You might also like
- EXAMPLE Cantilever MethodDocument11 pagesEXAMPLE Cantilever MethodNany Nektod100% (7)
- Process Performance Qualification Protocol For Autoclave - Pharmaceutical Guidelines 2Document12 pagesProcess Performance Qualification Protocol For Autoclave - Pharmaceutical Guidelines 2MykolaNo ratings yet
- CHEMISTRY - Science Notes For End of Year 9 AssessmentDocument7 pagesCHEMISTRY - Science Notes For End of Year 9 AssessmentJenny Davidson50% (2)
- Operational Qualification Protocol OF Vacuum Tray DryerDocument9 pagesOperational Qualification Protocol OF Vacuum Tray DryerNishit SuvaNo ratings yet
- Temperatue (2) TEST For o Levels PhysicsDocument12 pagesTemperatue (2) TEST For o Levels Physicsbesties tubeNo ratings yet
- Api 510Document1 pageApi 510Hashem AliNo ratings yet
- Zeton Scaling UpDocument3 pagesZeton Scaling UpBhanu Pratap TiwariNo ratings yet
- Auto Processor at Xray EquipDocument8 pagesAuto Processor at Xray EquipNER CARLO SANTOSNo ratings yet
- Ix. Estblish Monitoring Systems For Each CCPDocument3 pagesIx. Estblish Monitoring Systems For Each CCPJema TanNo ratings yet
- Introduction To CalibrationsDocument26 pagesIntroduction To Calibrationsjaboerboy100% (1)
- Directions For Using The HACCP Plan FormDocument11 pagesDirections For Using The HACCP Plan FormOnline NinaNo ratings yet
- t1 Merged PDFDocument10 pagest1 Merged PDFYessenia GonzalesNo ratings yet
- Policies and Procedures of Equipment MaintenanceDocument9 pagesPolicies and Procedures of Equipment Maintenancerussel1435No ratings yet
- Optical Measurement of The Valve Temperature - A Precise Measuring Method - Porsche Engineering Magazine 01-2015Document3 pagesOptical Measurement of The Valve Temperature - A Precise Measuring Method - Porsche Engineering Magazine 01-2015emperor_vamsiNo ratings yet
- Hematology Calibrator Procedure GuidelineDocument2 pagesHematology Calibrator Procedure GuidelineXavier MuñozNo ratings yet
- Induction Cap Sealing Machine Performance Qualification Report - Pharmaceutical UpdatesDocument5 pagesInduction Cap Sealing Machine Performance Qualification Report - Pharmaceutical UpdatesChetan Ganesh RautNo ratings yet
- Silo - Tips - Mixing Process DesignDocument28 pagesSilo - Tips - Mixing Process DesignZYChengNo ratings yet
- Sterility Testing Lab Audit Checklist: Date: Client Name: Auditors: Site AddressDocument21 pagesSterility Testing Lab Audit Checklist: Date: Client Name: Auditors: Site AddressElena StoevaNo ratings yet
- SOP 26 Standard Operating Procedure For Gravimetric Calibration of Dynamic Volumetric Systems Used As StandardsDocument17 pagesSOP 26 Standard Operating Procedure For Gravimetric Calibration of Dynamic Volumetric Systems Used As StandardsAdmer Rey C. DablioNo ratings yet
- Concrete Aggragate TestingDocument23 pagesConcrete Aggragate TestingfaheemqcNo ratings yet
- SOP 49 Standard Operating Procedure For Calibration of Environmental Monitoring Standards by Direct ComparisonDocument8 pagesSOP 49 Standard Operating Procedure For Calibration of Environmental Monitoring Standards by Direct ComparisonchrisNo ratings yet
- Brookfield Process Catalog PDFDocument24 pagesBrookfield Process Catalog PDFMeenakshiNo ratings yet
- Cli A 2003 Final RuleDocument11 pagesCli A 2003 Final RuleVictoria GonzalesNo ratings yet
- Instrument Ation, Control and Management of Batch Reactors Using Distributed ControlsDocument4 pagesInstrument Ation, Control and Management of Batch Reactors Using Distributed ControlsVytha MarmoetNo ratings yet
- Instru Reviewer-Prelim.1Document8 pagesInstru Reviewer-Prelim.1Richard Sebes SambranoNo ratings yet
- General Article Art KhatriDocument2 pagesGeneral Article Art KhatriIbrahim EtmanNo ratings yet
- Control Loop Performance: Part 2: Open-Loop Response Testing Improves ProcessDocument5 pagesControl Loop Performance: Part 2: Open-Loop Response Testing Improves ProcessbariNo ratings yet
- Adaptable Reactor Technology - ChameleonDocument2 pagesAdaptable Reactor Technology - Chameleoncraigorio616No ratings yet
- Certificate of Accreditation: Johnson Laboratory Accreditation, IncDocument2 pagesCertificate of Accreditation: Johnson Laboratory Accreditation, IncJonathan CastelanNo ratings yet
- 30-19-14132-01-76 DimensionEXl200 SpecSheet FINAL SNG 1800000007066943Document4 pages30-19-14132-01-76 DimensionEXl200 SpecSheet FINAL SNG 1800000007066943Naveed ShahNo ratings yet
- BioPharm - Scale Down - Downstream PDFDocument10 pagesBioPharm - Scale Down - Downstream PDFGeetanjali HubliNo ratings yet
- Site Coordination Meeting: Elimination: Nil Substitution:Scissors Lift PPE:Dust Mask, SafetyDocument2 pagesSite Coordination Meeting: Elimination: Nil Substitution:Scissors Lift PPE:Dust Mask, SafetyRama RajanNo ratings yet
- Reliability Training - Engineering and OperationsDocument70 pagesReliability Training - Engineering and Operationsletheson17041990No ratings yet
- 1 IntroDocument55 pages1 IntroCupa no DensetsuNo ratings yet
- Checklist For Pressure Testing Safely 2Document2 pagesChecklist For Pressure Testing Safely 2Jonathan CambaNo ratings yet
- Renewed Performance Qualification After Replacing Device ComponentsDocument8 pagesRenewed Performance Qualification After Replacing Device ComponentsМаксим ШульгаNo ratings yet
- Pama - Product Pasteurization, Heating and Cooling Systems PDFDocument9 pagesPama - Product Pasteurization, Heating and Cooling Systems PDFCar MiguelNo ratings yet
- AKSA Generator Startup Checklist - Editable PDFDocument2 pagesAKSA Generator Startup Checklist - Editable PDFTama42gmail.com AzryNo ratings yet
- Deviations - Definition and Requirements: LOGFILE No. 10 / April 2013 Maas & Peither AG - GMP PublishingDocument3 pagesDeviations - Definition and Requirements: LOGFILE No. 10 / April 2013 Maas & Peither AG - GMP PublishingKamran AlamNo ratings yet
- L&T Switchboards Tested For ASTA Certification (Jan - Mar 03)Document4 pagesL&T Switchboards Tested For ASTA Certification (Jan - Mar 03)santhoshNo ratings yet
- V3E5 - Process Plant and Equipment UP - TIME NewsletterDocument5 pagesV3E5 - Process Plant and Equipment UP - TIME NewsletterPoppy Fairley100% (1)
- Performance Monitoring Procedure - FinalDocument9 pagesPerformance Monitoring Procedure - FinalMuhammad Junaid KhanNo ratings yet
- Modified Heat Exchanger Units: Cooling TowerDocument17 pagesModified Heat Exchanger Units: Cooling TowerMasoudNo ratings yet
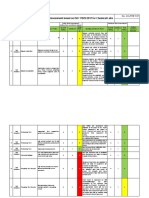
- Lab Risk Assessment Based On ISO 17025:2017 For Chemical LabsDocument5 pagesLab Risk Assessment Based On ISO 17025:2017 For Chemical Labsgristy100% (1)
- Teplotni Technika enDocument9 pagesTeplotni Technika enunconfusiusNo ratings yet
- Autoclave Calibration and Validation - Astell UKDocument4 pagesAutoclave Calibration and Validation - Astell UKALSIN Technology ServicesNo ratings yet
- AIE-PR-PRJ-004 - Anomaly Management Procedure Rev 01Document17 pagesAIE-PR-PRJ-004 - Anomaly Management Procedure Rev 01faraz_muslimNo ratings yet
- CD-00519-002 Anh N en 2018-07-06Document2 pagesCD-00519-002 Anh N en 2018-07-06Nicole de Castro RoveriNo ratings yet
- Omicron 2Document4 pagesOmicron 2kegiw15659No ratings yet
- Drug Product-Based Integrity Testing Establishing A Product/filter Test Minimum ValueDocument2 pagesDrug Product-Based Integrity Testing Establishing A Product/filter Test Minimum ValueVijay Kumar NandagiriNo ratings yet
- Constant Flux ReactorDocument4 pagesConstant Flux ReactorRaghav SharmaNo ratings yet
- Reference ArticleDocument5 pagesReference ArticleZiaNo ratings yet
- EN ChemWell TDocument2 pagesEN ChemWell Tmicklemagdy50No ratings yet
- Sett Calibra Ting and C Tion Cycl Changing Les / Inter G RvalsDocument1 pageSett Calibra Ting and C Tion Cycl Changing Les / Inter G RvalsGlobal QualityNo ratings yet
- ISO 17025 Risk Management Example: December 2019Document6 pagesISO 17025 Risk Management Example: December 2019paeg6512No ratings yet
- Cal Q - ADVIA Centaur Systems - Rev 04 DXDCM 09017fe980777d93-1669396270867Document3 pagesCal Q - ADVIA Centaur Systems - Rev 04 DXDCM 09017fe980777d93-1669396270867cassNo ratings yet
- HE AHL Olution: T W DST600 S !Document4 pagesHE AHL Olution: T W DST600 S !SINAGUSNo ratings yet
- Gem - Stat Blood Analyzer Operator's ManualDocument51 pagesGem - Stat Blood Analyzer Operator's ManualYeron GelayeNo ratings yet
- Troubleshooting HydrotreatingDocument16 pagesTroubleshooting HydrotreatingNathalia DelgadoNo ratings yet
- Process Instrumentation: Prepared By: Sangmesh MalgeDocument38 pagesProcess Instrumentation: Prepared By: Sangmesh MalgeVarad100% (1)
- Troubleshooting Process ControlDocument8 pagesTroubleshooting Process ControlSoumya BNo ratings yet
- Diagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceFrom EverandDiagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceNo ratings yet
- Pharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersFrom EverandPharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersNo ratings yet
- Quadratic EquationsDocument4 pagesQuadratic EquationsSaraf santhosh kumarNo ratings yet
- Moving Charges and MagnetismDocument24 pagesMoving Charges and MagnetismDhruv GoelNo ratings yet
- Rexnord Metal Table Top ChainDocument36 pagesRexnord Metal Table Top ChainWhisnu AlbertusNo ratings yet
- Pneumatic Structures: Nmam Institute of Technology, NitteDocument33 pagesPneumatic Structures: Nmam Institute of Technology, NittehaleshspNo ratings yet
- Jis G3445 STKM 11a MTCDocument1 pageJis G3445 STKM 11a MTCNgoc PhatNo ratings yet
- Knee BiomechanicsDocument20 pagesKnee Biomechanicscrisanto valdezNo ratings yet
- Structural Design Analysis: Proposed Two (2) - Storey Residential BuildingDocument24 pagesStructural Design Analysis: Proposed Two (2) - Storey Residential BuildingJc JüsäyänNo ratings yet
- Vehicle Navigation Kalman Filter 2017Document10 pagesVehicle Navigation Kalman Filter 2017aseel jadallahNo ratings yet
- Electromagnetic Induction and Alternating Current by AlienDocument13 pagesElectromagnetic Induction and Alternating Current by AlienSanatan KumarNo ratings yet
- User Manual - WSX ND18Document20 pagesUser Manual - WSX ND18AndrejNo ratings yet
- Búsqueda Del Medio - SEBU7898 - C18 Generator Set Cat Digital Voltage Regulator (Cat DVR)Document4 pagesBúsqueda Del Medio - SEBU7898 - C18 Generator Set Cat Digital Voltage Regulator (Cat DVR)CEVegaONo ratings yet
- Lapangan Gas ArunDocument8 pagesLapangan Gas ArunRnd JuliusNo ratings yet
- ENERGETIC ANALYSIS OF AN ABSORPTION CHILLER USING NH3-LiNO3 ASDocument14 pagesENERGETIC ANALYSIS OF AN ABSORPTION CHILLER USING NH3-LiNO3 ASAlvaro Antonio Ochoa VillaNo ratings yet
- First Final Examination in Science 7Document8 pagesFirst Final Examination in Science 7Teresa Marie CorderoNo ratings yet
- Top 10 Fundamental Operational Amplifiers CircuitsDocument7 pagesTop 10 Fundamental Operational Amplifiers CircuitsNguyễnVănTuấnNo ratings yet
- Allengers HF 49 Service ManualDocument6 pagesAllengers HF 49 Service Manualdemon6592No ratings yet
- Pump Drive F600 User Guide Issue 1Document463 pagesPump Drive F600 User Guide Issue 1Traian SerbanNo ratings yet
- LAS No. 2Document8 pagesLAS No. 2Eddie Lumaras Jr.No ratings yet
- Find The Six Circular Functions of The Below. 1. 8Document4 pagesFind The Six Circular Functions of The Below. 1. 8Sir LogNo ratings yet
- Oswaal ISC Class 11th Mathematics Mind Map For 2022 ExamDocument28 pagesOswaal ISC Class 11th Mathematics Mind Map For 2022 ExameshnakoriiNo ratings yet
- Understanding Gravity - PHYSICS FORM 4Document23 pagesUnderstanding Gravity - PHYSICS FORM 4Noor100% (3)
- Differentiation 2Document87 pagesDifferentiation 2Ali SNo ratings yet
- TC301D Datasheet: 1. DescriptionDocument5 pagesTC301D Datasheet: 1. DescriptionMehmet Ali SüzerNo ratings yet
- Electronics Instrumentation 15EI251 PDFDocument94 pagesElectronics Instrumentation 15EI251 PDFlvrevathiNo ratings yet
- Energy Efficiency in Fruit Storage Warehouses: W T F P CDocument8 pagesEnergy Efficiency in Fruit Storage Warehouses: W T F P CShekhar PhaseNo ratings yet
- StructureDocument24 pagesStructureFrank StephensNo ratings yet
- Cataloc Online - Purchase RequititionDocument2 pagesCataloc Online - Purchase RequititionEdy AntoNo ratings yet