You might also like
- BS En-12285-1Document159 pagesBS En-12285-1shaggeruk85% (13)
- Vibration TransducerDocument7 pagesVibration TransducerPrakash Kumar100% (1)
- Ultrasonic InterferometerDocument12 pagesUltrasonic Interferometermangla bhullarNo ratings yet
- UltrasonicDocument51 pagesUltrasonicpreeti vermaNo ratings yet
- Magnetostriction and Applications of Ultrasonic Waves: 15Z204 - Materials ScienceDocument17 pagesMagnetostriction and Applications of Ultrasonic Waves: 15Z204 - Materials Sciencesumedha moharanaNo ratings yet
- Unit - II: Acoustics and UltrasonicDocument5 pagesUnit - II: Acoustics and Ultrasonicrafey314No ratings yet
- Ultrasonics: Properties, Production and ApplicationsDocument39 pagesUltrasonics: Properties, Production and Applicationsanilm130484meNo ratings yet
- UltrasonicDocument27 pagesUltrasonicSaifNo ratings yet
- Impact of Inductors and Capacitors On Society and Enviroment .Document9 pagesImpact of Inductors and Capacitors On Society and Enviroment .Rohit Kumar Das100% (1)
- Ap-I UltrasonicsDocument40 pagesAp-I Ultrasonicsapi-328718591No ratings yet
- Ultrasonic GenerationDocument26 pagesUltrasonic GenerationKilaru Sai KiranNo ratings yet
- Ultrasonic PDFDocument5 pagesUltrasonic PDFHarsh DarjiNo ratings yet
- Unit II UltrasonicsDocument7 pagesUnit II UltrasonicsSiva Kumar100% (1)
- Linac WorkingDocument53 pagesLinac WorkingNIDHI PANDEYNo ratings yet
- Ultrasonics Part 1Document6 pagesUltrasonics Part 1yashwantNo ratings yet
- Hall Effect Transducers and Applications Under 40 CharactersDocument16 pagesHall Effect Transducers and Applications Under 40 CharactersMynam MeghanaNo ratings yet
- Microwave Tubes ExplainedDocument135 pagesMicrowave Tubes ExplainedAditya MewaraNo ratings yet
- Basic Electronics AssignmentDocument8 pagesBasic Electronics AssignmentGokulNo ratings yet
- Unit-4 PPT AMWEDocument70 pagesUnit-4 PPT AMWE20R25A0420 KONDAMUDI VAMSI ANURAGNo ratings yet
- PHYSICSDocument36 pagesPHYSICSUnknown userNo ratings yet
- 14.short Wave Diathermy (SWD)Document23 pages14.short Wave Diathermy (SWD)Faisal Mehboob92% (13)
- Haris Linear AcceleratorDocument66 pagesHaris Linear AcceleratorHarisrahmanNo ratings yet
- Microwave Engineeing Lab PDFDocument56 pagesMicrowave Engineeing Lab PDFFuad al-ahosanNo ratings yet
- UNIT 1 PPT Microwave TubesDocument45 pagesUNIT 1 PPT Microwave Tubesmanav aNo ratings yet
- ReportDocument46 pagesReportRaghu RamNo ratings yet
- ReportDocument47 pagesReportRaghu RamNo ratings yet
- Inductors: Prepared By: Stephie Rose Magno Reanne Joycee CarreraDocument24 pagesInductors: Prepared By: Stephie Rose Magno Reanne Joycee Carrerasteph100% (1)
- UltrasonicsDocument40 pagesUltrasonics20. Ashish Mahajan 12th 'B'No ratings yet
- Ultrasonics (New)Document7 pagesUltrasonics (New)Dipiksha ParabNo ratings yet
- Unit 4.3Document44 pagesUnit 4.3syed1188No ratings yet
- 3 - Transducer USDocument35 pages3 - Transducer USCharlotte gamingNo ratings yet
- Ultrasound Review 1Document12 pagesUltrasound Review 1aliosarusNo ratings yet
- Second - Harmonic Jack M JanickeDocument5 pagesSecond - Harmonic Jack M JanickeCamilla Steffensen100% (1)
- Piezoelectric MaterialsDocument31 pagesPiezoelectric MaterialsBhavya TanneruNo ratings yet
- U WaveDocument54 pagesU WaveRatheesh RsNo ratings yet
- Displacement Transducer Types: Eddy Current Based Non-Contact Displacement TransducersDocument3 pagesDisplacement Transducer Types: Eddy Current Based Non-Contact Displacement TransducersplmzaqqazmlpNo ratings yet
- Name: Vishik Pruthviraj Chavan Subject: (ECI) Semester: 3rd Sem Branch: EE Subject TeacherDocument10 pagesName: Vishik Pruthviraj Chavan Subject: (ECI) Semester: 3rd Sem Branch: EE Subject TeacherVishi MalikNo ratings yet
- Sensors AssignmentDocument7 pagesSensors AssignmentDennis NgureNo ratings yet
- Chapter 7 WL Chapter 9 SS Linear AcceleratorsDocument28 pagesChapter 7 WL Chapter 9 SS Linear AcceleratorsBeverly PamanNo ratings yet
- Micowave IntroductionDocument21 pagesMicowave Introductionniji mathewsNo ratings yet
- Universal Current Sensor PDFDocument23 pagesUniversal Current Sensor PDFYogesh Bhargava100% (3)
- Eddy PiezoDocument19 pagesEddy Piezoshrish ukhalkarNo ratings yet
- Linear Accelerators Radiotherapy Units, Cobalt: March 2002Document33 pagesLinear Accelerators Radiotherapy Units, Cobalt: March 2002Ahmed Sabry0% (1)
- Microwave Technologies IntroductionDocument68 pagesMicrowave Technologies IntroductionKarthikeyan JagannathanNo ratings yet
- Physics ProjectDocument11 pagesPhysics ProjectPunith KumarNo ratings yet
- Electrosurcical UnitDocument15 pagesElectrosurcical Unitbdalkrymaldhbhany51No ratings yet
- Blood Flow LecDocument24 pagesBlood Flow LecJames waithakaNo ratings yet
- Microwave Communication GuideDocument18 pagesMicrowave Communication GuideAkhil RajuNo ratings yet
- E. WORKSHOP II by SemereDocument93 pagesE. WORKSHOP II by SemereSami Ye KiyaNo ratings yet
- MICROWAVEDocument12 pagesMICROWAVEHINDUSTAN KNOW 1No ratings yet
- Wireless Power Transmission Using Resonant InductionDocument15 pagesWireless Power Transmission Using Resonant InductionHari BabuNo ratings yet
- Beijing Quanxin Ultrasonic's Guide to Using TransducersDocument4 pagesBeijing Quanxin Ultrasonic's Guide to Using TransducersbG gNo ratings yet
- Design of A Intellectualized Ultrasonic Generator: Xiyang Liu, Xiaodong Cui, Fuhua MaDocument5 pagesDesign of A Intellectualized Ultrasonic Generator: Xiyang Liu, Xiaodong Cui, Fuhua MaEd Gar YundaNo ratings yet
- Sahand University lecture on biopotential amplifiersDocument26 pagesSahand University lecture on biopotential amplifiersKarthikeyan GovindarajNo ratings yet
- IOST 63 - Marine Instrumentation For Oceanographic Measurements (Unit V)Document40 pagesIOST 63 - Marine Instrumentation For Oceanographic Measurements (Unit V)aNo ratings yet
- MIcrowave SourceDocument38 pagesMIcrowave SourceBryan Owen Salcedo SantosNo ratings yet
- Aqib Rep4Document7 pagesAqib Rep4Warda TariqNo ratings yet
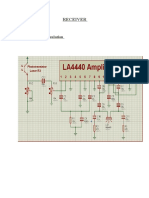
- Receiver: Protius Circuit SimulationDocument7 pagesReceiver: Protius Circuit SimulationWarda TariqNo ratings yet
- T Mag Vs PiezoDocument6 pagesT Mag Vs Piezokane_123No ratings yet
- Amateur Radio Electronics on Your MobileFrom EverandAmateur Radio Electronics on Your MobileRating: 5 out of 5 stars5/5 (1)
- Machinery Lubrication Level 1Document8 pagesMachinery Lubrication Level 1Abdul raheem syedNo ratings yet
- Magnetic Float Level Switch Specifications and ApplicationsDocument29 pagesMagnetic Float Level Switch Specifications and ApplicationsWidhi ImranovichNo ratings yet
- 190102-DC10.5-Expansive and Stable Soils-Public ReviewDocument66 pages190102-DC10.5-Expansive and Stable Soils-Public Reviewvõ hoàng thái100% (1)
- 4 ChimneyDocument4 pages4 ChimneyyanyanNo ratings yet
- Instant Coffee Literature Review PDFDocument4 pagesInstant Coffee Literature Review PDFJohn Jerald Villamanca100% (1)
- Loctite EA E-120HP: Product Description MixedDocument3 pagesLoctite EA E-120HP: Product Description MixedRavi ModyNo ratings yet
- Ce Aim-JeDocument64 pagesCe Aim-JeKutty DhanushNo ratings yet
- Analysis Geological Minerals Using ARL EQUINOX 41102Document2 pagesAnalysis Geological Minerals Using ARL EQUINOX 41102Daniel AguifNo ratings yet
- FBGS - Strain Gauge TechnologyDocument31 pagesFBGS - Strain Gauge TechnologyCamila Takemoto BertoliniNo ratings yet
- Viscoelastic Properties of Fresh Cement Paste Measuring Procedures (13.09.2023)Document8 pagesViscoelastic Properties of Fresh Cement Paste Measuring Procedures (13.09.2023)Velchuri SairamNo ratings yet
- Light Emitting PolymerDocument21 pagesLight Emitting PolymerGurpreet UppalNo ratings yet
- Geopolymer - Carbon Footprint - 2013Document7 pagesGeopolymer - Carbon Footprint - 2013soulmateforeverforuNo ratings yet
- Center Crack Problem To Evaluate SIF (Mode-I) Solving Procedure Using Ansys 11 - By: Alfred Franklin.VDocument5 pagesCenter Crack Problem To Evaluate SIF (Mode-I) Solving Procedure Using Ansys 11 - By: Alfred Franklin.VAlfred Franklin V100% (3)
- NSSWM-2019 Second Call for Papers on Sustainable Waste ManagementDocument2 pagesNSSWM-2019 Second Call for Papers on Sustainable Waste ManagementAprizon PutraNo ratings yet
- Water TreatmentDocument89 pagesWater TreatmentReinaldo Sembiring100% (2)
- 7th Edition 7.1Document50 pages7th Edition 7.1eshwar_org100% (1)
- Thermal Expansion in Piping SystemsDocument50 pagesThermal Expansion in Piping SystemsmehdiNo ratings yet
- LKVF Coarse StrainerDocument2 pagesLKVF Coarse StrainerPeterNo ratings yet
- GhostPeaks Part1Document4 pagesGhostPeaks Part1Raga Bima100% (1)
- MT 611 Physical MetallurgyDocument85 pagesMT 611 Physical MetallurgyRajarajan KrishnamoorthyNo ratings yet
- Experimental and Numerical Investigations of Athletic Prosthetic Feet Made of Fiber Glass Reinforced EpoxyDocument6 pagesExperimental and Numerical Investigations of Athletic Prosthetic Feet Made of Fiber Glass Reinforced EpoxyMohsin NooriNo ratings yet
- Lecture 3: Operation Involving Particulate MatterDocument25 pagesLecture 3: Operation Involving Particulate MatterTaytoNo ratings yet
- Experiment 2Document6 pagesExperiment 2Rohann James Abrogueña ReañoNo ratings yet
- Hot Metal DesulphurisationDocument3 pagesHot Metal DesulphurisationPIY777No ratings yet
- Heat Eachner DesignDocument32 pagesHeat Eachner DesignCH1253No ratings yet
- ZN Phosphate On Galvanized SteelDocument17 pagesZN Phosphate On Galvanized SteelPiyanunNo ratings yet
- GFRC Balustrade SectionDocument4 pagesGFRC Balustrade Sectionladan tamaddonNo ratings yet
- Datasheet Zetamix AluminaDocument2 pagesDatasheet Zetamix Aluminaamandapoly0123No ratings yet
- Hydrogen Storage State-Of-The-Art and Future PerspDocument98 pagesHydrogen Storage State-Of-The-Art and Future PerspRohmatNo ratings yet