You might also like
- 7chapter 9.1 Rotary TablesDocument26 pages7chapter 9.1 Rotary TablesRogerNo ratings yet
- Control Link XA Switch IOMDocument1 pageControl Link XA Switch IOMbooklover2No ratings yet
- General Router With M2521 Board Installation Checklist: Innovation. Quality. Performance. Best in Industry. WorldwideDocument5 pagesGeneral Router With M2521 Board Installation Checklist: Innovation. Quality. Performance. Best in Industry. WorldwideCasa CristeaNo ratings yet
- Flap System RiginDocument12 pagesFlap System RiginHarold Reyes100% (1)
- Tormach MicroARC 4th AxisDocument8 pagesTormach MicroARC 4th AxissthollanderNo ratings yet
- 8 Probes and Scales1Document62 pages8 Probes and Scales1RogerNo ratings yet
- ML C Ser c206hmm225Document15 pagesML C Ser c206hmm225mantenimientoaerosarayakuNo ratings yet
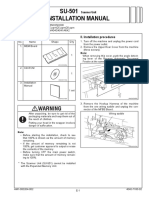
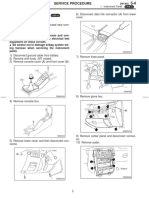
- Installation Manual SU-501: I. Accessory Parts II. Installation ProceduresDocument3 pagesInstallation Manual SU-501: I. Accessory Parts II. Installation ProceduresHoussein KachmarNo ratings yet
- Uconnectweb InstallationSheetsDocument166 pagesUconnectweb InstallationSheets#1973#No ratings yet
- 1953 Lucas Dynamos E3L E3LM E3NDocument7 pages1953 Lucas Dynamos E3L E3LM E3NedelapolloNo ratings yet
- Paddle Shift InstallationDocument9 pagesPaddle Shift Installationpenavi5687No ratings yet
- Kearney and Trecker Installation ManualDocument12 pagesKearney and Trecker Installation Manualaa987100% (1)
- Model LM410 Manual PDFDocument31 pagesModel LM410 Manual PDFJahir GolbemNo ratings yet
- Dokumen - Tips Twin Otter 12m BNF Basicpnp Tower Hobbies Twin Otter 12m BNF Basicpnp ManualDocument3 pagesDokumen - Tips Twin Otter 12m BNF Basicpnp Tower Hobbies Twin Otter 12m BNF Basicpnp ManualaungNo ratings yet
- Electric Lost Motion Actuator Instructions For Conversion From 115V, 60 HZ To 220V, 50 HZDocument3 pagesElectric Lost Motion Actuator Instructions For Conversion From 115V, 60 HZ To 220V, 50 HZAlexis SánchezNo ratings yet
- Subaru Forester SF INSTRUMENT PANELDocument5 pagesSubaru Forester SF INSTRUMENT PANELjonekzawNo ratings yet
- Manual E4ccDocument28 pagesManual E4cc张淼No ratings yet
- Minimoog Voyager Old School VGR OS Pitch Bend RangeDocument3 pagesMinimoog Voyager Old School VGR OS Pitch Bend RangeeklkdjklsNo ratings yet
- Manette 4SNDocument13 pagesManette 4SNOthmanNo ratings yet
- AeroCut Service ManualDocument110 pagesAeroCut Service ManualberbecaruNo ratings yet
- Flap Adjustment and Test ProceduresDocument7 pagesFlap Adjustment and Test ProceduresBhaga PrabhasaNo ratings yet
- User Manual CNCHK 9.2Document38 pagesUser Manual CNCHK 9.2KursergNo ratings yet
- Motorised Unit: Changeover Switch Installation and Operation GuideDocument20 pagesMotorised Unit: Changeover Switch Installation and Operation GuideStalin Paul Rodriguez LeonNo ratings yet
- Leveling, Fixing Carriage Base, and Installing Electrical CabinetDocument69 pagesLeveling, Fixing Carriage Base, and Installing Electrical CabinetSpoorthy SreenivasanNo ratings yet
- Full-Leno Selvage Device PDFDocument12 pagesFull-Leno Selvage Device PDFMonirul SkNo ratings yet
- Instruction Manual: TCR - FM TypeDocument19 pagesInstruction Manual: TCR - FM TypeHien Nguyen VanNo ratings yet
- Dixon ZTR 428-429 Technical DataDocument10 pagesDixon ZTR 428-429 Technical DatatecsbrainNo ratings yet
- Watkiss Digivac Instruction ManualDocument78 pagesWatkiss Digivac Instruction Manualmayol55No ratings yet
- Unilite Conversion For Harley-Davidson: Part No. 566Document4 pagesUnilite Conversion For Harley-Davidson: Part No. 566Alfonso JaureguiNo ratings yet
- Exp 9 Introduction To MachinesDocument11 pagesExp 9 Introduction To MachinesMuhammad AwaisNo ratings yet
- AIA-900-T062 (E) - Wiki900Document12 pagesAIA-900-T062 (E) - Wiki900Sharom Zelene Cordova RomanNo ratings yet
- Arosa 5i Infrared Spark Detector Installation ManualDocument23 pagesArosa 5i Infrared Spark Detector Installation ManualmamuntextileNo ratings yet
- 2200 Manual Section 4 MantenimientoDocument30 pages2200 Manual Section 4 MantenimientoGustavo RamirezNo ratings yet
- VaraDocument8 pagesVaraCesar Alfonso Saldivar MontoyaNo ratings yet
- Multigraphics 1450/1650 Heavy-Duty Drive Motor Conversion KitDocument8 pagesMultigraphics 1450/1650 Heavy-Duty Drive Motor Conversion KitporqNo ratings yet
- ML-1600 Manual Die Cutting Creasing Machine Operating InstructionsDocument11 pagesML-1600 Manual Die Cutting Creasing Machine Operating InstructionsTaposhNo ratings yet
- Avid Avdsb 0031 enDocument4 pagesAvid Avdsb 0031 entekhakkoNo ratings yet
- Operations Manual - Eagle T100Document36 pagesOperations Manual - Eagle T100Jarrod TreppishNo ratings yet
- Baker - 690981 PDFDocument24 pagesBaker - 690981 PDFAsep SuhermanNo ratings yet
- Ineo36 42BW SetupDocument14 pagesIneo36 42BW SetupMaria RossiNo ratings yet
- 20.2.5 20.3.2 TrotadoraDocument24 pages20.2.5 20.3.2 TrotadoraEdgarNo ratings yet
- ACS550 U1 Quick Start GuideDocument2 pagesACS550 U1 Quick Start GuideIvonne Mayela DiazNo ratings yet
- Body + ElectricalDocument259 pagesBody + Electricalnels26No ratings yet
- G Force InstructionsDocument17 pagesG Force Instructions주형준No ratings yet
- Service Bulletin: CopierDocument7 pagesService Bulletin: Copieroleg-spbNo ratings yet
- Users Manual 3 994639Document140 pagesUsers Manual 3 994639Parul MehtaNo ratings yet
- Stanton STR8-30 Owners ManualDocument4 pagesStanton STR8-30 Owners Manual11111100100101100No ratings yet
- Instrument Panel Removal and Installation GuideDocument4 pagesInstrument Panel Removal and Installation GuidemiguelNo ratings yet
- HoneyBee 961service2005Document78 pagesHoneyBee 961service2005Wanderley PedrosoNo ratings yet
- Q24-HL000000007798 SHT, QUICK SETUP, M100Document4 pagesQ24-HL000000007798 SHT, QUICK SETUP, M100UncleNIXNo ratings yet
- MCC - Installation & Commisioning ManualDocument24 pagesMCC - Installation & Commisioning ManualViresh ShaunakNo ratings yet
- Ar 40Document6 pagesAr 40jose maria machin sanchezNo ratings yet
- User 'S Manual Parts Book: SSU UN Nssttaarr M Maac CH Hiin Neerryy C CO O..,, LLTTD D.Document72 pagesUser 'S Manual Parts Book: SSU UN Nssttaarr M Maac CH Hiin Neerryy C CO O..,, LLTTD D.Luis Caba RamirezNo ratings yet
- VM 3382 Eriez Feeder Model 85B 105B IOMDocument12 pagesVM 3382 Eriez Feeder Model 85B 105B IOMAvijit ShuklaNo ratings yet
- Servo Motor VI Fortuna Serie 6 PDFDocument77 pagesServo Motor VI Fortuna Serie 6 PDFheribertosfaNo ratings yet
- Roatary Actuators - Micromatic Repair Manual - SS-0.2A & SS-0.5ADocument7 pagesRoatary Actuators - Micromatic Repair Manual - SS-0.2A & SS-0.5AtungNo ratings yet
- Hoh Singh VP 70 Manual English 1Document32 pagesHoh Singh VP 70 Manual English 1David Zoracá HNo ratings yet
- Delco Radio Owner's Manual Model 633; Delcotron Generator InstallationFrom EverandDelco Radio Owner's Manual Model 633; Delcotron Generator InstallationNo ratings yet
- Radio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142From EverandRadio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142No ratings yet
- Motion ChapterDocument18 pagesMotion ChapterMarc Jairro GajudoNo ratings yet
- BEI VCA App Product GuideDocument20 pagesBEI VCA App Product Guidewozoo23No ratings yet
- Data AnalysisDocument8 pagesData AnalysisJosline MuriikiNo ratings yet
- Classical Mechanics - CohenDocument221 pagesClassical Mechanics - CohenJames Maxwell100% (1)
- Std. 12th Perfect Physics Vol. IDocument27 pagesStd. 12th Perfect Physics Vol. IAnurag VantmutteNo ratings yet
- Problem SetDocument2 pagesProblem SetCrystal DimaanoNo ratings yet
- Rotational Dynamics ExplainedDocument9 pagesRotational Dynamics Explainedtariq8physicsNo ratings yet
- Pinjointed Fourbar Mechanism SolverDocument5 pagesPinjointed Fourbar Mechanism SolverJamil NahraNo ratings yet
- April 2018 GEAS Refresher 1 SolutionsDocument4 pagesApril 2018 GEAS Refresher 1 SolutionsHenryboi CañasNo ratings yet
- Mechanical Power Transmission SystemsDocument42 pagesMechanical Power Transmission SystemsEricNo ratings yet
- OCW SKAA1213 08 Kinematic of Particles 2Document58 pagesOCW SKAA1213 08 Kinematic of Particles 2Akan OkpoNo ratings yet
- Objectives Tom IDocument25 pagesObjectives Tom IAkshay PatelNo ratings yet
- Moter Chapter 5Document98 pagesMoter Chapter 5Tiliksew Wudie AssabeNo ratings yet
- Kinematics Lesson: Particle Motion and Vector CalculationsDocument18 pagesKinematics Lesson: Particle Motion and Vector CalculationsGabrielgarcy12No ratings yet
- NEET 2019 Physics Sample Question Paper IIDocument10 pagesNEET 2019 Physics Sample Question Paper IImisostudyNo ratings yet
- 11-THREE PORT DEVICES E H MAGIC TEE-02-Aug-2019Material - I - 02-Aug-2019 - Prabhu-Tee - E - H - Magic - Tee - S - MatrixDocument77 pages11-THREE PORT DEVICES E H MAGIC TEE-02-Aug-2019Material - I - 02-Aug-2019 - Prabhu-Tee - E - H - Magic - Tee - S - Matrixabhignan routhuNo ratings yet
- Dpp-5 English RBD ComDocument12 pagesDpp-5 English RBD ComAbhimanyu RathodNo ratings yet
- Practice Problems Test OneDocument7 pagesPractice Problems Test OneOtieno MachariaNo ratings yet
- 3300M CNC Control Canned CyclesDocument10 pages3300M CNC Control Canned Cyclessmg26thmayNo ratings yet
- D10 User Guide EngDocument38 pagesD10 User Guide EngPascu CatalinNo ratings yet
- EngiLab Beam.2D ManualDocument126 pagesEngiLab Beam.2D ManualIvanEspenianoNo ratings yet
- Beam Theories With Solutions... Must Read PDFDocument39 pagesBeam Theories With Solutions... Must Read PDFRajendra PraharajNo ratings yet
- CLASSICAL MECHANICS MCQSDocument65 pagesCLASSICAL MECHANICS MCQSZain Ul Abidin93% (29)
- Simple and Compound PendulumDocument9 pagesSimple and Compound PendulumVINAY VNo ratings yet
- CoDeSys SoftMotion V23 EDocument148 pagesCoDeSys SoftMotion V23 EIsaias MartinezNo ratings yet
- Moments, Levers and Gears 1 QPDocument21 pagesMoments, Levers and Gears 1 QPWisdom PhanganNo ratings yet
- 15-Suspension Systems and Components v2Document43 pages15-Suspension Systems and Components v2HanieyzMyNo ratings yet
- ENGR 376 Dynamics Notes StudentDocument133 pagesENGR 376 Dynamics Notes StudentMatthew EellsNo ratings yet
- Chapter 11. Angular MomentumDocument26 pagesChapter 11. Angular MomentumTruong PhongNo ratings yet