You might also like
- Energy Efficiency: Concepts and CalculationsFrom EverandEnergy Efficiency: Concepts and CalculationsRating: 4.5 out of 5 stars4.5/5 (3)
- ENRM 2002 - Energy Resources and Sustainability Lecture 3 SOLAR and HYDRO RandyRamadharSinghDocument48 pagesENRM 2002 - Energy Resources and Sustainability Lecture 3 SOLAR and HYDRO RandyRamadharSinghRandy Ramadhar SinghNo ratings yet
- Informeotono tfcd-3Document52 pagesInformeotono tfcd-3yanina moralesNo ratings yet
- Technical Marketing Information (Tmi) : Shane GillesDocument21 pagesTechnical Marketing Information (Tmi) : Shane GillesemilioNo ratings yet
- New JournalDocument8 pagesNew JournalKhaing Yi Hnin WintNo ratings yet
- MODSIM Model Set-Up, Assumptions, and Sensitivity Analysis: Appendix EDocument6 pagesMODSIM Model Set-Up, Assumptions, and Sensitivity Analysis: Appendix Eapi-26356906No ratings yet
- CS Alternative Energy YieldCosDocument32 pagesCS Alternative Energy YieldCosJonathan ChuahNo ratings yet
- 1Q19 Presentation EECL VFDocument45 pages1Q19 Presentation EECL VFHelena AraujoNo ratings yet
- FactSheet AccionesADocument1 pageFactSheet AccionesAanalia gigliNo ratings yet
- 001D PLANT F-0002 Formulir Component Replacement ComplianceDocument12 pages001D PLANT F-0002 Formulir Component Replacement ComplianceAndri YansyahNo ratings yet
- Wter SvingDocument8 pagesWter Svingian reyNo ratings yet
- 2019 A320 RefuelProcedureGuidelines - V2Document2 pages2019 A320 RefuelProcedureGuidelines - V2br213No ratings yet
- Descriptive Statistics: Tabular and Graphical Displays: Nguyen Thi LienDocument21 pagesDescriptive Statistics: Tabular and Graphical Displays: Nguyen Thi LienTrịnh Anh VũNo ratings yet
- 2018 TMI Training Version 1Document28 pages2018 TMI Training Version 1TERONo ratings yet
- Crystal Units/Crystal OscillatorsDocument38 pagesCrystal Units/Crystal OscillatorsMOHSENNo ratings yet
- TBM 1 (Week 1 - July 19)Document1 pageTBM 1 (Week 1 - July 19)sandesh negiNo ratings yet
- Addis Ababa Science and Technology UniversityDocument18 pagesAddis Ababa Science and Technology UniversityGurmessa soressaNo ratings yet
- WMD2020Document265 pagesWMD2020Md HabibNo ratings yet
- Joko Tri Brata 3.A Poverty Alleviation Through The Program SluDocument1 pageJoko Tri Brata 3.A Poverty Alleviation Through The Program Sluzen dartNo ratings yet
- 3 1 製漿系統的優化與診斷 Andritz 龐松韜 經理 6格Document2 pages3 1 製漿系統的優化與診斷 Andritz 龐松韜 經理 6格Huy NguyenNo ratings yet
- 7.1.1.G - The Role E Ledership - 700-2084-1-PB - PDF - Joko Tri Brata - TurnitinDocument1 page7.1.1.G - The Role E Ledership - 700-2084-1-PB - PDF - Joko Tri Brata - Turnitinzen dartNo ratings yet
- Nergy Fficiency in Uildings: Guidance For Facilities ManagersDocument29 pagesNergy Fficiency in Uildings: Guidance For Facilities ManagersAbdullahNo ratings yet
- Handbook of Biomass Downdraft Gasifier Engine SystemsDocument149 pagesHandbook of Biomass Downdraft Gasifier Engine SystemsRodolfo90% (10)
- Curva S. OK!! VALOR GANADODocument1 pageCurva S. OK!! VALOR GANADOYuber FloresNo ratings yet
- PM 6Document1 pagePM 6bunnyplays823No ratings yet
- PM 5Document1 pagePM 5bunnyplays823No ratings yet
- PlantPRO BrochureDocument13 pagesPlantPRO Brochurecris yanezNo ratings yet
- Predictive Production Modelling For Increasing Productivity of Oil WellsDocument2 pagesPredictive Production Modelling For Increasing Productivity of Oil WellsJose ContrerasNo ratings yet
- Managerial Accounting 15th Edition Garrison Test Bank 1Document36 pagesManagerial Accounting 15th Edition Garrison Test Bank 1josehernandezoimexwyftk100% (22)
- 3.F Inter-Agency Collaboration Slum Handling in Kendari City - PDF - Joko Tri Brata - TurnitinDocument1 page3.F Inter-Agency Collaboration Slum Handling in Kendari City - PDF - Joko Tri Brata - Turnitinzen dartNo ratings yet
- Joko Tri Brata 3.F Inter-Agency Collaboration Slum Handling inDocument1 pageJoko Tri Brata 3.F Inter-Agency Collaboration Slum Handling inzen dartNo ratings yet
- Msds Acrylic Putty enDocument7 pagesMsds Acrylic Putty enbogdan bojanNo ratings yet
- Off Grid PV Systems Design GuidelinesDocument24 pagesOff Grid PV Systems Design GuidelinestantibaNo ratings yet
- Copy ofDocument10 pagesCopy ofdoni100% (1)
- Tech Team DashboardDocument1 pageTech Team DashboardWafda MuftiNo ratings yet
- Sector Reversal 20110302Document1 pageSector Reversal 20110302andrewbloggerNo ratings yet
- Environmental Perfomance Indicators-2017 - GHG PDFDocument2 pagesEnvironmental Perfomance Indicators-2017 - GHG PDFalejandro ramirezNo ratings yet
- Infinitely Better: Automation Tools and SolutionsDocument16 pagesInfinitely Better: Automation Tools and Solutionsnine starNo ratings yet
- Solar Energy Development in IndiaDocument40 pagesSolar Energy Development in IndiaAvnish NarulaNo ratings yet
- MSDS Biopuro Ammorbidente EngDocument7 pagesMSDS Biopuro Ammorbidente EngMarta LuzNo ratings yet
- ENEL Cyber Security PDFDocument49 pagesENEL Cyber Security PDFInu SamNo ratings yet
- HCU Event SampleDocument19 pagesHCU Event Samplekvb_hp100% (1)
- Examples of HCU Events From ME-ECS Ver 0, Training Material PDFDocument19 pagesExamples of HCU Events From ME-ECS Ver 0, Training Material PDFПетрNo ratings yet
- AO On WST Adoption (Revised)Document57 pagesAO On WST Adoption (Revised)Oscar CarpioNo ratings yet
- 06 Dredging OptimisationDocument19 pages06 Dredging OptimisationChristo BoschNo ratings yet
- University of California Accountability Report 2019Document16 pagesUniversity of California Accountability Report 2019Juan PobleteNo ratings yet
- Catalogue Inverter 2021Document34 pagesCatalogue Inverter 2021nhatminh.bith93No ratings yet
- Rarpolyol Ap 1606 XLDocument9 pagesRarpolyol Ap 1606 XLMahmoud FlefilNo ratings yet
- Manual Fertigation Field CropDocument36 pagesManual Fertigation Field Cropmuhd arifNo ratings yet
- D2F1 Renewable Energy Market Analysis IRENADocument21 pagesD2F1 Renewable Energy Market Analysis IRENARolando GuillenNo ratings yet
- S-Curve & Progress TableDocument4 pagesS-Curve & Progress TableShinta TheresiaNo ratings yet
- CENG 176A: Hydrogen FuelcellDocument2 pagesCENG 176A: Hydrogen FuelcellsupasmackNo ratings yet
- TOS MAPEH6 3rd Q 2022Document7 pagesTOS MAPEH6 3rd Q 2022Joner DonhitoNo ratings yet
- Shared Energyeff Restaurants PDFDocument4 pagesShared Energyeff Restaurants PDFHendy JamangNo ratings yet
- EWEC 2008 - Harman - Availability TrendsDocument8 pagesEWEC 2008 - Harman - Availability TrendshonyNo ratings yet
- Deepak MahurkarDocument8 pagesDeepak MahurkartarangtusharNo ratings yet
- Pump IrrigationDocument7 pagesPump IrrigationKhaing Yi Hnin WintNo ratings yet
- BECIS DANONE Projectboard 2x1.5 CDocument1 pageBECIS DANONE Projectboard 2x1.5 CKita MediaNo ratings yet
- MAPRO Offer Cunsultancy 10032022Document2 pagesMAPRO Offer Cunsultancy 10032022Shekhar PhaseNo ratings yet
- Janshakti FPC - 06.09.2022-OPTION-03aDocument1 pageJanshakti FPC - 06.09.2022-OPTION-03aShekhar PhaseNo ratings yet
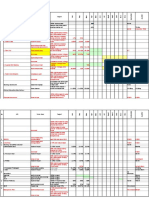
- Shreeganesh Cold Storage - Cost Sheet - 19.06.2022Document2 pagesShreeganesh Cold Storage - Cost Sheet - 19.06.2022Shekhar PhaseNo ratings yet
- SS Profile 181118Document2 pagesSS Profile 181118Shekhar PhaseNo ratings yet
- Shreeganesh Cold Storage-13.06.2021Document1 pageShreeganesh Cold Storage-13.06.2021Shekhar PhaseNo ratings yet
- Project Cost Sheet-20.08.2022Document5 pagesProject Cost Sheet-20.08.2022Shekhar PhaseNo ratings yet
- OPTION-01A-Janshakti FPC - 04.09.2022Document1 pageOPTION-01A-Janshakti FPC - 04.09.2022Shekhar PhaseNo ratings yet
- Power factor cos φ + Efficiency η Current vs. Load: MLFB-Ordering data: 1LE7501-3AB03-5AA4Document1 pagePower factor cos φ + Efficiency η Current vs. Load: MLFB-Ordering data: 1LE7501-3AB03-5AA4Shekhar PhaseNo ratings yet
- Janshakti FPC - 04.09.2022-OPTION-02Document1 pageJanshakti FPC - 04.09.2022-OPTION-02Shekhar PhaseNo ratings yet
- Janshakti FPC - 04.09.2022-OPTION-01Document1 pageJanshakti FPC - 04.09.2022-OPTION-01Shekhar PhaseNo ratings yet
- Siemens 1le7Document1 pageSiemens 1le7Shekhar PhaseNo ratings yet
- 1) Protected Centre Hole M20x42: - DIN EN 50347Document1 page1) Protected Centre Hole M20x42: - DIN EN 50347Shekhar PhaseNo ratings yet
- Fresh Airline RespiratorDocument2 pagesFresh Airline RespiratorShekhar PhaseNo ratings yet
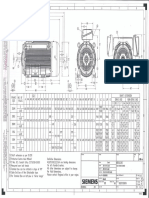
- Data Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE7501-3AB03-5AA4Document1 pageData Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE7501-3AB03-5AA4Shekhar PhaseNo ratings yet
- Counter Pressure Retort MachineDocument13 pagesCounter Pressure Retort MachineShekhar PhaseNo ratings yet
- Quality of WaterDocument1 pageQuality of WaterShekhar PhaseNo ratings yet
- Fruits and Vegetables Optimal Storage ConditionsDocument5 pagesFruits and Vegetables Optimal Storage ConditionsShekhar PhaseNo ratings yet
- TB 899Document67 pagesTB 899Shekhar PhaseNo ratings yet
- m4 U10Document15 pagesm4 U10Lasandu WanniarachchiNo ratings yet
- TB 899Document67 pagesTB 899Shekhar PhaseNo ratings yet
- RefractoryDocument23 pagesRefractoryHarinarayanan Samsari Kizhake Veetil100% (1)
- English 10th Marathi Medium PDFDocument186 pagesEnglish 10th Marathi Medium PDFUddhav Patil100% (2)
- Hot Gas Defrost Pump With Soft1Document1 pageHot Gas Defrost Pump With Soft1Shekhar PhaseNo ratings yet
- Decommissioning of Closed Circuit Ammonia Refriferation SystemsDocument35 pagesDecommissioning of Closed Circuit Ammonia Refriferation SystemsAndrea MagañaNo ratings yet
- Typical Ammonia Pump System DrawingDocument1 pageTypical Ammonia Pump System DrawingShekhar PhaseNo ratings yet
- Pipe Flow-Friction Factor Calculations With ExcelDocument31 pagesPipe Flow-Friction Factor Calculations With Excelmichael_mic99100% (1)
- IIAR 2 3rd Review DraftDocument139 pagesIIAR 2 3rd Review DraftRoger ParraNo ratings yet
- Hot Gas Defrost For Ammonia Evaporators: Bulletin 90-11cDocument24 pagesHot Gas Defrost For Ammonia Evaporators: Bulletin 90-11cShekhar PhaseNo ratings yet
- Manual LB 55 - QX189479-15.12.2012Document52 pagesManual LB 55 - QX189479-15.12.2012arpac tecnologiaNo ratings yet
- V Series ManualDocument72 pagesV Series ManualrfriosEPNo ratings yet
- Compressor Staging & Capacity ControlDocument6 pagesCompressor Staging & Capacity ControlBalRam DhimanNo ratings yet
- Katalog LingheinDocument10 pagesKatalog LingheinArianto75% (4)
- Industrial Range: Silenced Rotary Screw CompressorsDocument8 pagesIndustrial Range: Silenced Rotary Screw CompressorsBassilNo ratings yet
- Cold Front - Vol. 14 No. 3, 2014 NewsletterDocument13 pagesCold Front - Vol. 14 No. 3, 2014 NewsletterYutt WattNo ratings yet
- Experimental Analysis of Screw Compressor Noise and VibrationDocument18 pagesExperimental Analysis of Screw Compressor Noise and VibrationBayu SuprayogiNo ratings yet
- Vapor Recovery ProcessDocument7 pagesVapor Recovery ProcessYagnesh JoshiNo ratings yet
- FINI Cat MicroPlus enDocument24 pagesFINI Cat MicroPlus enGuilherme RochaNo ratings yet
- Air Compressor Anatomy 101Document20 pagesAir Compressor Anatomy 101Rahul ChandrawarNo ratings yet
- IRITS-0818-079 0719 Oil-Flooded 45-160kW Brochure PrintDocument12 pagesIRITS-0818-079 0719 Oil-Flooded 45-160kW Brochure PrintDiego Valderrama CortesNo ratings yet
- Socks Knitting MachineDocument2 pagesSocks Knitting MachineAbayNo ratings yet
- Air CompressorDocument21 pagesAir CompressorAjayNo ratings yet
- RENNER RS Compressors BrochureDocument12 pagesRENNER RS Compressors BrochureAtanas StoykovNo ratings yet
- TS-32 02250131-544Document150 pagesTS-32 02250131-544Alejandro Dallos100% (1)
- Fig. 5 Shows A Typical Compressor Used For: Fig. 4 Schematic Diagram of Oil-Flooded Screw CompressorDocument1 pageFig. 5 Shows A Typical Compressor Used For: Fig. 4 Schematic Diagram of Oil-Flooded Screw Compressor秦东旺No ratings yet
- Compressor Tech 04 2015 PDFDocument92 pagesCompressor Tech 04 2015 PDFHoang Bao Son100% (1)
- Screw Compressor Maintenance and Usage InstructionsDocument4 pagesScrew Compressor Maintenance and Usage InstructionsCharlie ZulfikarNo ratings yet
- Pneumatics HandbookDocument220 pagesPneumatics HandbookIvan Micic100% (3)
- 596.0566 - GB - 200101 S 6... S 29 ARS BlackDocument78 pages596.0566 - GB - 200101 S 6... S 29 ARS BlackVolodymyr Akulov100% (1)
- Chiller HitachiDocument12 pagesChiller HitachiYosses Sang NahkodaNo ratings yet
- 04 2014 024 Tomaszewski RysinskiDocument4 pages04 2014 024 Tomaszewski RysinskiratheeshNo ratings yet
- Refrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearDocument9 pagesRefrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearKhaled HakimNo ratings yet
- Bottarini Compressors ManualDocument8 pagesBottarini Compressors ManualMedo AtitoNo ratings yet
- Fluid Power System Laboratory ReportDocument9 pagesFluid Power System Laboratory ReportSUNDARRAJAN KNo ratings yet
- Turbo AirDocument20 pagesTurbo AirDavid SpinosoNo ratings yet
- Ed Uaa Uay Fst4 201801 (New)Document67 pagesEd Uaa Uay Fst4 201801 (New)Hoang Xuan Chau67% (3)
- Rotary Screw Gas: CompressorsDocument2 pagesRotary Screw Gas: CompressorsLucas SilvestreNo ratings yet
- TEGD Lab ManualDocument61 pagesTEGD Lab Manualray malonjaoNo ratings yet
- Kobelco Compressor NewDocument20 pagesKobelco Compressor NewTayaChandranNo ratings yet