You might also like
- YALE E040-E065 Manual Prtes A908 (03-2009) PDFDocument496 pagesYALE E040-E065 Manual Prtes A908 (03-2009) PDFAndrey Luque100% (2)
- 2015 Nissan Service Maintenance GuideDocument70 pages2015 Nissan Service Maintenance GuideAhmed Almaghrby100% (2)
- Operation & Maintenance Manual 9020Document90 pagesOperation & Maintenance Manual 9020veeresh77% (13)
- Komatsu (PPM D155ax-6 Testing HPV160)Document28 pagesKomatsu (PPM D155ax-6 Testing HPV160)jaime bolivar100% (1)
- SD-100PP Eff. SN 148913-150782 PDFDocument364 pagesSD-100PP Eff. SN 148913-150782 PDFtaller100% (2)
- PC200,220 (LC) - 8 Motor Kmf125abe-5 Een00042-00 - 47678Document17 pagesPC200,220 (LC) - 8 Motor Kmf125abe-5 Een00042-00 - 47678Daniel Sandoval FernándezNo ratings yet
- PPM Rebuild Unit Manual: Testing MethodDocument15 pagesPPM Rebuild Unit Manual: Testing MethodNGUYENTHEPHAT100% (2)
- Common Rail Systems in Doosan EnginesDocument11 pagesCommon Rail Systems in Doosan EnginesDani SetiawanNo ratings yet
- Comprehensive Equipment Parts CatalogDocument1,317 pagesComprehensive Equipment Parts CatalogRAMON TEIXIDOR100% (1)
- Solar V Excavator Brake System Wheel Type GuideDocument10 pagesSolar V Excavator Brake System Wheel Type GuideSergeyNo ratings yet
- pc200 7 Main Pump Test MethodDocument26 pagespc200 7 Main Pump Test Methodalfred100% (1)
- D85EX-15 Power TrainDocument29 pagesD85EX-15 Power TrainQuy Le Thanh100% (2)
- 10Pm ClinicDocument31 pages10Pm ClinicAnonymous ByaV1f100% (1)
- Excavator Swing Motor DocumentDocument10 pagesExcavator Swing Motor DocumentAan WahyudiNo ratings yet
- Komatsu PW170ES-6K K32001 Shop ManualDocument707 pagesKomatsu PW170ES-6K K32001 Shop ManualOm Anas RdNo ratings yet
- 2.3 Components ValveDocument25 pages2.3 Components ValveAyman Esa50% (2)
- WA320PZ-6 S/N H00051 - UpDocument979 pagesWA320PZ-6 S/N H00051 - UpRAMON TEIXIDORNo ratings yet
- Vdocuments - MX Komatsu Pc200 6 Shop ManualDocument711 pagesVdocuments - MX Komatsu Pc200 6 Shop Manualmustafa özkanNo ratings yet
- Sebh539010 S PC750-6 PPDocument15 pagesSebh539010 S PC750-6 PPmax100% (1)
- Pm-Tune Up Service: SEPD3076Document5 pagesPm-Tune Up Service: SEPD3076Aulia NafarinNo ratings yet
- Zx210w Workshop ManuelDocument702 pagesZx210w Workshop Manuelguven gurolNo ratings yet
- KVMG LectureDocument23 pagesKVMG LectureAan WahyudiNo ratings yet
- PPM Rebuild Unit Manual: Testing MethodDocument17 pagesPPM Rebuild Unit Manual: Testing MethodNGUYENTHEPHAT100% (1)
- Disassembling: 1. Fix SUPPLY PumpDocument10 pagesDisassembling: 1. Fix SUPPLY PumpSatria Fajri100% (1)
- Motor 114 PDFDocument442 pagesMotor 114 PDFEduard Gutierrez100% (1)
- Pilot Pressure Proportional Control (PPC)Document16 pagesPilot Pressure Proportional Control (PPC)Muhammad Dani100% (1)
- Pc210 (LC) - 10m0 Sen06701-C0 Hydraulic SystemDocument98 pagesPc210 (LC) - 10m0 Sen06701-C0 Hydraulic Systemdatphuong100% (2)
- Travel Motor PW200 220-7Document37 pagesTravel Motor PW200 220-7Teknik Makina100% (1)
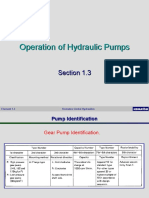
- Operation of Hydraulic PumpsDocument15 pagesOperation of Hydraulic PumpsMaha D NugrohoNo ratings yet
- Fan Motor D155ax-6 Lmf75 Test 50495Document12 pagesFan Motor D155ax-6 Lmf75 Test 50495Interclima SpaNo ratings yet
- EC700B Ed1 Flik7 GBDocument40 pagesEC700B Ed1 Flik7 GBZawminhtun100% (1)
- Differences Between 130 Differences Between 130 - 3 and 130 3 and 130 - 5 5Document39 pagesDifferences Between 130 Differences Between 130 - 3 and 130 3 and 130 - 5 5Firman andika100% (1)
- CEBD004802Document668 pagesCEBD004802Biswajit DasNo ratings yet
- PM Cwb520ldn - OkDocument108 pagesPM Cwb520ldn - Okanggie100% (1)
- Pump Control PW200 220-7Document21 pagesPump Control PW200 220-7Teknik Makina100% (1)
- SM 114e-3 Sen00169-13 PDFDocument472 pagesSM 114e-3 Sen00169-13 PDFSleyeer ArevaloNo ratings yet
- SV412 Shop ManualDocument320 pagesSV412 Shop ManualTeddy Esteban Castro CalderónNo ratings yet
- HPV95Document25 pagesHPV95Milad RahimiNo ratings yet
- 9 - Hydraulic SystemDocument86 pages9 - Hydraulic SystemАлександр Кулаков100% (1)
- Komatsu PC200Document15 pagesKomatsu PC200vasanth kumarNo ratings yet
- Hyundai Robex 300LC-9S Service ManualDocument41 pagesHyundai Robex 300LC-9S Service Manualmohammed barghothiNo ratings yet
- بيلهاي سنگين کاترپيلارDocument75 pagesبيلهاي سنگين کاترپيلارMaryam100% (3)
- Keb M 661710Document2,848 pagesKeb M 661710diegohuppesNo ratings yet
- PPM REBUILT UNIT MANUAL TESTING METHODDocument22 pagesPPM REBUILT UNIT MANUAL TESTING METHODAlonso Inostroza100% (1)
- Kobelco Mark IV: KobeuDocument19 pagesKobelco Mark IV: KobeuVictor Hugo Mezquita100% (1)
- Pc200 Testing and AdjustingDocument95 pagesPc200 Testing and Adjustingdavid ballen100% (2)
- Chapter 03 CompleteDocument80 pagesChapter 03 CompleteUbeimar Rivera OspinaNo ratings yet
- HYD0007 Solar Control Valve KVMG400 PDFDocument40 pagesHYD0007 Solar Control Valve KVMG400 PDFSergey100% (1)
- Inspection and Adjustment of Pump Ls ControlDocument10 pagesInspection and Adjustment of Pump Ls ControlHai Van100% (1)
- Om S300LC VDocument236 pagesOm S300LC Vnaim khchimi100% (1)
- DX55W Control Valve KVSE72Document34 pagesDX55W Control Valve KVSE72Zawminhtun100% (1)
- Control Valve PW200/ 220-7Document48 pagesControl Valve PW200/ 220-7Teknik Makina100% (2)
- Customer Service Department: Komatsu Utility Europe Pag. 1 Di 5 WETT001304Document5 pagesCustomer Service Department: Komatsu Utility Europe Pag. 1 Di 5 WETT001304juanito100% (1)
- Volvo Control ValveDocument9 pagesVolvo Control ValveAnas OmarNo ratings yet
- Komatsu PC200-6 Shop ManualDocument711 pagesKomatsu PC200-6 Shop ManualMạnh Dũng100% (1)
- E Doctor User Manual: DL06, DL08 and DV11engineDocument72 pagesE Doctor User Manual: DL06, DL08 and DV11enginelalo201042361100% (1)
- LX80-7 OpDocument183 pagesLX80-7 Optifanny875No ratings yet
- L.H. 5-Spool Control ValveDocument47 pagesL.H. 5-Spool Control ValveSamidi100% (1)
- EC180B LC Electrical SystemsDocument115 pagesEC180B LC Electrical Systemsاياد القباطيNo ratings yet
- KVMG 400 Control ValveDocument39 pagesKVMG 400 Control Valvevitor santosNo ratings yet
- 325B LN Excavator 3116 Engine Injector SyncDocument1 page325B LN Excavator 3116 Engine Injector SyncSoufiane KadarNo ratings yet
- 114E-3 SEN00169-15 Shop ManualDocument490 pages114E-3 SEN00169-15 Shop Manualhaimay118No ratings yet
- Test Manual EEN00015-00Document21 pagesTest Manual EEN00015-00Alex Bravo100% (2)
- SM 12v140e-3Document2 pagesSM 12v140e-3joonali471No ratings yet
- IC EnginesDocument2 pagesIC EnginesVinay Korekar0% (1)
- Energy Storage Devices For Future Hybrid Electric VehiclesDocument10 pagesEnergy Storage Devices For Future Hybrid Electric VehiclesNavaneeth KedlayaNo ratings yet
- Bendix PDFDocument44 pagesBendix PDFJohansenfc100% (1)
- Braking SystemDocument204 pagesBraking Systemeng_ebrahim_2000No ratings yet
- (Hydraulic & Pneumatic) Quiz #1Document2 pages(Hydraulic & Pneumatic) Quiz #1mellon3duwen100% (1)
- Rolling Stock TermsDocument9 pagesRolling Stock TermsPuneet AggarwalNo ratings yet
- Naveco Chaoyue C100/C300 Series Truck Repair ManualDocument336 pagesNaveco Chaoyue C100/C300 Series Truck Repair ManualCristian Altina Calle100% (2)
- 426F2 Backhoe LoaderDocument4 pages426F2 Backhoe LoaderArvind Harry100% (1)
- Effective Energy Recovery System For E-VehicleDocument8 pagesEffective Energy Recovery System For E-VehicleIJRASETPublicationsNo ratings yet
- Standard Operating ProceduresDocument8 pagesStandard Operating ProceduresPoer Wandi0% (1)
- Cessna 172P ChecklistDocument10 pagesCessna 172P ChecklistlahyouhNo ratings yet
- Formato - Service Report - Excavator - KLTDDocument1 pageFormato - Service Report - Excavator - KLTDWILDERNo ratings yet
- SKYJACK Parts Manual 3226Document107 pagesSKYJACK Parts Manual 3226GORD100% (2)
- Brake Control Valve (Parking) 966Document6 pagesBrake Control Valve (Parking) 966Ahmed RezkNo ratings yet
- PDSR30Document172 pagesPDSR30kirk sutherlandNo ratings yet
- Wa470-6 - Folder PDFDocument12 pagesWa470-6 - Folder PDFkit101No ratings yet
- Thermal and structural analysis of disk brake rotor materialsDocument8 pagesThermal and structural analysis of disk brake rotor materialsAnonymous ZVUIPqNo ratings yet
- HEMM Dumper16Document8 pagesHEMM Dumper16miningnova2No ratings yet
- Northern Railway, Diesel Shed, LudhianaDocument18 pagesNorthern Railway, Diesel Shed, LudhianaGarry SagguNo ratings yet
- T40180 TeleskopDocument2 pagesT40180 TeleskopAhmed El-AdawyNo ratings yet
- F1 Maint & Test Fire ApparatusDocument2 pagesF1 Maint & Test Fire ApparatusSatria 'igin' Girindra NugrahaNo ratings yet
- CSC TT250 Service Manual PDFDocument125 pagesCSC TT250 Service Manual PDFAndrew ShinnNo ratings yet
- 10 Years of Excellence: Phone: +46 171 443488 Fax: +46 171 443489 Mobile: +46 709 137203 E-Mail: Info@endless-Brake - InfoDocument6 pages10 Years of Excellence: Phone: +46 171 443488 Fax: +46 171 443489 Mobile: +46 709 137203 E-Mail: Info@endless-Brake - Infostefan.vince536No ratings yet
- Lesson Plan AcDocument3 pagesLesson Plan Acjaycee68No ratings yet
- Sany Rough-Terrain Crane SRC 550HDocument6 pagesSany Rough-Terrain Crane SRC 550HLuis DiazNo ratings yet
- Basic Technology First Term basic 9Document91 pagesBasic Technology First Term basic 9palmer okiemuteNo ratings yet