You might also like
- Fundamentals of Engineering Thermodynamics 2nbsped 812032790x 9788120327900 CompressDocument720 pagesFundamentals of Engineering Thermodynamics 2nbsped 812032790x 9788120327900 Compresssweetyjun161998No ratings yet
- GE Hardness-testing-FAQ MIC 10Document19 pagesGE Hardness-testing-FAQ MIC 10Harshit MehtaNo ratings yet
- AC7114-4 Rev M Final EDITORIAL 2DECDocument60 pagesAC7114-4 Rev M Final EDITORIAL 2DECRaja HoneNo ratings yet
- Iso 9712Document19 pagesIso 9712Daniel100% (1)
- Calibration of Eddycon CL - ENGDocument36 pagesCalibration of Eddycon CL - ENGNathaniel LuraNo ratings yet
- E1815-01 Film System Classification PDFDocument6 pagesE1815-01 Film System Classification PDFalisyalalaNo ratings yet
- Astm E1065 E1065m 20Document10 pagesAstm E1065 E1065m 20Mohamed AboelkhierNo ratings yet
- Measuring Ultrasonic Velocity in Materials by Comparative Pulse-Echo MethodDocument14 pagesMeasuring Ultrasonic Velocity in Materials by Comparative Pulse-Echo MethodRoman D100% (1)
- BS en 13018-2016 - (2019-03-04 - 11-08-44 Am)Document12 pagesBS en 13018-2016 - (2019-03-04 - 11-08-44 Am)Carlos pereira do nascimento silvaNo ratings yet
- Contact Ultrasonic Testing of Weldments: Standard Practice ForDocument24 pagesContact Ultrasonic Testing of Weldments: Standard Practice ForJlaraneda Santiago100% (6)
- BEST STEPS - PhysicsDocument12 pagesBEST STEPS - PhysicsAlex GoldsmithNo ratings yet
- Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodDocument8 pagesMeasuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodLiz EspinosaNo ratings yet
- Guidelines For The Preparation and Grading of NDTDocument4 pagesGuidelines For The Preparation and Grading of NDTL...nNo ratings yet
- Brakes, Springs, Flywheels (PSE Module 28.1) 1120Document4 pagesBrakes, Springs, Flywheels (PSE Module 28.1) 1120albert nicolasNo ratings yet
- E703-98 EC Sorting of NonFerrous PDFDocument5 pagesE703-98 EC Sorting of NonFerrous PDFTerfaia NadjatNo ratings yet
- Astm A420a420m-16Document6 pagesAstm A420a420m-16arcadiosco100% (1)
- Astm E1001Document10 pagesAstm E1001Jon DownNo ratings yet
- ISO IEC 17020 2012 Inspection Standard Application DocumentDocument31 pagesISO IEC 17020 2012 Inspection Standard Application Documentdaniel_avendaño_7No ratings yet
- PSM 5usage and MaintenanceDocument4 pagesPSM 5usage and MaintenanceNguyễn Đức BìnhNo ratings yet
- G8 Science Term 1 Summative AssessmentDocument6 pagesG8 Science Term 1 Summative AssessmentMcLargoNo ratings yet
- L4-UAE-046E (Rev 4) Densitometer Calibration ProcedureDocument4 pagesL4-UAE-046E (Rev 4) Densitometer Calibration ProcedureRahul DubeyNo ratings yet
- E797e797m 21Document9 pagesE797e797m 21Jlaraneda SantiagoNo ratings yet
- IAF MD5 Issue 4 Version 2 11112019 PDFDocument33 pagesIAF MD5 Issue 4 Version 2 11112019 PDFHari KumavatNo ratings yet
- 2008 Development of A Procedure For The Ultrasonic Examination of Nickel LNG Storage Tank Welds Using Phased Array TechnologyDocument5 pages2008 Development of A Procedure For The Ultrasonic Examination of Nickel LNG Storage Tank Welds Using Phased Array Technologyநந்த குமார் சம்பத் நாகராஜன்No ratings yet
- Se 797Document7 pagesSe 797donaldoguerreroNo ratings yet
- ASNT Nivel III ExaminationDocument6 pagesASNT Nivel III ExaminationjomsedNo ratings yet
- Ultrasonic Testing of Metal Pipe and Tubing: Standard Practice ForDocument11 pagesUltrasonic Testing of Metal Pipe and Tubing: Standard Practice ForBauyrzhanNo ratings yet
- Corrosion MappingDocument17 pagesCorrosion MappingJuliog100% (1)
- X-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersDocument34 pagesX-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersRahul DubeyNo ratings yet
- Fabrication and Control of Flat Bottomed Hole Ultrasonic Standard Reference BlocksDocument16 pagesFabrication and Control of Flat Bottomed Hole Ultrasonic Standard Reference BlocksharryNo ratings yet
- E797-2021 Standard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodDocument9 pagesE797-2021 Standard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodPlinio PazosNo ratings yet
- LS - prt.TUB.073 Residual Magnetic Inspection MethodDocument6 pagesLS - prt.TUB.073 Residual Magnetic Inspection MethodAlphonse YACKAMAMBO DIBACKANo ratings yet
- Astm e 1001Document9 pagesAstm e 1001KEN KNo ratings yet
- Astm E-164 (2019)Document24 pagesAstm E-164 (2019)AnaNo ratings yet
- E797 10 UT Thickness PDFDocument8 pagesE797 10 UT Thickness PDFJlaraneda SantiagoNo ratings yet
- E797 10 UT Thickness PDFDocument8 pagesE797 10 UT Thickness PDFJlaraneda SantiagoNo ratings yet
- Thickness Gauging Level 2 (Questions & Answers)Document3 pagesThickness Gauging Level 2 (Questions & Answers)kingston100% (2)
- Ultrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForDocument3 pagesUltrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForSama UmateNo ratings yet
- Is 9902 2004 PDFDocument11 pagesIs 9902 2004 PDFAgniva DuttaNo ratings yet
- Astm E428-00 PDFDocument6 pagesAstm E428-00 PDFJORGE ARTURO TORIBIO HUERTA100% (1)
- Vision Testing in Accordance With ISO 9712 For NonDocument2 pagesVision Testing in Accordance With ISO 9712 For NonConrad Van Der WesthuizenNo ratings yet
- Astm e 2446Document9 pagesAstm e 2446김경은No ratings yet
- E1936-97 Evaluating Digitization SystemsDocument4 pagesE1936-97 Evaluating Digitization SystemsNDT Div, MedequipNo ratings yet
- PMI Testing Ensures Material Specification ComplianceDocument24 pagesPMI Testing Ensures Material Specification ComplianceSANKARAN.KNo ratings yet
- Iso 7963-2022Document16 pagesIso 7963-2022nanotech123No ratings yet
- Ultrasonic Comparison SNR PDFDocument78 pagesUltrasonic Comparison SNR PDFsoledenseNo ratings yet
- 340 INSPECTION (PG 112 - 121) : Para. 302.3.3Document3 pages340 INSPECTION (PG 112 - 121) : Para. 302.3.3r_ramiresNo ratings yet
- Asme VDocument12 pagesAsme VMauricio Chuls LandcasterNo ratings yet
- Soviet Union State Standards: Official PublicationDocument22 pagesSoviet Union State Standards: Official PublicationFreddyNo ratings yet
- Tc-1a 1975Document11 pagesTc-1a 1975Waron100% (1)
- Installing Multiview 6.1R0 On Windows 10Document1 pageInstalling Multiview 6.1R0 On Windows 10walter091011No ratings yet
- AGR Field Operations TD Focus-Scan Data SheetDocument2 pagesAGR Field Operations TD Focus-Scan Data SheetJeganeswaranNo ratings yet
- Computed Tomographic (CT) Examination of Castings: Standard Practice ForDocument4 pagesComputed Tomographic (CT) Examination of Castings: Standard Practice ForEric GozzerNo ratings yet
- UT AssessmentDocument1 pageUT AssessmentSantanu SahaNo ratings yet
- Measurement of Prep Ene Trant EtchDocument6 pagesMeasurement of Prep Ene Trant EtchPDDELUCANo ratings yet
- Astm E1025 PDFDocument6 pagesAstm E1025 PDFmga_4566472No ratings yet
- E2297-04 (2010) Standard Guide For Use of UV-A and Visible Light Sources and Meters Used in The Liquid Penetrant and Magnetic Particle Methods PDFDocument5 pagesE2297-04 (2010) Standard Guide For Use of UV-A and Visible Light Sources and Meters Used in The Liquid Penetrant and Magnetic Particle Methods PDFAnonymous PEHDuKRjoNo ratings yet
- Liquid Penetrant Testing: Standard Practice ForDocument11 pagesLiquid Penetrant Testing: Standard Practice ForMandy NormanNo ratings yet
- E1079Document2 pagesE1079Renato Barreto100% (1)
- E390-11 Standard Reference Radiographs For Steel Fusion WeldsDocument4 pagesE390-11 Standard Reference Radiographs For Steel Fusion WeldsAhmed Shaban KotbNo ratings yet
- Inspection Report Bifab Ut On Duplex Stainless Steel Piping PDFDocument11 pagesInspection Report Bifab Ut On Duplex Stainless Steel Piping PDFquiron2014No ratings yet
- ASTM-E-1742-Radiographic - Examination-Eddy Current TestingDocument14 pagesASTM-E-1742-Radiographic - Examination-Eddy Current TestingVysakh Vasudevan100% (1)
- Ultrasonic Testing Variables GuideDocument21 pagesUltrasonic Testing Variables GuidepktienNo ratings yet
- IACS Rec-69-Rev2-Oct-2020-Ul (NDT)Document21 pagesIACS Rec-69-Rev2-Oct-2020-Ul (NDT)Al aminNo ratings yet
- ASTM-E797-E797M-21Document5 pagesASTM-E797-E797M-21harry nataldoNo ratings yet
- E749E749M-17 Práctica Estándar para El Monitoreo de Emisiones Acústicas Durante La Soldadura Continua1Document5 pagesE749E749M-17 Práctica Estándar para El Monitoreo de Emisiones Acústicas Durante La Soldadura Continua1fredy lopezNo ratings yet
- Standard Practice For Contact Ultrasonic Testing of WeldmentsDocument24 pagesStandard Practice For Contact Ultrasonic Testing of WeldmentsAhmad ToufailyNo ratings yet
- BPVC Sections GuideDocument14 pagesBPVC Sections GuideJlaraneda SantiagoNo ratings yet
- API 1104 E21 - A2 May 2016Document4 pagesAPI 1104 E21 - A2 May 2016arcadiosco60% (5)
- 1 06a 3 PDFDocument5 pages1 06a 3 PDFJlaraneda SantiagoNo ratings yet
- PC 106Document5 pagesPC 106Jlaraneda SantiagoNo ratings yet
- HiLoWeldGage PDFDocument1 pageHiLoWeldGage PDFJlaraneda SantiagoNo ratings yet
- PC 110Document6 pagesPC 110Jlaraneda SantiagoNo ratings yet
- Affordable TOFD and PA capability at your fingertipsDocument8 pagesAffordable TOFD and PA capability at your fingertipsJlaraneda SantiagoNo ratings yet
- Steelgage Ii: Ultrasonic Thickness GaugeDocument1 pageSteelgage Ii: Ultrasonic Thickness GaugeJlaraneda SantiagoNo ratings yet
- Catalogo Palpadores SONATESTDocument4 pagesCatalogo Palpadores SONATESTJlaraneda SantiagoNo ratings yet
- Supervised Data Interpretation Drawing - Sample 8Document1 pageSupervised Data Interpretation Drawing - Sample 8Jlaraneda SantiagoNo ratings yet
- 1 06a 3 PDFDocument5 pages1 06a 3 PDFJlaraneda SantiagoNo ratings yet
- General Characteristics: GMC857TIC KH00950TDocument5 pagesGeneral Characteristics: GMC857TIC KH00950Tkarunagaren Ponien (kapo1705)No ratings yet
- SDC8 Paper36Document8 pagesSDC8 Paper36hdrthNo ratings yet
- 01-Waves and OscillationDocument67 pages01-Waves and OscillationShubham SharmaNo ratings yet
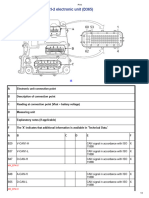
- CAN Connections of PMCI-2 Electronic Unit (D365)Document3 pagesCAN Connections of PMCI-2 Electronic Unit (D365)Oscar De la fuenteNo ratings yet
- AI UnitsDocument24 pagesAI UnitsKishore KNo ratings yet
- Physics Workbook - FVV101 - Part B - MechanicsDocument78 pagesPhysics Workbook - FVV101 - Part B - MechanicsgideonmknNo ratings yet
- Checklist For ISO 17043Document26 pagesChecklist For ISO 17043mujahidin100% (1)
- Moving Iron Instruments - Voltmeter and Ammeter - EEPDocument4 pagesMoving Iron Instruments - Voltmeter and Ammeter - EEPProcurement PardisanNo ratings yet
- Atwood AirCommand Air Conditioner Service ManualDocument27 pagesAtwood AirCommand Air Conditioner Service ManualYordis Daniel Rojas ChirinosNo ratings yet
- CM 230 - TDS 230Document3 pagesCM 230 - TDS 230dadangNo ratings yet
- D. Newton's Law of Motion: (Not Directly Stated)Document3 pagesD. Newton's Law of Motion: (Not Directly Stated)low keiNo ratings yet
- Hukseflux SBG01 Heat Flux MeterDocument2 pagesHukseflux SBG01 Heat Flux MeterAry SetiawanNo ratings yet
- Oan551 Sensors and Transducers 1840897986 Oan551 SsatDocument11 pagesOan551 Sensors and Transducers 1840897986 Oan551 SsatSenthil kumar NatarajanNo ratings yet
- Kelompok 8 Perhitungan FormalinDocument4 pagesKelompok 8 Perhitungan FormalinJilan QfNo ratings yet
- 3-D FEM Modeling of Reactor NoiseDocument5 pages3-D FEM Modeling of Reactor NoisePaulo H TavaresNo ratings yet
- Eto Question & Ans - No.3Document18 pagesEto Question & Ans - No.3kidanemariam teseraNo ratings yet
- MIT Electricity Notes Chapter06 - Current - Resistance - Revised - JWB - v01Document18 pagesMIT Electricity Notes Chapter06 - Current - Resistance - Revised - JWB - v01Andrew ZhighalovNo ratings yet
- SMD Type Mosfet: P-Channel AO3407ADocument4 pagesSMD Type Mosfet: P-Channel AO3407AledNo ratings yet
- Introduction to Fire Safety EngineeringDocument13 pagesIntroduction to Fire Safety EngineeringLeticia AyalaNo ratings yet
- 1.LF1S - Load Flow ReportDocument3 pages1.LF1S - Load Flow ReportJosé Luis ColmenarezNo ratings yet
- EMR100HLC 115-127 V 60 HZ 1Document4 pagesEMR100HLC 115-127 V 60 HZ 1Jose MaciasNo ratings yet
- Problem SetDocument6 pagesProblem SetshubhobrataNo ratings yet
- Odi-065r15mjjjj02-Q-Ru V1 DS 1-Ru-0Document4 pagesOdi-065r15mjjjj02-Q-Ru V1 DS 1-Ru-0Иван КадигробNo ratings yet
- Relos Lab Rep 3 Me139l-2 E02Document10 pagesRelos Lab Rep 3 Me139l-2 E02Jj JmNo ratings yet
- ME 333 Final ExamDocument8 pagesME 333 Final ExamHassan Ayub KhanNo ratings yet
- Weekly Home Learning Plan For Grade 12 STEM in Gen Physics 1, Quarter 2, Online Distance LearningDocument4 pagesWeekly Home Learning Plan For Grade 12 STEM in Gen Physics 1, Quarter 2, Online Distance LearningM. Darius LagascaNo ratings yet