You might also like
- TQM 2019ume1715Document7 pagesTQM 2019ume1715Kartik MaheshwariNo ratings yet
- A) Inference: To Invesdtgate The Relationship Betueen DenshyDocument4 pagesA) Inference: To Invesdtgate The Relationship Betueen Denshynur syafiqah riza sahlanNo ratings yet
- Econ Notes For 20-7-2023Document4 pagesEcon Notes For 20-7-2023Harshit VaishyaNo ratings yet
- 070 - Rohit Kumar Jashwara - ECE-491 - EXPDocument11 pages070 - Rohit Kumar Jashwara - ECE-491 - EXProhitNo ratings yet
- Or Unit-IDocument6 pagesOr Unit-Ijaswanthch16No ratings yet
- Switchgear and Protection (Assignment)Document5 pagesSwitchgear and Protection (Assignment)RRKGP Sk Md DanishNo ratings yet
- Skilled LabDocument16 pagesSkilled LabAryanNo ratings yet
- DE Esign Mo Nofb Odule Bridg 2 ESDocument41 pagesDE Esign Mo Nofb Odule Bridg 2 ESEric HappiNo ratings yet
- DocScanner 25 Apr 2024 7 59 AmDocument1 pageDocScanner 25 Apr 2024 7 59 Ammahalakshmi periyasamyNo ratings yet
- Gamma DistributionDocument10 pagesGamma DistributionRahulNo ratings yet
- RL ObtDocument5 pagesRL ObtNiharika PatilNo ratings yet
- Unit 1Document16 pagesUnit 1xtechsingh3103No ratings yet
- Flat Mid 1Document5 pagesFlat Mid 1RamakrishnaNo ratings yet
- 1909 01709 PDFDocument18 pages1909 01709 PDFDHIRAJ DILLEP S NAIRNo ratings yet
- 26 QamDocument3 pages26 Qamkarthik reddyNo ratings yet
- Networks A1Document4 pagesNetworks A1Chirag GuptaNo ratings yet
- ITC Unit 3 Part 1Document24 pagesITC Unit 3 Part 1Purna SreeNo ratings yet
- Adobe Scan 16 Abr. 2021Document2 pagesAdobe Scan 16 Abr. 2021Yanixa Pérez Jimenez 8-7No ratings yet
- Ahot The: Gahempt TollowingDocument7 pagesAhot The: Gahempt TollowingpratikrkateNo ratings yet
- CN 30 6Document5 pagesCN 30 6tsNo ratings yet
- 94 KJ00004709084Document9 pages94 KJ00004709084Bogdan Alexandru RusNo ratings yet
- 00 Unit 1 and 2 PDFDocument142 pages00 Unit 1 and 2 PDFVibhinn SinghalNo ratings yet
- Comm NetDocument15 pagesComm NetRakshit AjmeraNo ratings yet
- Iot Winter-2021Document15 pagesIot Winter-2021Smit PatelNo ratings yet
- Combination of Stochastic Degradation Processes Based On Accelerated Degradation Tests Applied To Photovoltaic ModulesDocument9 pagesCombination of Stochastic Degradation Processes Based On Accelerated Degradation Tests Applied To Photovoltaic ModulesRANDRIAMAHEFA Alido SoidryNo ratings yet
- Fatigue Analysis Method For LNG Membrane Tank Details: M. Huther, F. Benoit and J. Poudret, Bureau Veritas, Paris, FranceDocument12 pagesFatigue Analysis Method For LNG Membrane Tank Details: M. Huther, F. Benoit and J. Poudret, Bureau Veritas, Paris, FranceVilas AndhaleNo ratings yet
- Pveenmarpr NDL: Bilce A) From ViespeDocument3 pagesPveenmarpr NDL: Bilce A) From ViespeSuccess ForumNo ratings yet
- Wireless AsaignmentDocument6 pagesWireless Asaignmentrv8102002No ratings yet
- 1 1995 Chiang Unbalanced 291-Node Data 10.1109@59.373957Document7 pages1 1995 Chiang Unbalanced 291-Node Data 10.1109@59.373957sreddy4svuNo ratings yet
- CFIFSDocument11 pagesCFIFSSachin KirolaNo ratings yet
- Adobe Scan Aug 04, 2023Document13 pagesAdobe Scan Aug 04, 2023Raj vermaNo ratings yet
- 2000 The Adavantages and Disadvantages of Dynamic Load Testing and Statnamic Load Testing Middendorp Ginneken enDocument8 pages2000 The Adavantages and Disadvantages of Dynamic Load Testing and Statnamic Load Testing Middendorp Ginneken enJorge Eduardo Pérez LoaizaNo ratings yet
- Merged ADocument113 pagesMerged AManish KumawatNo ratings yet
- WSN GujjuDocument22 pagesWSN GujjuSiddhant SinghaniaNo ratings yet
- To Ivesttgate The Relat+onship Betueen DenstyDocument4 pagesTo Ivesttgate The Relat+onship Betueen Denstynur syafiqah riza sahlanNo ratings yet
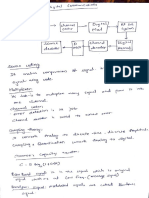
- Digital CommunicationsDocument7 pagesDigital Communicationsbhaskararao vandarapuNo ratings yet
- Tensor PropertiesDocument6 pagesTensor Propertiesaabdulstar462No ratings yet
- ML Final NotesDocument69 pagesML Final NotesFibonacci SeriesNo ratings yet
- Constrained Bearings-Only Target Motion Analysis Monte Carlo Markov ChainsDocument10 pagesConstrained Bearings-Only Target Motion Analysis Monte Carlo Markov Chains王大明No ratings yet
- Tdesoder Pemod: RaloaDocument23 pagesTdesoder Pemod: RaloaDHANYASRI BOLLANo ratings yet
- Ifac 2023 BlockDocument6 pagesIfac 2023 BlockJRDFNo ratings yet
- Exp 4Document9 pagesExp 4divyanshuNo ratings yet
- A Teststructure FOR De'Ebmi"0N Amos Process: Me"D of Feh4"O-Farad On-Chip Capactu"EsDocument5 pagesA Teststructure FOR De'Ebmi"0N Amos Process: Me"D of Feh4"O-Farad On-Chip Capactu"EsAlex WongNo ratings yet
- Nps Ha 3 - CompressedDocument14 pagesNps Ha 3 - CompressedDeva Sainath Reddy MaddirevulaNo ratings yet
- 11th 1st Chapter Dimension AnalysisDocument4 pages11th 1st Chapter Dimension AnalysisArmaan MalikNo ratings yet
- It Begi Nning Uwi TH CH ND, Its Teariues) Snet S: JnngungoDocument12 pagesIt Begi Nning Uwi TH CH ND, Its Teariues) Snet S: JnngungoAneesh KulkarniNo ratings yet
- Assignment 3Document4 pagesAssignment 3Manas ChakrabortyNo ratings yet
- 42 GCSC PDFDocument6 pages42 GCSC PDFMary MorseNo ratings yet
- Sanyam Dhawan Cloud Computing SESSIONAL 2Document5 pagesSanyam Dhawan Cloud Computing SESSIONAL 2sanyam dhawanNo ratings yet
- Tac 2006 875019Document5 pagesTac 2006 875019Bá Linh NguyễnNo ratings yet
- DS AssignmentDocument6 pagesDS AssignmentSumi DharaNo ratings yet
- Chapter - 2 Conduction NotesDocument14 pagesChapter - 2 Conduction Noteskrish ki comedyNo ratings yet
- SCM Co-5Document14 pagesSCM Co-5Mohamed IsrathNo ratings yet
- OOPSDA23BCA0186Document7 pagesOOPSDA23BCA0186ddrgamer65No ratings yet
- Comparing The Economic Feasibility of of PDFDocument15 pagesComparing The Economic Feasibility of of PDFNarayanan JayachandranNo ratings yet
- Current-Transformer Saturation Compensation For Transformer Differential RelaysDocument10 pagesCurrent-Transformer Saturation Compensation For Transformer Differential RelaysAlberto MedNo ratings yet
- Unit 3 BoeeDocument25 pagesUnit 3 BoeeVidhi GabaNo ratings yet
- Adobe Scan 23 Apr 2023Document4 pagesAdobe Scan 23 Apr 2023raviborsadiya1092No ratings yet
- Enhancing Differential Protection Stability During CT Saturation With Transient BiasDocument4 pagesEnhancing Differential Protection Stability During CT Saturation With Transient BiasgilbertomjcNo ratings yet
- The Beta Equilibrium, Stability, and Transport Codes: Applications of the Design of StellaratorsFrom EverandThe Beta Equilibrium, Stability, and Transport Codes: Applications of the Design of StellaratorsFrances BauerNo ratings yet
- Ihab Yacoub - Resume - JoDocument5 pagesIhab Yacoub - Resume - JoMuthanna AladwanNo ratings yet
- C0079 ADS Medical Catalog v5 Download SecureDocument60 pagesC0079 ADS Medical Catalog v5 Download SecureRobertYinglingNo ratings yet
- Case: Manila Hotel Employees Association v. Manila Hotel Corp. GR No. 1154591Document5 pagesCase: Manila Hotel Employees Association v. Manila Hotel Corp. GR No. 1154591Michael Ang SauzaNo ratings yet
- Training Module For SHG Book Keepers: SHG Books of Records Duration: 3 DaysDocument32 pagesTraining Module For SHG Book Keepers: SHG Books of Records Duration: 3 DaysONYANGO JohnnyNo ratings yet
- Planning 03 Module 1Document49 pagesPlanning 03 Module 1Gwynn Hyacinth TolentinoNo ratings yet
- Cameron MctaggartDocument2 pagesCameron MctaggartJoao SousaNo ratings yet
- Atos SyntelDocument2 pagesAtos SyntelSharad MoreNo ratings yet
- B-UBP-MM7 - KFTD UAT Warehouse Management I UBP V1Document16 pagesB-UBP-MM7 - KFTD UAT Warehouse Management I UBP V1alfauzanNo ratings yet
- Paige Begody Resume 11 2 23Document1 pagePaige Begody Resume 11 2 23api-700591109No ratings yet
- Tata Autocomp Composite Div DT 23rd June 23 PantnagarDocument5 pagesTata Autocomp Composite Div DT 23rd June 23 PantnagarEtrans 9No ratings yet
- DC ThomsonDocument4 pagesDC ThomsonIskender IskenNo ratings yet
- Properties of Stock OptionsDocument20 pagesProperties of Stock OptionsShashank TyagiNo ratings yet
- Problem #7: Recording Transactions in A Financial Transaction WorksheetDocument17 pagesProblem #7: Recording Transactions in A Financial Transaction Worksheetfabyunaaa100% (1)
- L6 - Developing A Brand NameDocument15 pagesL6 - Developing A Brand NameJohn ManawisNo ratings yet
- Business Ethics - Module 1Document16 pagesBusiness Ethics - Module 1Rekha Madhu100% (1)
- Do It Yourself?: Business PlanDocument4 pagesDo It Yourself?: Business PlansuryaramdegalaNo ratings yet
- Document From Hassan RazaDocument14 pagesDocument From Hassan RazaAli RazaNo ratings yet
- Data Tables Foxia - Responsive Bootstrap 5 Admin DashboardDocument2 pagesData Tables Foxia - Responsive Bootstrap 5 Admin DashboardnaimahadouNo ratings yet
- COBIT 2019 Foundation ExamDocument28 pagesCOBIT 2019 Foundation ExamVitor Suzarte100% (1)
- Ch5 MSA-Making-the-Franchise-Decision-WorkbookDocument95 pagesCh5 MSA-Making-the-Franchise-Decision-Workbookนายชัยสิทธิ์ เพชรรังษีNo ratings yet
- Hopfloor: Mandate Trade UnionDocument36 pagesHopfloor: Mandate Trade UnionGugutza DoiNo ratings yet
- Environment Influence On HRMDocument1 pageEnvironment Influence On HRMarchievedaNo ratings yet
- Sales: P1-,27A, OAO - 1LZB, O00 - )Document1 pageSales: P1-,27A, OAO - 1LZB, O00 - )Lovely Mae LariosaNo ratings yet
- Audit Mock Q. A PDFDocument11 pagesAudit Mock Q. A PDFANo ratings yet
- Artist ResumeDocument2 pagesArtist Resumeapi-508377016No ratings yet
- Subrata Sarkar ECLDocument3 pagesSubrata Sarkar ECLRick RoyNo ratings yet
- Economic Planning For OrganizationsDocument3 pagesEconomic Planning For Organizationszionne hiladoNo ratings yet
- Approaches To Measure Cost of Quality: C 0revention-Appraisal-Failure ,-+ "! & .& /01 2 && 3Document6 pagesApproaches To Measure Cost of Quality: C 0revention-Appraisal-Failure ,-+ "! & .& /01 2 && 3sanyasamNo ratings yet
- Engl 6Document2 pagesEngl 6JJ JaumNo ratings yet
- IAL AS Accounting General TheoryDocument29 pagesIAL AS Accounting General TheoryRajibul Haque ShumonNo ratings yet