You might also like
- Journal For Kalai Publication.Document12 pagesJournal For Kalai Publication.Kalai ArasanNo ratings yet
- Properties Evaluation of Chopped, Bi - Directional and Uni-Directional Glass Fibre Reinforced Epoxy Based CompositesDocument5 pagesProperties Evaluation of Chopped, Bi - Directional and Uni-Directional Glass Fibre Reinforced Epoxy Based CompositesIJIRSTNo ratings yet
- Mechanical Properties of Glass Fiber Reinforced PoDocument6 pagesMechanical Properties of Glass Fiber Reinforced Podzul effendiNo ratings yet
- Material Today ProcDocument10 pagesMaterial Today ProcVikasKhatkarNo ratings yet
- Nanosilica's Effect on Composite Strength & FlexibilityDocument5 pagesNanosilica's Effect on Composite Strength & FlexibilitySana AshfaqueNo ratings yet
- Journal 3 MANUFACTURING - PROCESS - AND - APPLICATIONS - OF - COMPOSITDocument7 pagesJournal 3 MANUFACTURING - PROCESS - AND - APPLICATIONS - OF - COMPOSITJogesh BarikNo ratings yet
- Manufacturing Process and Applications of Composite MaterialsDocument7 pagesManufacturing Process and Applications of Composite MaterialsBahroun FirasNo ratings yet
- Effect of Fiber Orientation on Tensile Strength of Woven Glass Fiber CompositesDocument7 pagesEffect of Fiber Orientation on Tensile Strength of Woven Glass Fiber CompositesPavan KishoreNo ratings yet
- 1 AMSA10082 4 2pp.33 41 PDFDocument10 pages1 AMSA10082 4 2pp.33 41 PDFGyanesh PatnaikNo ratings yet
- RP 4Document7 pagesRP 4AKSHAT BENIWALNo ratings yet
- Development and Mechanical Characterization of Cenosphere Reinforced CFRP and Natural Rubber Core Sandwich CompositeDocument11 pagesDevelopment and Mechanical Characterization of Cenosphere Reinforced CFRP and Natural Rubber Core Sandwich CompositeVinyas MaheshNo ratings yet
- Mechanical Behaviour of Kenaf, Basalt, Flax and Carbon Bidirectional Fabric Reinforced Epoxy Hybrid CompositeDocument11 pagesMechanical Behaviour of Kenaf, Basalt, Flax and Carbon Bidirectional Fabric Reinforced Epoxy Hybrid Compositetogohaj511No ratings yet
- Journal of Composite CommunicationsDocument6 pagesJournal of Composite CommunicationsNagaraj K CNo ratings yet
- Fatigue Analysis of Hybrid Composites of Kenaf/Kevlar Fibre Reinforced Epoxy CompositesDocument6 pagesFatigue Analysis of Hybrid Composites of Kenaf/Kevlar Fibre Reinforced Epoxy CompositesRajasekar RamachandranNo ratings yet
- Influence of Cellulose Fibers With Foam ConcreteDocument6 pagesInfluence of Cellulose Fibers With Foam ConcreteVirga PriyoNo ratings yet
- Optimization of Tensile Strength of Reinforced Rubber Using Taguchi MethodDocument8 pagesOptimization of Tensile Strength of Reinforced Rubber Using Taguchi MethodAhmad Zein SyahnaNo ratings yet
- Bal Guri 2020Document10 pagesBal Guri 2020Sawai PareshNo ratings yet
- Finite Element Analysis of RC Beams With Externally Bonded Simcon Laminates by Using ANSYSDocument8 pagesFinite Element Analysis of RC Beams With Externally Bonded Simcon Laminates by Using ANSYSInternational Journal of Application or Innovation in Engineering & Management100% (1)
- Mechanical Characterization and Feasibility Analysis of Polymer Fiber Composite MaterialDocument8 pagesMechanical Characterization and Feasibility Analysis of Polymer Fiber Composite MaterialIJRASETPublicationsNo ratings yet
- 10 35378-Gujs 967913-1870593Document20 pages10 35378-Gujs 967913-1870593Cristina GomesNo ratings yet
- GFRP & Pistachio in EpoxyDocument6 pagesGFRP & Pistachio in EpoxyKirti Vardhan PantNo ratings yet
- Effect of Foam With Core - Energy AbsorptionDocument31 pagesEffect of Foam With Core - Energy AbsorptionSenthil KumarNo ratings yet
- The Mechanical Characterization of E Glass (Woven Fabric) Fiber Reinforced Composite MaterialDocument12 pagesThe Mechanical Characterization of E Glass (Woven Fabric) Fiber Reinforced Composite MaterialTJPRC PublicationsNo ratings yet
- Materials Today: Proceedings: Balu Maloth, N.V. Srinivasulu, R. RajendraDocument6 pagesMaterials Today: Proceedings: Balu Maloth, N.V. Srinivasulu, R. RajendraJúlia NogueiraNo ratings yet
- Development and characterization of polymer composite materialsDocument5 pagesDevelopment and characterization of polymer composite materialsLuminita Ana OprutaNo ratings yet
- Harizi 2021Document12 pagesHarizi 2021Yuzar StuffNo ratings yet
- Effect of Fiber Orientation On Mechanical Properties of Sisal Fiber Reinforced Epoxy CompositesDocument6 pagesEffect of Fiber Orientation On Mechanical Properties of Sisal Fiber Reinforced Epoxy CompositeskumareshNo ratings yet
- Evaluation of Modal Damping of Graphite/Epoxy Laminated CompositesDocument5 pagesEvaluation of Modal Damping of Graphite/Epoxy Laminated CompositestheijesNo ratings yet
- Journal 37j6vvkhjDocument21 pagesJournal 37j6vvkhjhamadaniNo ratings yet
- Accepted Manuscript: Composite StructuresDocument36 pagesAccepted Manuscript: Composite StructurespeymanNo ratings yet
- Experimental and Analytical Investigation of The Bending Behaviour of 3d-Printedbio-Based Sandwich Structures Composites With Auxetic Core Under Cyclic Fatigue TestsDocument23 pagesExperimental and Analytical Investigation of The Bending Behaviour of 3d-Printedbio-Based Sandwich Structures Composites With Auxetic Core Under Cyclic Fatigue Testssameterkan5864No ratings yet
- Mechanical Properties of Flax Fiber Reinforced Composites Manufactured Using Hand Layup and Compression Molding-A ComparisonDocument9 pagesMechanical Properties of Flax Fiber Reinforced Composites Manufactured Using Hand Layup and Compression Molding-A ComparisonsriyajambukarNo ratings yet
- Comparing The Mechanical Properties of Cyanate Ester Modified Epoxy /glass LaminatesDocument7 pagesComparing The Mechanical Properties of Cyanate Ester Modified Epoxy /glass LaminatesAndrew NallayanNo ratings yet
- Mechanical Property Evaluation of Jute-GlassDocument6 pagesMechanical Property Evaluation of Jute-GlassiaetsdiaetsdNo ratings yet
- Features of Plastics in Modern Construction Use: Mohannad H. Al-SherrawiDocument10 pagesFeatures of Plastics in Modern Construction Use: Mohannad H. Al-SherrawiMhnd Al-SherrawiNo ratings yet
- Comparative Study On The Mechanical Behavior and Durability of Polypropylene and Sisal Fiber Reinforced ConcretesDocument12 pagesComparative Study On The Mechanical Behavior and Durability of Polypropylene and Sisal Fiber Reinforced ConcretesAnaLuizaNobregaNo ratings yet
- Advances in Mechanics 1Document14 pagesAdvances in Mechanics 1yuvaraj gopalNo ratings yet
- An Experimental and Numerical Approach To Free Vibration Analysis of Glassepoxy Laminated Composite Plates IJERTV4IS060694Document5 pagesAn Experimental and Numerical Approach To Free Vibration Analysis of Glassepoxy Laminated Composite Plates IJERTV4IS060694Karthik KNo ratings yet
- Material Composite Structure DataDocument15 pagesMaterial Composite Structure Datajan bonelloNo ratings yet
- Translucent Concrete Mechanical Properties EvaluationDocument8 pagesTranslucent Concrete Mechanical Properties EvaluationsehunNo ratings yet
- Polymers: Some Properties of Composite Drone Blades Made From Nanosilica Added Epoxidized Natural RubberDocument11 pagesPolymers: Some Properties of Composite Drone Blades Made From Nanosilica Added Epoxidized Natural RubberseetharamanNo ratings yet
- Simplified Micromechanics of Plain Weave CompositesDocument15 pagesSimplified Micromechanics of Plain Weave Compositess_padu3003@yahoo.comNo ratings yet
- A Research Paper of Epoxy Based Composite Material From The Natural Fiber For Manufacturing of HelmetDocument6 pagesA Research Paper of Epoxy Based Composite Material From The Natural Fiber For Manufacturing of HelmetAnirbanNo ratings yet
- Effect of Autoclave Pressure On Interfacial Properties at Micro-And Macro - Level in Polymer-Matrix Composite LaminatesDocument9 pagesEffect of Autoclave Pressure On Interfacial Properties at Micro-And Macro - Level in Polymer-Matrix Composite LaminatesAbd BaghadNo ratings yet
- Influence of fabric architecture on dry fabric contact behaviorDocument13 pagesInfluence of fabric architecture on dry fabric contact behaviorranim najibNo ratings yet
- Effect of Nanoparticles On Tensile, Impact and Fatigue Properties of Fibre Reinforced PlasticsDocument4 pagesEffect of Nanoparticles On Tensile, Impact and Fatigue Properties of Fibre Reinforced PlasticsOliver RisteskiNo ratings yet
- Edited Copy in Ieee .MetDocument4 pagesEdited Copy in Ieee .MetKalai ArasanNo ratings yet
- Comparison Between Honeycomb and Composite Corrugated Cores in Sandwich Panels Under Compression LoadingDocument14 pagesComparison Between Honeycomb and Composite Corrugated Cores in Sandwich Panels Under Compression LoadingDaniel StarrNo ratings yet
- Experimental Study On Behaviour of RC T-Beam StrenDocument6 pagesExperimental Study On Behaviour of RC T-Beam Strenshaik saifulla lNo ratings yet
- Processes: Simulation of Glass Fiber Reinforced Polypropylene Nanocomposites For Small Wind Turbine BladesDocument16 pagesProcesses: Simulation of Glass Fiber Reinforced Polypropylene Nanocomposites For Small Wind Turbine BladesDiptoNo ratings yet
- 10 VII July 2022Document27 pages10 VII July 2022IJRASETPublicationsNo ratings yet
- 287 Manuscript 2340 1 10 20231020Document18 pages287 Manuscript 2340 1 10 20231020Hakim KaciNo ratings yet
- AMME - Volume 18 - Issue 18th International Conference On Applied Mechanics and Mechanical Engineering. - Pages 1-21Document21 pagesAMME - Volume 18 - Issue 18th International Conference On Applied Mechanics and Mechanical Engineering. - Pages 1-21Ekrem DoğanNo ratings yet
- Materials: Improved Strength and Toughness of Carbon Woven Fabric Composites With Functionalized MwcntsDocument18 pagesMaterials: Improved Strength and Toughness of Carbon Woven Fabric Composites With Functionalized Mwcntsarash125No ratings yet
- On Engineered Cementitious Composites (ECC)Document16 pagesOn Engineered Cementitious Composites (ECC)BanNo ratings yet
- Coir Fiber Reinforced Concrete-ReviewDocument6 pagesCoir Fiber Reinforced Concrete-ReviewIJRASETPublicationsNo ratings yet
- Laminated Composite Stiffened Panels Application and BehaviourDocument46 pagesLaminated Composite Stiffened Panels Application and BehaviourHemendra Jain100% (1)
- Mechanical properties of basalt fiber epoxy composites with MMT nano clayDocument6 pagesMechanical properties of basalt fiber epoxy composites with MMT nano clayArpan BhandariNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Tribology of Graphene: Simulation Methods, Preparation Methods, and Their ApplicationsFrom EverandTribology of Graphene: Simulation Methods, Preparation Methods, and Their ApplicationsRating: 5 out of 5 stars5/5 (1)
- Structural Construction Engg PDFDocument57 pagesStructural Construction Engg PDFSrikanth NuneNo ratings yet
- Terminal Velocity LabDocument7 pagesTerminal Velocity LabSachin SinghNo ratings yet
- Kureha Piezo 2017Document7 pagesKureha Piezo 2017Guillermo Huanes AlvanNo ratings yet
- F3122 14Document6 pagesF3122 14senthilNo ratings yet
- American National Standard For Switchgear and Transformers - Pad-Mounted Equipment - Enclosure Integrity For Coastal EnvironmentsDocument12 pagesAmerican National Standard For Switchgear and Transformers - Pad-Mounted Equipment - Enclosure Integrity For Coastal EnvironmentsMahmoud LotfyNo ratings yet
- Determination of Sodium and Potassium by Flame Atomic-Emission SpectrosDocument4 pagesDetermination of Sodium and Potassium by Flame Atomic-Emission SpectrosNisa AyuNo ratings yet
- Layers of The Earth WorksheetDocument2 pagesLayers of The Earth WorksheetMelody Villa Galano-Duldulao67% (3)
- (2017 - JPCS - Frazão) - 3R and 2H Polytypes of MoS2 DFT and DFPT Calculations of Structural...Document9 pages(2017 - JPCS - Frazão) - 3R and 2H Polytypes of MoS2 DFT and DFPT Calculations of Structural...niltonfrazaoNo ratings yet
- Water Treatment With Körting Ejectors: Energy-Efficient Solutions - Low Maintenance and Long Service LifeDocument16 pagesWater Treatment With Körting Ejectors: Energy-Efficient Solutions - Low Maintenance and Long Service LifeFREDDDNo ratings yet
- Srivas Prasad - Measurement of The Temperature of The Cosmic Microwave BackgroundDocument8 pagesSrivas Prasad - Measurement of The Temperature of The Cosmic Microwave BackgroundNestorr50No ratings yet
- Physical Chemistry I (Gases) : Maxwell and Boltzmann (1859) Developed A MathematicalDocument51 pagesPhysical Chemistry I (Gases) : Maxwell and Boltzmann (1859) Developed A MathematicalDina GaranNo ratings yet
- Cantilever wall design exampleDocument7 pagesCantilever wall design examplerodain najjarNo ratings yet
- Operation Manual: Rotavapor R-220 ProDocument108 pagesOperation Manual: Rotavapor R-220 ProAnonymous GfPSYi4nNo ratings yet
- Mytest Coba ChemistryDocument3 pagesMytest Coba ChemistryDigilib Cambridge TazkiaNo ratings yet
- Laminated TFSDocument5 pagesLaminated TFShappyfurladyNo ratings yet
- Stefan/Arnold Diffusion ExperimentDocument6 pagesStefan/Arnold Diffusion Experimentnmhatitye100% (2)
- Structural Masangkay ExamDocument34 pagesStructural Masangkay ExamMary Lenilie Candare VenganoNo ratings yet
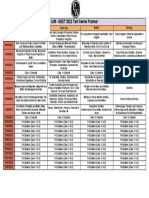
- AIM - NEET 2022 Test Series PlannerDocument1 pageAIM - NEET 2022 Test Series Planner6 months AgoNo ratings yet
- Vidicon Camera Is A Term Which Commonly Used For All Types of Television CamerasDocument2 pagesVidicon Camera Is A Term Which Commonly Used For All Types of Television CamerasgsivakvpNo ratings yet
- rdtl210 021921 NotesDocument10 pagesrdtl210 021921 NotesMaemae MonNo ratings yet
- LeaP-Science-G4-Weeks 5-6-Q3Document4 pagesLeaP-Science-G4-Weeks 5-6-Q3Diana Marie Vidallon AmanNo ratings yet
- Revision Worksheet - Chemical Bonding and Molecular Structure-2022-23Document2 pagesRevision Worksheet - Chemical Bonding and Molecular Structure-2022-23Malolan SriramNo ratings yet
- Properties of Matter QuizDocument55 pagesProperties of Matter QuizLemuel Glenn BautistaNo ratings yet
- Production of High Porosity Metal Foams Using EPS BeadsDocument6 pagesProduction of High Porosity Metal Foams Using EPS Beadsjmaurício_161194No ratings yet
- API 2000 TurboIonSpray Ion Source Manual Table of ContentsDocument20 pagesAPI 2000 TurboIonSpray Ion Source Manual Table of ContentsJhodi Irawan0% (1)
- Accumalator PDFDocument30 pagesAccumalator PDFmahaveenNo ratings yet
- Chapter 15: Composites: Many Engineering Components Are CompositesDocument31 pagesChapter 15: Composites: Many Engineering Components Are CompositesbadaboyNo ratings yet
- Guide To Whitford Industrial Products: 9th Edition - 2010Document42 pagesGuide To Whitford Industrial Products: 9th Edition - 2010cristianoluzNo ratings yet
- The Study of Misconceptions On Motion's Concept and Remediate Using Real Experiment Video AnalysisDocument7 pagesThe Study of Misconceptions On Motion's Concept and Remediate Using Real Experiment Video AnalysisPrima Warta SanthaliaNo ratings yet
- CE 470-Lect-3 (Analysis of Biaxially Loaded Columns) (Read-Only)Document22 pagesCE 470-Lect-3 (Analysis of Biaxially Loaded Columns) (Read-Only)Jamal RkhNo ratings yet