469306rajeshNo ratings yet
- Manual Hydraulic Power UnitsDocument20 pagesManual Hydraulic Power UnitsabdiNo ratings yet
- Egs630-6 Komatsu GensetDocument2 pagesEgs630-6 Komatsu GensetimamfadiliNo ratings yet
- Exceptions and Limitation of Patent Rights and Its Enforcement in IndiaDocument8 pagesExceptions and Limitation of Patent Rights and Its Enforcement in IndiaVyas NikhilNo ratings yet
- Program - 1:: Lab - Data Structure Using CDocument50 pagesProgram - 1:: Lab - Data Structure Using Ceshmnash9298No ratings yet
- 015 Sami ZubaidaDocument2 pages015 Sami ZubaidaJuan Manuel CarriónNo ratings yet
- Linear Analysis and Effective Length MethodDocument4 pagesLinear Analysis and Effective Length MethodmnagasandeepNo ratings yet