You might also like
- Characterization of Titanium/Steel Joints Brazed in Vacuum: Welding ResearchDocument6 pagesCharacterization of Titanium/Steel Joints Brazed in Vacuum: Welding Researchmojtaba nNo ratings yet
- Application and Features of Titanium For The Aerospace IndustryDocument6 pagesApplication and Features of Titanium For The Aerospace IndustryCláudiaCardosoNo ratings yet
- Jin 2017Document14 pagesJin 2017abdul basitNo ratings yet
- Gas Turbine MaterialsDocument15 pagesGas Turbine MaterialsTemesgen Debelo DesissaNo ratings yet
- M DTialloy Cui 2011Document8 pagesM DTialloy Cui 2011اقْرَأْ وَرَبُّكَ الْأَكْرَمُNo ratings yet
- Interfacial Microstructure and Mechanical Properties of Diffusion BondedDocument8 pagesInterfacial Microstructure and Mechanical Properties of Diffusion BondedfarahNo ratings yet
- Turbine Blade CoatingDocument31 pagesTurbine Blade CoatingPrakruthi GNo ratings yet
- Final Full PaperDocument28 pagesFinal Full PaperAnush CNo ratings yet
- Design and Modal Analysis of Turbine Compressor BladeDocument8 pagesDesign and Modal Analysis of Turbine Compressor BladeReynaldi PrakasaNo ratings yet
- Materials For Gas Turbines An Overview: November 2011Document23 pagesMaterials For Gas Turbines An Overview: November 2011MahsaNo ratings yet
- On The Choice of Tool Material in Friction Stir Welding of Titanium AlloysDocument10 pagesOn The Choice of Tool Material in Friction Stir Welding of Titanium Alloysflasher_for_nokiaNo ratings yet
- Materials For Gas Turbines An OverviewDocument23 pagesMaterials For Gas Turbines An OverviewNgân LêNo ratings yet
- Abgas enDocument6 pagesAbgas enNacho ToméNo ratings yet
- Effect of Plasma Carbonitriding On The High Temperature Tribological Properties of A TiAlCrN Coating On 300M Steel by Multi Arc Ion PlatingDocument15 pagesEffect of Plasma Carbonitriding On The High Temperature Tribological Properties of A TiAlCrN Coating On 300M Steel by Multi Arc Ion PlatingAbdelkarim GhanemNo ratings yet
- Selective Laser Melting of Near-α Titanium Alloy Ti-6Al-2Zr-1Mo-1V Parameter Optimization, Heat Treatment and Mechanical PerformanceDocument14 pagesSelective Laser Melting of Near-α Titanium Alloy Ti-6Al-2Zr-1Mo-1V Parameter Optimization, Heat Treatment and Mechanical Performancesveta netNo ratings yet
- 00 Brazing SteelsDocument8 pages00 Brazing SteelsC AmantoNo ratings yet
- High Speed Machining of Aero-Engine AlloysDocument11 pagesHigh Speed Machining of Aero-Engine AlloysEng M G ElkhateebNo ratings yet
- Study of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V AlloysDocument15 pagesStudy of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V Alloysfarhad alefNo ratings yet
- Titanium and Its Alloys: Metallurgy, Heat Treatment and Alloy CharacteristicsDocument13 pagesTitanium and Its Alloys: Metallurgy, Heat Treatment and Alloy CharacteristicsBruna GomesNo ratings yet
- The in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium SheetsDocument8 pagesThe in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium SheetsMalu LoNo ratings yet
- Titanium and Its Alloys - Metallurgy, Heat Treatment and Alloy CharateristicsDocument12 pagesTitanium and Its Alloys - Metallurgy, Heat Treatment and Alloy CharateristicsANIGANI SUDARSHAN REDDY100% (1)
- Turbine Parts and MaterialsDocument8 pagesTurbine Parts and Materialsdheerudu100% (1)
- Titanium 1Document12 pagesTitanium 1Farid AhmadiNo ratings yet
- 1 s2.0 S0272884223003966 MainDocument10 pages1 s2.0 S0272884223003966 MainDorian TourtourolNo ratings yet
- Recent Advances in The Machining of Titanium Alloys Using Minimum Quantity Lubrication (MQL) Based Techniques PDFDocument13 pagesRecent Advances in The Machining of Titanium Alloys Using Minimum Quantity Lubrication (MQL) Based Techniques PDFramakrishna09304No ratings yet
- Etasr 3522Document6 pagesEtasr 3522Lal KrishnaNo ratings yet
- Steam Turbines Blades Blades Blading Steam Turbines Steam Turbine Blades Steam Blades BladesDocument1 pageSteam Turbines Blades Blades Blading Steam Turbines Steam Turbine Blades Steam Blades BladesصصNo ratings yet
- The Effect of A Heat Treatment On Improving The Fatigue Properties of Aluminium Alloy 7075-T6 Coated With Tin by PVDDocument7 pagesThe Effect of A Heat Treatment On Improving The Fatigue Properties of Aluminium Alloy 7075-T6 Coated With Tin by PVDDiaz XboyNo ratings yet
- Fratini 2010Document4 pagesFratini 2010HahaNo ratings yet
- DWDT MethodDocument11 pagesDWDT Methodvijayaraman rajendranNo ratings yet
- A Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationDocument3 pagesA Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationDocument3 pagesA Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Protection of Titanium Alloy Components Against High Temperature CorrosionDocument9 pagesProtection of Titanium Alloy Components Against High Temperature CorrosionGiustNo ratings yet
- Experimental Investigation of Wear Behaviour On Sintered Ti6Al4V/Yttrium Oxide Nano-CompositeDocument8 pagesExperimental Investigation of Wear Behaviour On Sintered Ti6Al4V/Yttrium Oxide Nano-CompositeTJPRC PublicationsNo ratings yet
- The Performance of Uncoated Tungsten Carbide Insert in End Milling Titanium Alloy Ti-6Al 4V Through Work Piece PreheatingDocument8 pagesThe Performance of Uncoated Tungsten Carbide Insert in End Milling Titanium Alloy Ti-6Al 4V Through Work Piece PreheatingRizal FahrezaNo ratings yet
- 1 s2.0 S0264127517311383 Main PDFDocument26 pages1 s2.0 S0264127517311383 Main PDFGiridharanVijayKumarNo ratings yet
- Thermal Barrier Coatings Technology: Critical Review, Progress Update, Remaining Challenges and ProspectsDocument35 pagesThermal Barrier Coatings Technology: Critical Review, Progress Update, Remaining Challenges and ProspectsSon NguyenNo ratings yet
- Thermal Barrier Coatings Material Selection, Method of Preparation and Applications - ReviewDocument8 pagesThermal Barrier Coatings Material Selection, Method of Preparation and Applications - ReviewAbdelkader TayebiNo ratings yet
- Aerospace MaterialsDocument3 pagesAerospace MaterialsPRABHUNo ratings yet
- Irjet V4i5285 PDFDocument4 pagesIrjet V4i5285 PDFThiyagarajan TGNo ratings yet
- Ti Condenser TubingDocument8 pagesTi Condenser Tubingaman131No ratings yet
- Wire-EDM A Potential Manufacturing Process For Gamma Titanium Aluminides in Future Aero EnginesDocument6 pagesWire-EDM A Potential Manufacturing Process For Gamma Titanium Aluminides in Future Aero Enginesmustafa sertNo ratings yet
- TransistorsDocument32 pagesTransistorsLashawn de MelNo ratings yet
- Engine MaterialsDocument33 pagesEngine MaterialsMirtunjay KumarNo ratings yet
- Haq Microstructure AMM 3 2018Document4 pagesHaq Microstructure AMM 3 2018Muhammad AneeqNo ratings yet
- 2020-Machinability of Inconel 718 A Critical Review On The Impact of Cutting TemperaturesDocument40 pages2020-Machinability of Inconel 718 A Critical Review On The Impact of Cutting TemperaturesVikash SrivastvaNo ratings yet
- The in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium SheetsDocument8 pagesThe in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium Sheetskaliappan45490100% (1)
- Thermal Barrier Coatings For Gas-Turbine Engine Applications-A ReviewDocument14 pagesThermal Barrier Coatings For Gas-Turbine Engine Applications-A ReviewBalaji BeliveNo ratings yet
- 002 eDocument12 pages002 eFaizan Ahmed100% (1)
- Heat-Resistant Steels Microstructure and Life AssessmentDocument32 pagesHeat-Resistant Steels Microstructure and Life AssessmentpresleNo ratings yet
- RR3000和CMSX 4单晶高温合金的高温氧化行为 PDFDocument9 pagesRR3000和CMSX 4单晶高温合金的高温氧化行为 PDFhk esatonNo ratings yet
- Recent Progress in The Development of Gamma Titanium Aluminide AlloysDocument22 pagesRecent Progress in The Development of Gamma Titanium Aluminide AlloysMahdi abanNo ratings yet
- Review On Powder Metallurgy For Non Ferrous ComponentDocument7 pagesReview On Powder Metallurgy For Non Ferrous ComponentShubham WaghmareNo ratings yet
- Tic Reinforced AmcDocument27 pagesTic Reinforced AmcarlyNo ratings yet
- Gas TurbineDocument51 pagesGas TurbineratchagarajaNo ratings yet
- Surface & Coatings Technology: T. Hussain, D.G. Mccartney, P.H. ShipwayDocument7 pagesSurface & Coatings Technology: T. Hussain, D.G. Mccartney, P.H. ShipwayKewell LimNo ratings yet
- Modern Alloys: Figure 1. Schematic of A Gas Turbine EngineDocument3 pagesModern Alloys: Figure 1. Schematic of A Gas Turbine EngineFauzi Oki100% (1)
- Application of Titanium & Its Alloys For Automobile Parts PDFDocument6 pagesApplication of Titanium & Its Alloys For Automobile Parts PDFAhmadreza AminianNo ratings yet
- Ceramics Science and Technology, Volume 4: ApplicationsFrom EverandCeramics Science and Technology, Volume 4: ApplicationsRalf RiedelNo ratings yet
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesFrom EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesNo ratings yet
- Seminar Arun PDocument22 pagesSeminar Arun PAkhil vNo ratings yet
- Spy Bird PosterDocument1 pageSpy Bird PosterAkhil vNo ratings yet
- Industrial RoboticsDocument22 pagesIndustrial RoboticsAkhil vNo ratings yet
- MEdical Robotics PDFDocument22 pagesMEdical Robotics PDFAkhil vNo ratings yet
- Condensate Polishing System: NIOEC-SP-47-12Document11 pagesCondensate Polishing System: NIOEC-SP-47-12masoud132No ratings yet
- Accessories ListDocument10 pagesAccessories ListShashank HegdeNo ratings yet
- Catalogue HLCDocument6 pagesCatalogue HLCOecoep IteemNo ratings yet
- Brammer Standard Online Catalog Combustion Materials ChartDocument7 pagesBrammer Standard Online Catalog Combustion Materials ChartLuis Miguel Reinel MorenoNo ratings yet
- Archana Nayak EstimateDocument8 pagesArchana Nayak EstimateSudipto RoyNo ratings yet
- C55Document4 pagesC55Rufo CascoNo ratings yet
- PocofoamDocument2 pagesPocofoamRay DanielNo ratings yet
- Applicability of Biodegradable Fibres On The Geotechnical Properties of A Subgrade MaterialDocument18 pagesApplicability of Biodegradable Fibres On The Geotechnical Properties of A Subgrade MaterialHAMPO OBINNANo ratings yet
- Sensible HeatDocument31 pagesSensible Heat12001301100% (2)
- HMDA-Abridged Building Guidelines-English PDFDocument88 pagesHMDA-Abridged Building Guidelines-English PDFAman GuptaNo ratings yet
- DOPPLER 8-PERSON ELEVATOR OFFERDocument24 pagesDOPPLER 8-PERSON ELEVATOR OFFERMohammad MohiuddinNo ratings yet
- Planta ElectricaDocument32 pagesPlanta ElectricaJulian David GonzalezNo ratings yet
- Dye Penetration Testing QuestionsDocument9 pagesDye Penetration Testing QuestionsMuhammad HannanNo ratings yet
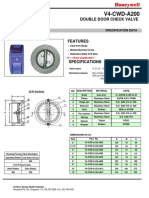
- V4-CWD-A200: Double Door Check ValveDocument1 pageV4-CWD-A200: Double Door Check ValveArthur DeiparineNo ratings yet
- Results From Tests and StudiesDocument10 pagesResults From Tests and Studies조해정No ratings yet
- Light-Weighting in Aerospace Component and System Design: Propulsion and Power ResearchDocument17 pagesLight-Weighting in Aerospace Component and System Design: Propulsion and Power ResearchArcLat SolutionsNo ratings yet
- M30 For Concrete PavementDocument1 pageM30 For Concrete PavementR ARUNPANDIANNo ratings yet
- Chapter 2Document17 pagesChapter 2Mohammed AlfarehNo ratings yet
- Acristar #300Document1 pageAcristar #300ChristinaNo ratings yet
- Torres Enfr EvapcoDocument98 pagesTorres Enfr Evapcolaherrans100% (1)
- NDT Methods GuideDocument3 pagesNDT Methods GuideSUJITH G100% (2)
- Hardox® 600: General Product DescriptionDocument2 pagesHardox® 600: General Product DescriptionTimur SonkayaNo ratings yet
- Hydraulics and Fluid Mechanics Engineering Multiple Choice QuestionsDocument1 pageHydraulics and Fluid Mechanics Engineering Multiple Choice QuestionsengineeringmcqsNo ratings yet
- Mack Steam TrapsDocument6 pagesMack Steam TrapsJOHN0% (1)
- Mobile Home Recycling: A Feasibility Study ofDocument46 pagesMobile Home Recycling: A Feasibility Study ofTracy PattersonNo ratings yet
- Sys-Am-14 Designing An 'Iaq Ready' Air Handler SystemDocument71 pagesSys-Am-14 Designing An 'Iaq Ready' Air Handler SystemtpqnhatNo ratings yet
- Solar Powered Greenhouses: Design, Materials and ApplicationsDocument7 pagesSolar Powered Greenhouses: Design, Materials and ApplicationsJULIANANo ratings yet
- Sintering: From Empirical Observations To Scientific PrinciplesDocument9 pagesSintering: From Empirical Observations To Scientific PrinciplesAYUSH SINGH IET Lucknow StudentNo ratings yet
- Bill of Quantity: NO Uraian Pekerjaan Sat Volume Jumlah (RP) Harga Satuan (RP)Document2 pagesBill of Quantity: NO Uraian Pekerjaan Sat Volume Jumlah (RP) Harga Satuan (RP)KrisantoNo ratings yet
- Mercer Valve 8100Document12 pagesMercer Valve 8100yanethNo ratings yet