Professional Documents
Culture Documents
p1244 Thai
p1244 Thai
Uploaded by
Higasket PlasticsOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
p1244 Thai
p1244 Thai
Uploaded by
Higasket PlasticsCopyright:
Available Formats
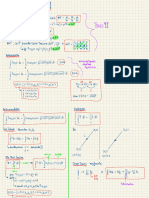
[TECHNICAL DATA](ขอมูลทางเทคนิค)) [TECHNICAL DATA](ขอมูลทางเทคนิค)
SURFACE ROUGHNESS BY DIFFERENT PROCESSING METHODS (ความหยาบของพื้นผิวที่เกิดจากวิธีการขึ้นรูปในแบบตางๆ) INDICATIONS OF GEOMETRICAL TOLERANCE ON DRAWINGS (การระบุคาความคลาดเคลื่อนทางเรขาคณิตในการเขียนแบบ) คัJISดลอกมาจาก
B 0021(1984)
Arithmetic average roughness
■ประเภทและสัญลักษณของความคลาดเคลื่อนทางเรขาคณิต
0.025 0.05 0.1 0.2 0.4 0.8 1.6 3.2 6.3 12.5 25 50 100
Ra
Type of tolerance Symbol Definition of tolerance range Examples of drawings and their interpretations
Conventional notation
for surface roughness
Max. height 0.1 0.2 0.4 0.8 1.6 3.2 6.3 12.5 25 50 100 200 400 ตำแหนงที่มีสัญลักษณφปรากฏอยูกอน φφφφ
φ การที่กรอบของสวนที่คลาดเคลื่อนจะ
Rmax. −S −S −S −S −S −S −S −S −S −S −S −S −S คาตัวเลข แสดงถึงบริเวณที่มีความคลาด- φ 0.08 สัมพันธกับเสนผาศูนยกลางของรูปทรง
ความคลาดเคลื่อน เคลื่อนซึ่งเปนบริเวณที่อยูภายในรูปทรง
φ
φ
φφφ
φφ
φ
φ
φ
กระบอก ขนาดเสนผาศูนยกลางจะตอง
φ
φφ φ
ของความตรง
φ
φ φ
φφφφφ
φ φt
φ
กระบอกที่มีเสนผาศูนยกลาง t มีคาความคลาดเคลื่อนไมเกิน 0.08 มม.
φ φ
φφ
φφ
φ
φ
Standard value of reference length φφ
φ
φ
φ φ φφ
0.25 0.8 2.5 8 25 φφ
φ
φ
φ φφ
φφ
φ
φφφφ
(mm) φ
φ
φ
φ φφ
φ
φφφφ
φ φφ
φ
φφ
φ φ
บริเวณที่มีความคลาดเคลื่อนคือบริเวณ φ พื้นผิวนี้ตองอยูระหวางระนาบขนาน
φ φφ
φφ
φ
φ
φ
ที่อยูระหวางระนาบขนานสองแผนที่มี สองแผนที่มีคาความคลาดเคลื่อน
φφ
φ φ
−
φ
Triangular indication
φ
ความคลาดเคลื่อน 0.08
φ
φ
φ
φ
φ
φ
φ
φ
ระยะหาง t ไมเกิน 0.08 มม.
φ
φ
φ
φ
φ
ละเอียด ของพื้นระนาบ
φ
การทุบ
t
การหลอ ละเอียด
บริเวณที่มีความคลาดเคลื่อนในระนาบ เสนรอบวงของสวนหนาตัดใดๆ ที่ตั้งฉาก
ความคลาดเคลื่อนของรูปทรง
t 0.1
Die casting ความคลาดเคลื่อน ที่สนใจ คือบริเวณระหวางวงกลม กับแกนตองอยูระหวางวงกลมที่มีศูนย
ศูนยกลางรวมกันสองวงโดยมีระยะหาง t กลางรวมกันสองวงโดยมีคาความ
ของความกลม คลาดเคลื่อนไมเกิน 0.1 มม. บนระนาบ
การมวนขณะรอน
เดียวกัน
การมวนขณะเย็นตัว บริเวณที่มีความคลาดเคลื่อนคือบริเวณ ผิวที่สนใจตองอยูระหวางผิวทรงกระบอก
t
t
0.1
ความคลาดเคลื่อน ระหวางผิวของรูปทรงกระบอกสองอัน สองอันที่มีแกนรวมโดยมีคาความ
การดึงขึ้นรูป ที่มีแกนรวมกันและมีระยะหาง t คลาดเคลื่อนไมเกิน 0.1 มม.
ของรูปทรงกระบอก
การอัดรีด
บริเวณที่มีความคลาดเคลื่อนคือบริเวณ
φφ φ t φφφ
ในสวนหนาตัดใดๆ ที่ขนานกับแกนระนาบนูน
φ φ
φφφφφφφφ
Tumbling 0.04
ระหวางเสนที่พาดผานขอบวงกลมที่มี รูปขอบที่สนใจตองอยูระหวางเสนสองเสน
φ
φφ φ φφ
ความคลาดเคลื่อน
φφφ φ φ
การพนทราย ขนาดเสนผาศูนยกลาง t โดยที่จุดศูนยกลาง ที่พาดผานขอบวงกลมที่มีเสนผาศูนยกลาง
รูปขอบของเสน
φ φ
วงกลมจะอยูตรงตำแหนงเสนขอบที่เหมาะสม 0.04 มม. โดยที่จุดศูนยกลางอยูที่พื้นผิวตรง
φφφφφφ
φφ
การมวน ในทางทฤษฎี ตำแหนงเสนขอบที่เหมาะสมในทางทฤษฎี
φ
บริเวณที่มีความคลาดเคลื่อนคือบริเวณ พื้นผิวที่สนใจตองอยูในบริเวณระหวาง
การรีดดานหนา ละเอียด φ ระหวางสองพื้นผิวที่ปดขอบวงกลมขนาด
0.02
สองพื้นผิวที่ปดขอบวงกลมขนาดเสนผา-
ความคลาดเคลื่อน φφφ
φ φ เสนผาศูนยกลาง t จุดศูนยกลางทรงกลม
φ ศูนยกลาง 0.02 มม. โดยที่จุดศูนยกลาง
φφ φ
φ
φ
การไส รูปขอบของพื้นผิว φ
φ
φφφจะตรงกับตำแหนงพื้นผิวที่มีรูปขอบที่
Sφtφ วงกลมจะตรงกับตำแหนงพื้นผิวที่มีรูป
φ
φφφφเหมาะสมในทางทฤษฎี ขอบที่เหมาะสมในทางทฤษฎี
การเซาะรอง φφ
φφφ บริเวณที่ีความคลาดเคลื่อนคือบริเวณที่อยู
φ φφ
φ
φ
φ
φ 0.01 A พื้นผิวที่แสดงดวยลูกศรของเสนกำกับ
การรีด ละเอียด ความคลาดเคลื่อน
φ ระหวางระนาบขนานสองแผนที่ขนานกับ ตองอยูระหวางระนาบสองแผนที่ขนาน
t
ระนาบอางอิง และมีระยะหางระหวางกัน กับระนาบอางอิง A และมีคาความ
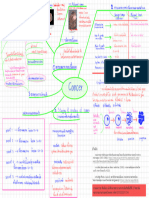
ความคลาดเคลื่อนของการวางแนว
การเจาะรูแบบแมนยำสูง ของความขนาน φ
φ
φ
φφφ เทากับ t φφφ
φ
φ
φ
φφφφ
φ คลาดเคลื่อนไมเกิน 0.01 มม.
φ φ φφ
φ φ
φ
φφφ
φ φ
φ
φ φ
φφ
φφφ
Aφ
φ
φ
φ
การขัดดวยตะไบ ละเอียด φφφ φ φ
φφφ
φφ
วิธีปรับระดับความเรียบผิว
φ
φt φ φ
φ φ
φ
φt ตำแหนงที่มีสัญลัษณφปรากฏอยูกอนคา φφ
φ
φφ φ แกนทรงกระบอกที่แสดงตามลูกศรของ
φφ φ φφ φφ
0.01 A
Round grinding ละเอียด สูง ปานกลาง หยาบ ความคลาดเคลื่อน φφ
φφφφ
ตัวเลข แสดงถึงบริเวณที่มีความคลาดเคลื่อน φφ
φφφ
φφ
φφ
เสนกำกับ จะตองตั้งฉากกับระนาบ
φ φφ
φ φφ
φ φφ
φ φ
φ
φ φ โดยตามรูปนี้คือบริเวณภายในรูปทรง φ
φ φ φφ
φ φφ
φ
φ φ
อางอิง A ละมีคาความคลาดเคลื่อน
ละเอียด ของความไดฉาก กระบอกที่มีขนาดเสนผาศูนยกลาง t φ ไมเกิน 0.01 มม.
การเจาะรู และตั้งฉากกับระนาบอางอิง A
การเจาะดวยสวาน t บริเวณที่มีความคลาดเคลื่อนคือบริเวณที่อยู 0.08 A พื้นผิวที่แสดงตามลูกศรของเสนกำกับ
ความคลาดเคลื่อน ระหวางระนาบขนานสองแผนที่เอียงทำมุม ตองอยูระหวางระนาบขนานสองแผนที่
การควานขยายรู ละเอียด กับระนาบอางอิงตามองศาที่กำหนด และมี 40° φφ φφφ เอียงทำมุม 40 ํ กับระนาบอางอิง A
φ
ของการทำมุม ระยะหางระหวางกันเทากับ t φ
φφφφφ φ
φ
φ
φ พอดีในทางทฤษฎี คาความคลาดเคลื่อน
การเจียรควานรู ละเอียด φφ ไมเกิน 0.08 มม.
φ A φφ
บริเวณที่มีความคลาดเคลื่อนคือบริเวณที่อยู φφφ φ จุดที่แสดงดวยลูกศรของเสนกำกับจะตอง
Shaving B φ φ 0.03 AB
φ
φ φφ มีคาความคลาดเคลื่อนไมเกิน 0.03 มม.
ภายในวงกลมหรือทรงกลมที่มีขนาดเสนผา- φ φ φφ
t
ละเอียด สูง ปานกลาง หยาบ ความคลาดเคลื่อน ศูนยกลาง t และมีจุดศูนยกลางตรงตำแหนง
φ
φφφ φφ
φ
จากจุดศูนยกลางของตำแหนงที่ถูกตอง
การเจียร ตำแหนง φ
60
ของการวางตำแหนง φ φ
φ
φφ
ความคลาดเคลื่อนของตำแหนง
φ φ
φφφφφ
คือหางจากเสนตรงอางอิง A 60 มม.
φ
ที่ถูกตอง ที่เหมาะสมในทางทฤษฎี ซึ่งในที่นี้จะเรียกวา φφφφφ φ
φ
100 φφ
φ
ละเอียด
φ φ φφ
"ตำแหนงที่ถูกตอง (true location)" φA φ และจากเสนตรงอางอิง B 100 มม.
φ φφφ
Hone finishing
φφφφ
φφ φ
ตำแหนงที่มีสัญลักษณ φปรากฏอยูกอนคา φ φ φ
ความคลาดเคลื่อน φφ แกนที่แสดงดวยลูกศรของเสนกำกับกับ
φ φφ
ละเอียด φφ0.01 A
φφ
φφ φφ
φt
Super finishing A
ตัวเลข แสดงถึงบริเวณที่มีความคลาดเคลื่อน
φt
φ φ แกนอางอิง A จะตองมีคาความ
φ
ของการรวมแกน φ
φ
φφ
φ
โดยที่ตามรูปนี้ คือบริเวณภายในทรงกระบอก คลาดเคลื่อนของแกนไมเกิน 0.01 มม.
φ
ละเอียด
φ
การขัดถู หรือความคลาดเคลื่อน ที่มีขนาดเสนผาศูนยกลาง t และมีแกนทำมุม
ละเอียด ของการรวมศูนย กับเสนแกนอางอิง
การขัดแตงดวยกระดาษทราย
บริเวณที่มีความคลาดเคลื่อนคือบริเวณที่อยู 0.08− A
พื้นผิวตรงกลางที่แสดงดวยลูกศรของ
การขัดมัน ละเอียด ระหวางระนาบขนานสองแผน มีระยะหาง A
−− −− เสนกำกับจะตองสัมพันธกับแกน
ความคลาดเคลื่อน
t
−
ระหวางกันเทากับ t และสมมาตรกับระนาบ − −
−− สมมาตรของระนาบ A และมีคา
φφ
φ
−−−−− −
φ φ
φφ
φ φ
φφφφφ
φ
ละเอียด ของความสมมาตร
φ
φ
แผนกลางอางอิง ความคลาดเคลื่อนไมเกิน 0.08 มม.
φ
Liquid honing −
−− −
φ
φφ
φ φ φφ
φ
φ φφ
φ
φ φφ
φφφφ
−−
φφφφ
φφ
−−
−−
การขัดเงา − −
φ
−− −
φ
φ
บริเวณที่คลาดเคลื่อนคือบริเวณระหวางวงกลม การสายในทิศทางแนวรัศมีของพื้นผิวทรงกระบอก
φφ φ
−−
ความคลาดเคลื่อนของการสาย
φφ
φφ φ
φφ
ระนาบที่ใชวัด −0.1 − A−B
φ
ความคลาดเคลื่อน
φ
− −
φ
−− −−
φ
φ
ศูนยกลางรวมสองวงที่มีจุดศูนยกลางอยูใน ที่แสดงตามลูกศรของเสนกำกับ จะตองมีระยะ
φ
φ
φ
φ
φ
φ φφ
−
φ φφ
φ
φ
t
Surface rolling −
φ
−
−−
φ
การสายออกจาก พื้นผิวที่มีความ แนวเสนแกนอางอิงบนทุกระนาบที่ใชวัด และ ไมเกิน 0.1 มม. จากระนาบที่ใชวัดซึ่งตั้งฉากกับ
φ
−−−−− −
φ φ φφ φ
φ
φφφφφ
φ φ φφ φ
φφφφφ
φ
φ
φ
φ
−
−− −
คลาดเคลื่อน ตั้งฉากกับเสนแกนอางอิง วงกลมทั้งสองมี เสนแกนอางอิงในขณะที่รูปทรงกระบอกหมุนไป
φ
เสนรอบวง
φ
φ φφ
φ
Electric discharge carving
φ φφ
φφφφ
−−
φφφφ
ระยะหางตามแนวรัศมีเทากับ t A −B− หนึ่งจังหวะรอบแนวแกนอางอิง A−B
−−
− −
φ
− −− − −
φ
φ φ
φ φ
Wire cut electric
φφ
φφ
บริเวณที่มีความคลาดเคลื่อนคือบริเวณ −− การสายตามแนวรัศมีของผิวทรงกระบอกที่แสดงตาม
φ
−
φ
sparking 0.1 A−B
φ
φ
φ
φ
φ
φ
φ
φ
φ
φ
ที่อยูระหวางรูปทรงกระบอกสองชิ้นที่มี ลูกศรของเสนกำกับ จะตองมีระยะไมเกิน 0.1 มม.
φ
ความคลาดเคลื่อน
φ
ละเอียด
φ
การขัดเงาดวยสารเคมี แกนรวมกัน บนเสนแกนอางอิงและมี จากทุกจุดบนผิวทรงกระบอก ในขณะที่สวนทรง
การสายรวม ระยะหางตามแนวรัศมีเทากับ t กระบอกหมุนรอบเสนแกนอางอิง A−B ในลักษณะ
การขัดมันเชิงไฟฟา ละเอียด A B
การเคลื่อนที่สัมพันธตามทิศทางแนวแกน
เสนตางๆ ที่ใชในแบบดรออิ้งในชองคอลัมน “definition of tolerance range” มีความหมายดังตอไปนี้
เสนหนาเขมหรือเสนประ: ลักษณะพื้นผิว เสนประบางสลับสั้นยาว: เสนศูนยกลาง
เสนประหนาสลับสั้นยาว: เสนอางอิง เสนประบางยาวสลับเสนสั้นสองขีด: ระนาบนูนเพิ่มเติมหรือระนาบหนาตัด
1243 เสนบางเขมหรือเสนประ: บริเวณที่มีความคลาดเคลื่อน เสนประหนายาวสลับเสนสั้นสองขีด: ความนูนของลักษณะพื้นผิวเพื่อระบุเพิ่มเติม 1244
ระนาบนูนหรือระนาบหนาตัด
PD-05.indd 1243-1244 18/11/2553 12:11:54
You might also like
- งานสรุปพันธะเคมีDocument2 pagesงานสรุปพันธะเคมีhdudjdjjNo ratings yet
- Tt?TtiDocument2 pagesTt?TtiPachara KarnjanapanangNo ratings yet
- สรุปengDocument5 pagesสรุปengอิน อรินNo ratings yet
- 4. ธรณีประวัติDocument25 pages4. ธรณีประวัติณิชาภา พินิจตานนท์No ratings yet
- บอร์ดโครงงานทฤษฎีDocument1 pageบอร์ดโครงงานทฤษฎีZhicken KaiNo ratings yet
- สูตรแคลDocument3 pagesสูตรแคลก้องภพ เนื้ออ่อนNo ratings yet
- สาธุ 99Document4 pagesสาธุ 99jellycatz503No ratings yet
- ประวัติ นายยุทธศักดิ์ ชัยจันดี เลขที่11Document6 pagesประวัติ นายยุทธศักดิ์ ชัยจันดี เลขที่11Srisakda07No ratings yet
- สรุปสูตรDocument1 pageสรุปสูตรEUNWOO FCNo ratings yet
- Ie 121Document2 pagesIe 121Meen NithikunagornNo ratings yet
- MR - Vorrapol Bio Lecture IDocument4 pagesMR - Vorrapol Bio Lecture II3o๓berkun9No ratings yet
- AttendantFinalDocument6 pagesAttendantFinalNoranop N.No ratings yet
- ทบDocument11 pagesทบMethawee ThayaiNo ratings yet
- Red FoxDocument1 pageRed FoxwasineeNo ratings yet
- แบบพิมพ์คำร้องDocument1 pageแบบพิมพ์คำร้องAmmy HathaikarnNo ratings yet
- เรขาคณิตวิเคราะห์และภาคตัดกรวย วิทย์Document1 pageเรขาคณิตวิเคราะห์และภาคตัดกรวย วิทย์12พลธัช เหลืองศรีพงศ์No ratings yet
- Shortnote FADocument1 pageShortnote FASuphitsara LerdworajakkrapongNo ratings yet
- บทที่2 ดาวฤกษ์Document1 pageบทที่2 ดาวฤกษ์Pimnapa Koodthalang100% (1)
- Test HypothesisDocument2 pagesTest HypothesisBank NutchanonNo ratings yet
- GenChem (?)Document19 pagesGenChem (?)Aukit KedkowitNo ratings yet
- Boxset ไทยเพิ่มเติม สังคม ประวัติศาสตร์ ม.3Document14 pagesBoxset ไทยเพิ่มเติม สังคม ประวัติศาสตร์ ม.3(35543) Poomipat SoontornruengyotNo ratings yet
- ไฟฟ้าDocument1 pageไฟฟ้าPING LANDNo ratings yet
- 201 FinalDocument2 pages201 Finalkn6pd6t2drNo ratings yet
- ภาษาไทย NETSAT: คอร์สเรียนออนไลน์ สังคม+ไทย แม่ Jax Jax สอนสังคมและภาษาไทย ✘ ห้ามนําเอกสารออกไปเผยแพร่ทุกรูปแบบDocument18 pagesภาษาไทย NETSAT: คอร์สเรียนออนไลน์ สังคม+ไทย แม่ Jax Jax สอนสังคมและภาษาไทย ✘ ห้ามนําเอกสารออกไปเผยแพร่ทุกรูปแบบ-P R-No ratings yet
- งานชิ้นที่ 1Document1 pageงานชิ้นที่ 1Aekkarach PhanthongNo ratings yet
- ใบงานการสัมภาษณ์ 2:832Document1 pageใบงานการสัมภาษณ์ 2:832Kanchat TuraporkaNo ratings yet
- สมุดโน้ตไม่มีชื่อDocument2 pagesสมุดโน้ตไม่มีชื่อMokkathum RattanabanditsakulNo ratings yet
- FE2 FinalDocument9 pagesFE2 Finalก้องภพ เนื้ออ่อนNo ratings yet
- Test 1 ModelDocument1 pageTest 1 ModelWaraporn LamlertNo ratings yet
- Final 2022Document4 pagesFinal 2022anwari thitaNo ratings yet
- LHN B: Take It EasyDocument3 pagesLHN B: Take It EasyPavaris JhonsatienNo ratings yet
- สมุดโน้ตไม่มีชื่อDocument6 pagesสมุดโน้ตไม่มีชื่อ60335 พัชรีวัลย์ ระดีNo ratings yet
- StoryDocument1 pageStoryryrvcgkn4hNo ratings yet
- แบบทดสอบท้ายบทที่ 4 พรพรหม เรืองแสง 640405503637Document10 pagesแบบทดสอบท้ายบทที่ 4 พรพรหม เรืองแสง 640405503637Phornphrom ReungsangNo ratings yet
- PresentDocument12 pagesPresentNoranop N.No ratings yet
- Tata SCSCDocument2 pagesTata SCSCohmlim2No ratings yet
- ปัจจัยที่ควบคุมไม่ได้Document8 pagesปัจจัยที่ควบคุมไม่ได้Methawee ThayaiNo ratings yet
- แบบฟอร์มแผนงานกำจัดวัชพืช คบ.ชีบนDocument1 pageแบบฟอร์มแผนงานกำจัดวัชพืช คบ.ชีบนกฤษดา ปินะสาNo ratings yet
- สรุปชีวะDocument1 pageสรุปชีวะTeepakorn ChamnanpholNo ratings yet
- สรุปพัฒนาการอยุธยา t1Document3 pagesสรุปพัฒนาการอยุธยา t1Pattaranan PlainthongsiriNo ratings yet
- Marry BeamDocument82 pagesMarry BeamSam-ang BoonchuayNo ratings yet
- File 5Document8 pagesFile 5Nathaphon ThichaiNo ratings yet
- Song KlaDocument1 pageSong KlaTantai RakthaijungNo ratings yet
- Ip 1Document5 pagesIp 1neozaza3No ratings yet
- ระบบหัวฉีด Yamaha FioreDocument34 pagesระบบหัวฉีด Yamaha FioreAe ManualNo ratings yet
- Assignment 2Document1 pageAssignment 2Titaree ThamrongkusakulNo ratings yet
- คอร์ดเพลง ไกลแค่ไหน คือ ใกล้ Getsunova dochord.…Document1 pageคอร์ดเพลง ไกลแค่ไหน คือ ใกล้ Getsunova dochord.…uwithdangoNo ratings yet
- เมื่อโสมส่อง S5 2Document35 pagesเมื่อโสมส่อง S5 2Nisan YoksawatNo ratings yet
- กลางภาคDocument6 pagesกลางภาคPollakit WongpraditNo ratings yet
- ElectricalDocument2 pagesElectricalAnattaNo ratings yet
- จงเป็นสุขเป็นสุขเถิดDocument29 pagesจงเป็นสุขเป็นสุขเถิดEUNWOO FCNo ratings yet
- Presupuesto Estructura MetalicaDocument4 pagesPresupuesto Estructura MetalicaJosé Nicolás Valdéz BurgosNo ratings yet
- สรุปบท4และบท5Document10 pagesสรุปบท4และบท5เจษฎากร จันทวงษ์No ratings yet
- hw15 01Document1 pagehw15 01Itipat WorkspaceNo ratings yet
- Stuff 01 02 2021 20 09 33 1612184973122182Document10 pagesStuff 01 02 2021 20 09 33 1612184973122182mmmmNo ratings yet
- ตำราDocument4 pagesตำราpierretanapatNo ratings yet
- ชูมือขึ้นแล้วหมุนๆ??Document3 pagesชูมือขึ้นแล้วหมุนๆ??y.kamin.w y.kamin.wNo ratings yet
- สรุปUnit3Document2 pagesสรุปUnit3Noey ChutikarnNo ratings yet